KE-2000R_InstructionManual_C_Rev00说明.pdf - 第735页
第 2 部 功能详细篇 第 10 章 设备运行信息 10-1 第 10 章 设备运行信息 10-1 概要 显示机械的运行时间(累计基板生产时间等)、吸嘴拆装次数等设备固有的运行信息。 通过从主画面的菜单栏中选择“维护”/“机器管理信息”,可选择如下的运行信息。 10-2 机器运行信息 从菜单栏中选择“窗口(W)”/“机器运行信息”,则显示图 10-2-1、图10-2 -2和图10-2-3。 按下标签则画面被切换。 No. 项目 内容 1…
第 2 部 功能详细编 第 9 章 手动控制
9-43
◇ 下表中概括了各状态的检测内容与主要原因。
表 9-4-5-7-2. 各状态的检测内容与主要原因
状态 检测内容 主要原因
正常 无异常
过电流
检测出流经马达的电流超过一定的值
·马达接线短路
·马达局部短路
超负荷 检测出流经马达的平均电流超过一定的值。
·轴锁定
·马达电缆断线
·超负荷运行
·制动器异常
检测出马达的转速超过设定值 ·编码器异常
检测出马达驱动电源电压过大
·再生异常
·输入电压过大
驱动电源异常
输入伺服 ON 信号,检测出驱动电源变为一定值以下
·输入电压异常
·电源断线
过热 检测出散热器的温度异常加热
·超负荷
·周围温度上升
检测出马达编码器的线驱动输出未连接 ·编码器断线
检测出马达编码器的整流信号异常 ·编码器异常
编码器异常
电源 ON 时,检测出省线编码器的输出异常 ·配线异常
第 2 部 功能详细篇 第 10 章 设备运行信息
10-1
第 10 章 设备运行信息
10-1 概要
显示机械的运行时间(累计基板生产时间等)、吸嘴拆装次数等设备固有的运行信息。
通过从主画面的菜单栏中选择“维护”/“机器管理信息”,可选择如下的运行信息。
10-2 机器运行信息
从菜单栏中选择“窗口(W)”/“机器运行信息”,则显示图10-2-1、图10-2-2和图10-2-3。
按下标签则画面被切换。
No. 项目 内容
1 生产基板张数
从开始数据收集到生产完成时的基板张数的总和。不取决于生产
程序
2 生产张数(电路)
从开始数据收集起的生产电路数总和。在完成 1 张基板的生产后
即被更新,不包含检测出坏板标记的电路数量(在生产过程中中
断时则不被计入)
3 电源 ON 时间 从接通电源或从数据收集开始起的生产时间总和
4 运行时间
从开始数据收集起,实际进行基板生产的时间总和
实际进行吸取贴片的时间。(也包括元件废弃的运行动作)
5 保养时间 因用的户要求而暂时停机的总时间
6 故障停止时间 因发生错误而暂时停机的总时间
7 元件用尽停止时间 因元件用尽而停机的总时间
8 总吸取数 吸取成功的总次数。(不取决于生产程序/供给装置)
9 总贴片数 贴片成功的总次数。(不取决于生产程序/供给装置)
10 吸取错误次数
吸取错误的总次数。(不取决于生产程序/供给装置)
不包含元件直立、识别错误的次数
11
贴片前检查元件有
无的错误次数
贴片前的姿态检查发生错误的总次数
12 元件用尽停止次数 因元件用尽而暂时停机总次数。未指定“元件用尽暂停”时不被计入
13 保养停止次数 因用户的要求而暂时停机的总次数
14 故障停止次数 因发生错误的临时停止而造成的机器停止次数的累计
15 运行准备时间
没有进行生产的时间总和。数据编辑等的所需的也算在内
“电源 ON 时间”- “运行时间”
“传送等待时间”
“元件用尽停止时间”
“保养停止时间”
“故障停止时间”
16 吸取率
元件的吸取率(%)
“总吸取数”/(“总吸取数”+“吸取错误次数”)×100(%)
17 实际贴片装率
机器的实际贴片率(%)
“总贴片数”/(“总贴片数”+“吸取错误次数”)×100(%)
18 运行率
机器的运行率(%)
“运行时间”/“电源 ON 时间”×100(%)
19 重试率 100 – 吸取率
第 2 部 功能详细篇 第 10 章 设备运行信息
10-2
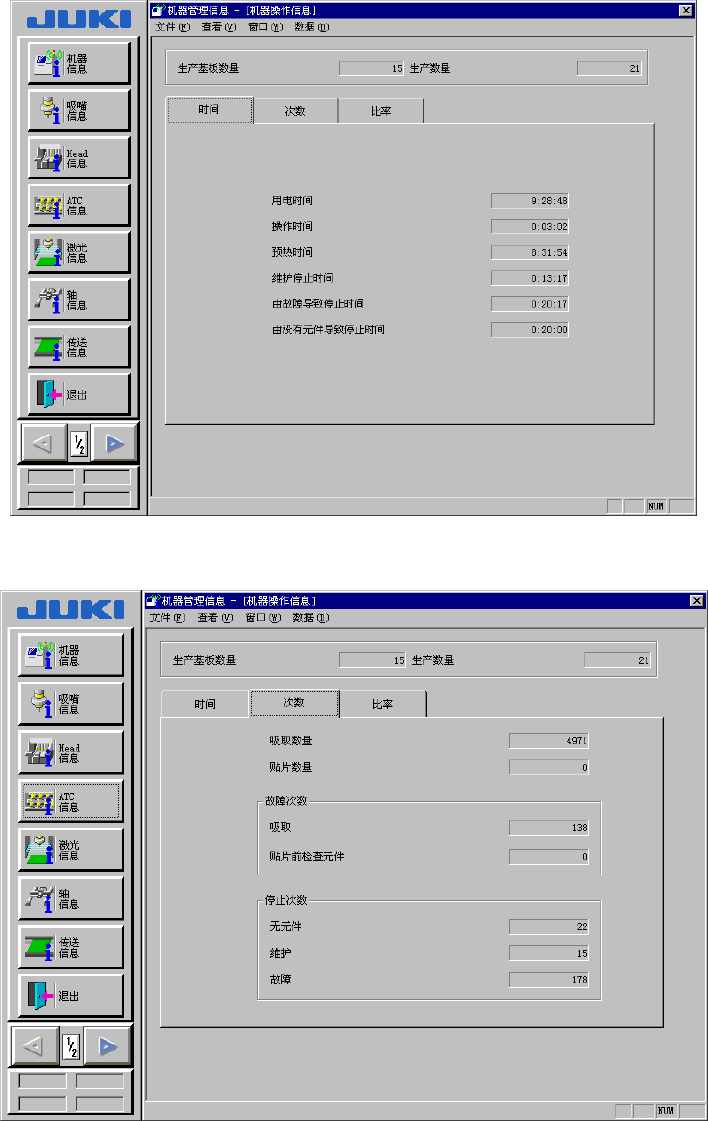
图 10-2-1 机器运行信息(时间)<1/3>
图 10-2-2 机器运行信息(次数)<2/3>