KE-2000R_InstructionManual_C_Rev00说明.pdf - 第475页
第1部 基本篇 第4章 生产程序制作 4-170 4-5-4-2 检测 可进行实际使用元件的贴片头安装,并将用各硬件测到的数据值反映到生产程序中的功能。 注意 为了避免人身伤害,在机器运行过程中,切勿将手和头伸入装置内部。 4-5-4-2-1 检测模式 有“连续检测”和“单独检测”2种检测模式。可通过菜单选择来切换运行模式。 以下为各模式的功能。 表 4.5.4.2.1-1 检测模式的内容与菜单 检测子菜单 运行模式 运行内容 单独 单…
第1部 基本篇 第4章 生产程序制作
4-169
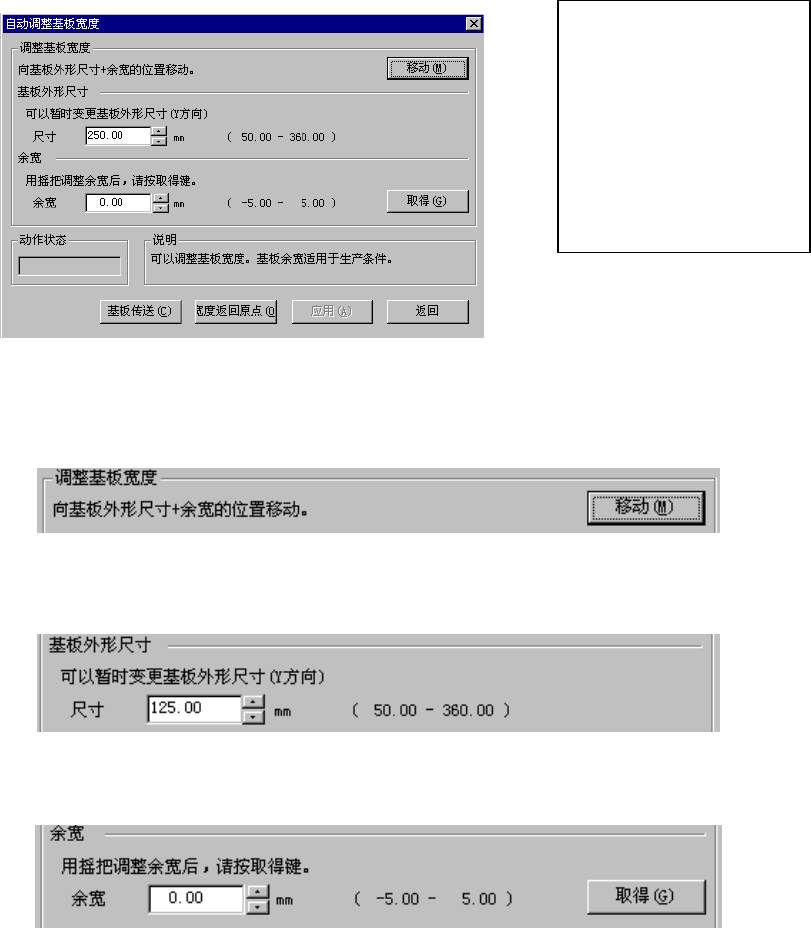
4-5-4-1-2 自动调整基板宽度
可调整基板传送宽度。
选择菜单后,显示如下的画面。
图 4.5.4.1.2-1 基板宽度的自动调整
1) 基板宽度的移动
将传送宽度移动到基板外形尺寸+调整好余宽的宽度,运行时的传送宽度的值适用以下项目的设定值。
2) 基板外形尺寸
设定基板外形尺寸。初始值设定为基板数据中的基板外形尺寸(Y)。
3) 余宽
设定基板与传送导轨的余宽。
使用主体前面的手柄进行调整后,按下“取得”按钮,将当前的传送宽度与基板外形尺寸的差值作为
余宽进行登录。
4) 基板传送按钮
调出基板搬入/搬出。
5) 宽度返回原点
进行基板宽度自动调整的返回原点。
6) 适用按钮
将余宽值应用于生产条件。
<步骤>
① 输入基板外形尺寸。
② 需要变更的宽度有盈余
时,设置盈余宽度。
③ 单击“移动”。
(未进行宽度返回原点
时,应先进行宽度返回
原点)。
图 4.5.4.1.2-2
图 4.5.4.1.2-3
图 4.5.4.1.2-4
第1部 基本篇 第4章 生产程序制作
4-170
4-5-4-2 检测
可进行实际使用元件的贴片头安装,并将用各硬件测到的数据值反映到生产程序中的功能。
注意
为了避免人身伤害,在机器运行过程中,切勿将手和头伸入装置内部。
4-5-4-2-1 检测模式
有“连续检测”和“单独检测”2种检测模式。可通过菜单选择来切换运行模式。
以下为各模式的功能。
表 4.5.4.2.1-1 检测模式的内容与菜单
检测子菜单 运行模式 运行内容
单独 单独检测 检测元件画面表格中显示的元件。
连续 连续检测
检测生产程序数据内所有元件/条件一致的产品。可通过单
独模式,对在检测中因某种原因而导致检测失败的元件进行
个别检测。
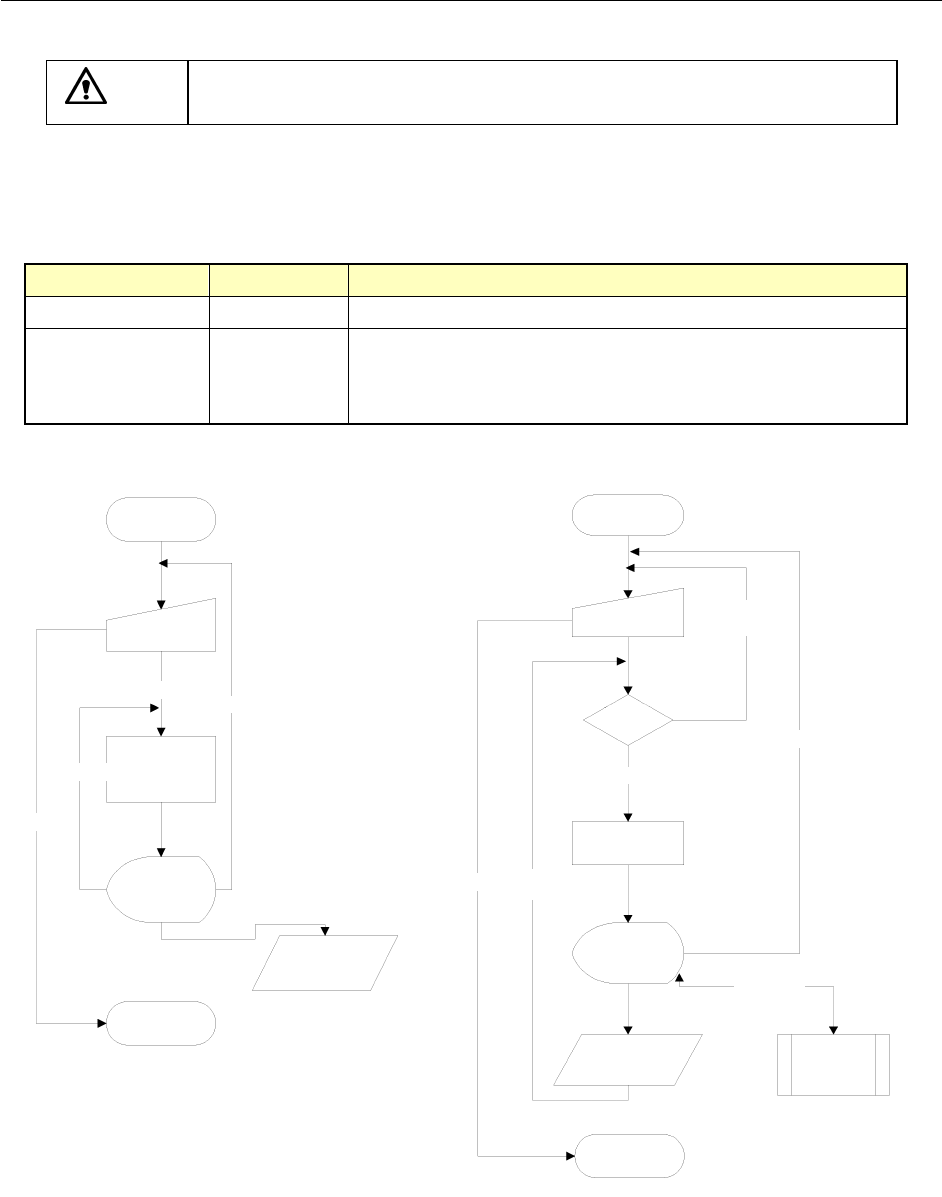
以下为各检测模式的处理运行概要流程图。
图 4.5.4.2.1-1 单独检测流程图 图 4.5.4.2.1-2 连续检测流程图
单独测定开始
条件设定
(对话框)
停止
开始测定
测定
再测定
结束
结果显示
(对话框)
将结果装入
生产程序
单独测定结束
测定
连续测定开始
条件设定
(对话框)
无相应
元件
是否有
相应元件
停止
详细测定
单独测定
将结果装入
生产程序
连续测定结束
结果显示
(对话框)
结束
测定下
一元件
有相应元件
第1部 基本篇 第4章 生产程序制作
4-171
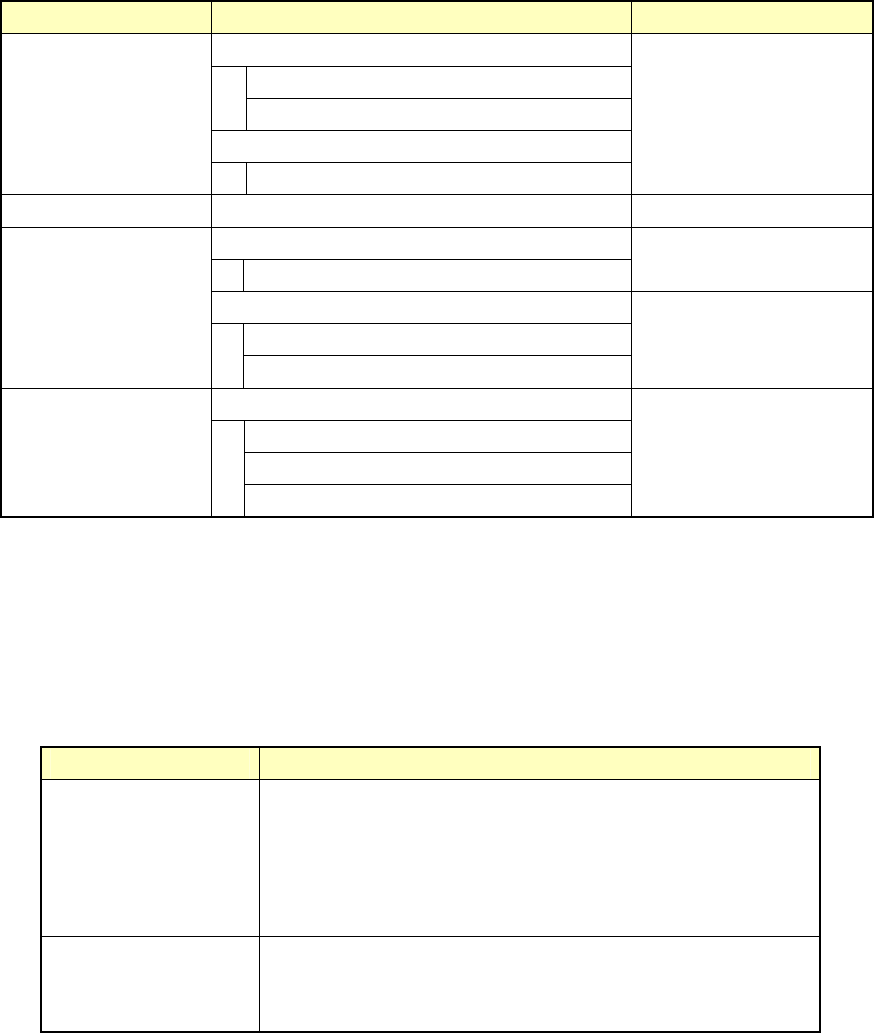
4-5-4-2-2 检测种类
各检测项目的功能概要如下表所示。
表 4.5.4.2.2-1 检测项目功能概要
检测项目 检测内容 备注
测量实际的元件外形尺寸
元件横方向
元件纵方向
自动计算最适合的吸嘴编号
元件尺寸(纵横)
吸嘴编号
吸取时的真空压力 测量实际的元件吸取时的真空压力
测量实际的元件高度
元件高度
自动计算最适合的激光定心值
激光高度
元件高度
芯片站立判定值
仅激光定心
测量实际的引脚尺寸
引脚间距
引脚长
引脚尺寸
引脚根数/欠缺信息
仅图像定心时。
1) 检测项目的各功能
① 元件尺寸检测功能
通过激光及图像识别装置进行元件纵横尺寸的检测。此外,同时自动计算最适合的吸嘴编
号。检测方式如下。
表 4.5.4.2.2.1-1 元件尺寸检测方式
对象元件 方式
激光识别元件
1.利用激光获得当前的元件角度
↓
2. 将θ旋转到 0 度,以激光宽度作为横向尺寸
↓
3. 将θ旋转到 90 度,以激光宽度作为纵向尺寸
图像识别元件
1.利用图像识别装置识别元件获取元件外形尺寸。
↓
2.将响应后获得的值作为纵横尺寸。