00196521-02_UM_X-Series_SR70x_JAP.pdf - 第283页
ユーザーマニュアル SIPLACE X シリーズ 4 据付けと委託作業 ソフトウエアバージョン SR.70x.xx 以降 2011 年 1 月日本語版 4.4 部品トロリーを PCB 搬送高さに合わせる 283 4.4 部品トロリーを PCB 搬送高さに合わせる X フィーダの部品トロリーは、数回の単純アクション だけで、次の PCB 搬送高さに設定するこ とができます。 830 mm ± 15 mm 900 mm ± 15 mm 93…
4 据付けと委託作業 ユーザーマニュアル SIPLACE X シリーズ
4.3 実装マシンをセットアップする ソフトウエアバージョン SR.70x.xx 以降 2011 年 1 月日本語版
282
4.3.20 ガイドレールから防錆剤を除去する
マシンには、出荷前に、防錆処理が施されます。
注意 4
– 委託作業中に、初めてマシンの軸を送るとき、すべての軸およびベアリングから、防錆剤
を取り除く必要があります。
– メンテナンスマニュアルで説明してあるように、すべての軸およびベアリングにグリスを
塗布します。
防錆剤が、軸のベアリンググリスと混合すると、ベアリングおよびガイドレールの寿命が大幅
に短くなります。
注意 4
ガイドレールおよびスケールロッドを清掃するとき、ガイドキャリッジにアルコールが入らな
いようにします。アルコールは、ガイドキャリッジのベアリンググリースを損ないます。
ユーザーマニュアル SIPLACE X シリーズ 4 据付けと委託作業
ソフトウエアバージョン SR.70x.xx 以降 2011 年 1 月日本語版 4.4 部品トロリーを PCB 搬送高さに合わせる
283
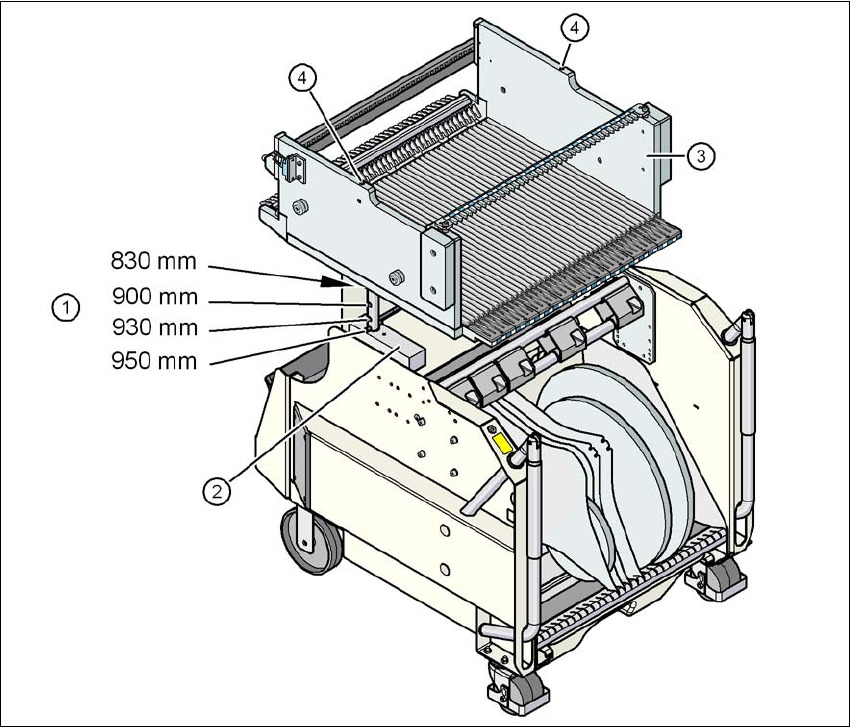
4.4 部品トロリーを PCB 搬送高さに合わせる
X フィーダの部品トロリーは、数回の単純アクションだけで、次の PCB 搬送高さに設定するこ
とができます。
830 mm ± 15 mm
900 mm ± 15 mm
930 mm ± 15 mm ( 標準高さ )
950 mm ± 15 mm (SMEMA 高さ ) 4
4
図 4.4 - 1 PCB 搬送高さ 950 mm の部品トロリー (SIPLACE X シリーズ )
(1) 搬送高さ 900、930、950 mm のガイドコラムの穴
搬送高さが 830 mm の場合、部品テーブルは、ブロック (2) の上になります。
(2) ブロック
(3) 部品テーブル
(4) 取付装置固定用 M8 穴
4 据付けと委託作業 ユーザーマニュアル SIPLACE X シリーズ
4.4 部品トロリーを PCB 搬送高さに合わせる ソフトウエアバージョン SR.70x.xx 以降 2011 年 1 月日本語版
284
4.4.1 警告指導
警告 4
ASM AS エンジニアまたは資格のある人しか部品トロリー高さを調整することは許されません。
→ 適用できる事故防止規則に必ず従ってください。
→ 部品テーブルの高さを調整する場合、部品テーブルからすべてのフィーダを取り外してく
ださい。
4.4.2 工具と器材
部品トロリーの高さを調整するのに次の工具と器材が必要になります。
– ハンマー
– ポンチ、8 mm
– 取り付け装置 ( アイテム番号 03015976-xx)
– 部品トロリーテーブルを持ち上がるためのリフト装置、搬送能力は、最低 80 kg
4.4.3 部品トロリーの高さを変更する
警告 4
→ 部品テーブルからすべてのフィーダを取り外してください。
→ 高さを調整するために、部品テーブルに取り付け装置を取り付けます。これにより、テー
ブルを上げたり、下げたりするときに、部品テーブルが変形してしまうのを防止します。
→ 二本のキャップボルト M8 x 50 ( ページ 285
の図 4.4 - 2 のアイテム 3) を使用して、部品
テーブル ( ページ 285
の図 4.4 - 2 のアイテム 4) にアセンブリガイド ( ページ 285 の図
4.4 - 2
のアイテム 1) を取り付けます。
→ リフト装置のフックをアイボルト ( ページ 285
の図 4.4 - 2 のアイテム 2) に取り付けま
す。
→ 部品トロリーベッドを少し持ち上げ、割りピン ( ページ 285
の図 4.4 - 2 のアイテム 6) が
見えるようにします。
→ ポンチを使用して、両側の割りピンを注意してたたきだします。
→ 必要な PCB コンベヤ高さの穴にスパイラルクランプピンを挿入します ( ページ 283
の図
4.4 - 1
参照 )。