KE-2000R_InstructionManual_C_Rev00说明.pdf - 第157页
第1部 基本篇 第2章 生产 2-56 2-8-3-4 中断 结束预定数量的生产后,生产将中断,并返回生产条件画面。信号灯变为3色同时点亮,表示 预定数量的生产已结束。 如果想在未达到预定 数量时中断生产, 请按下<STOP>开关 进入暂停状 态, 然 后再次按下<S TO P>开关。此时显示如下的确认画面。单击“确认”后,生产将被中断。 图 2.8.3.4.1 生产中断确认 注意 单击“确 认 ”后,将进行吸嘴…
第1部 基本篇 第2章 生产
2-55
1) 如果在生产条件的运行模式选项中选中“步骤”,即使按下操作面板的<START>开关开始
生产运行,也不显示生产状态,而显示图 2-8-2-2-1。
2) 当在步骤生产中停止时,或在连续生产中处于暂停时,按下键盘的“F7”键,可将
贴片头移动到等待位置。
3) 当在步骤生产中停止时,或在连续生产中处于暂停时,按下键盘的“F8”键,或选
择画面上的“连续/步骤”按钮,可对连续/步骤进行切换。
4) 暂停状态时的示教
在生产中暂停时,根据暂停原因及暂停的位置,可能以下数据进行示教。
吸取数据 贴片数据
标记
数据
暂停原因 暂停位置
X,Y Z X,Y Z X,Y
备注
吸取位置 ○ ○
·根据键的用户要求
·外罩打开
·送料器台架下降
·检测到送料器悬浮
贴片位置 ○
·从 XY 示教开始
·有效的 HOD 设备键
为摄像机键、贴片
头键。
标记识别错误 标记位置 ○ ·仅摄像机键有效
1. 仅在按输入顺序贴片中依次吸取时可进行吸取位置的示教。
(同时吸取时不能示教。)
2. 多面基板仅在基准电路贴片时可进行贴片位置的示教,在基准电路中检测出坏标的
基板,不能进行示教。
3. 通过示教而读入的数据,仅为按下 HOD 的[ENTER]键前,HOD 的 LED 发亮的示教项
目,如果想通过示教取得 XYZ 所有的数据,请分别进行示教。
4. 不能进行托盘元件的吸取位置示教。
第1部 基本篇 第2章 生产
2-56
2-8-3-4 中断
结束预定数量的生产后,生产将中断,并返回生产条件画面。信号灯变为3色同时点亮,表示
预定数量的生产已结束。
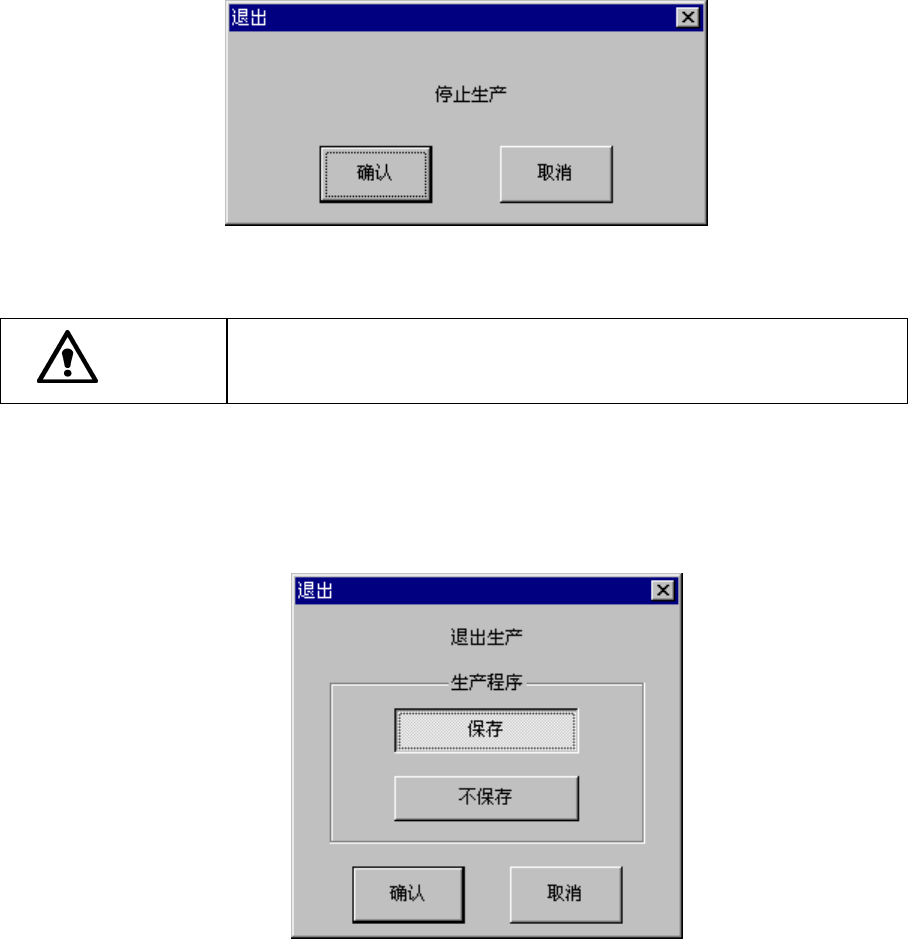
如果想在未达到预定数量时中断生产,请按下<STOP>开关进入暂停状态,然后再次按下<STO
P>开关。此时显示如下的确认画面。单击“确认”后,生产将被中断。
图 2.8.3.4.1 生产中断确认
注意
单击“确
认”后,将进行吸嘴交换动作。为了避免人身伤害,在运行过
程中切勿将手放入装置内部,也不要将脸和头部靠近装置。
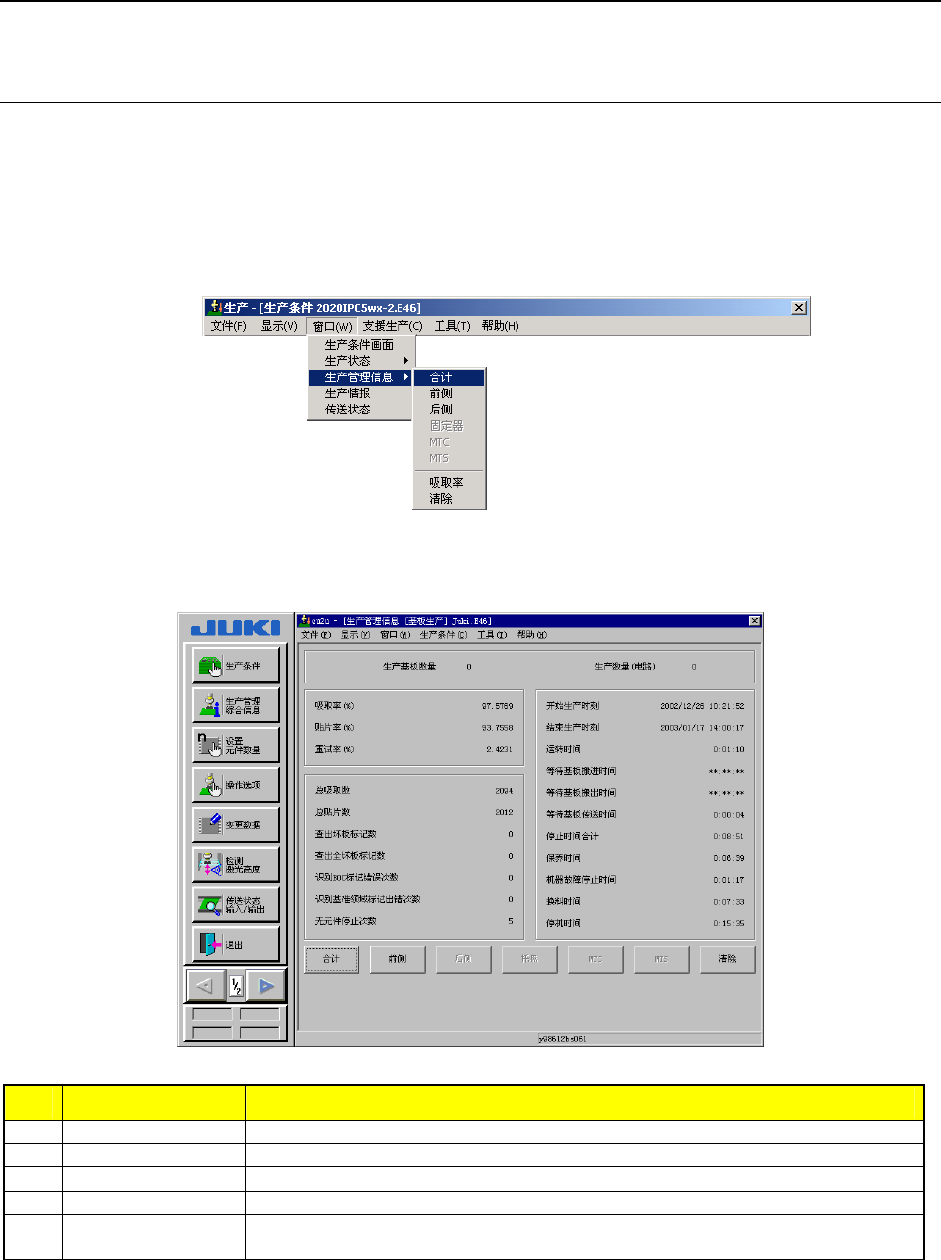
2-8-3-5 退出生产
在菜单栏中选择“文件”/“结束运行程序”,单击画面右上角的。显示如下信息。
图 2.8.3.5.1 退出生产
请在选择是否保存生产程序(含生产管理信息)后,单击“确认”。
生产画面结束,显示主画面。
第1部 基本篇 第2章 生产
2-57
2-9 生产管理信息
当生产模式为基板生产时,生产管理信息将被保存。本项中,可以查看生产中被保存的生产
管理信息。
2-9-1 生产管理信息
1) 生产管理信息的收集条件
① 生产模式为基板生产且对所有贴片点进行贴片
② 只要进行过一次收集后,下一次生产开始时,将以上一次收集的数据为基础进行追加收集。
想要进行新的数据收集时,需清除上一次的数据。
2) 生产管理信息画面
从菜单栏中单击“窗口”/“生产管理信息”,选择要参照的生产管理信息。
图 2.9.1.1 生产管理信息(综合)菜单
3) 内容
① 综合管理信息
图 2.9.1.2 生产管理信息(综合)
NO. 项目 内容
1 生产基板数量 最终清除生产管理信息后所生产的基板数量。(仅指成品)
2 生产数量(电路) 已生产的电路数。 (实际数量 × 电路数 - 坏标检测次数)
3 生产开始时间 最终清除生产管理信息后,最初开始生产的日期与时间。
4 退出生产时间 该生产程序中最终结束生产的日期和时间。
5 运行时间
从生产开始到退出生产之间,除去停止时间和基板传送等待时间后的时间总
和。(不包含临时停止时间)