SI-G200MK5 Operation Manual (CS).pdf - 第107页
操作篇 电子零件贴装机 SI-G 200MK5 系列 1-39 (3) NC 数据监 视屏幕 框 表中表示的数据项和 数据编辑 → 基板 → 装着 画面差不多相同。 以下对各项目进行说明。 ·步骤 : 1 个零件在基板上装 着位置及装着动作的号码。 ·零件码 : 在其步骤时, 装着零件的零件码。 ·吸嘴 : 吸着零件的吸嘴的索引 号码。 ·供给位置 : 零件吸着的供料器的位置号码。 · X ( mm ) : 零件装着的基板上 X 轴的位…

操作篇
电子零件贴装机 SI-G200MK5 系列
1-38
关闭:基板被搬入之前不吸取。
开启:基板被搬入之前吸取。
・自动补料
自动补料为吸着发生错误时, 立即停止或选择再次吸着直至每
1 零件指定的次数。表示此功能是否动作。
关闭: 不执行自动补料。
开启:执行自动补料。
・装着确认
)
出现
XY 微调动作操作的对话框。
操作篇
电子零件贴装机 SI-G200MK5 系列
1-39
(3)NC 数据监视屏幕 框
表中表示的数据项和数据编辑
→基板→装着画面差不多相同。
以下对各项目进行说明。
·步骤 :
1 个零件在基板上装着位置及装着动作的号码。
·零件码 : 在其步骤时, 装着零件的零件码。
·吸嘴 : 吸着零件的吸嘴的索引号码。
·供给位置 : 零件吸着的供料器的位置号码。
·
X (mm) : 零件装着的基板上X 轴的位置。
·
Y (mm) : 零件装着的基板上Y 轴的位置。
·角度 : 零件装着时的零件回转角度。
·高度补正 : 零件装着时, 高度调整用的距离。
·关闭 : 零件装着步骤时为
0 ,未装着关闭时为 7 。 1 ~6 8 9 可任意设定为有无装着。
·区域 : 取得连板基板时,其步骤属于区域的识别。
·定位标记 : 其步骤为使用定位标记设定的识别。
·不良标记 : 取得连板基板时,表示其步骤为对应不良区域的不良标记识别。
·路径号码 : 其步骤为属于路径
( 零件吸着·装着的一连贯动作) 号码。
·供给顺序 : 其步骤为属于路径内的吸着顺序。
·装着顺序 : 其步骤为属于路径内的装着顺序。
·状态显示 : 各步骤中有下列
7 种状态,各行中所显示颜色为表示的状态。
白: 未执行路径执行前状态。
深蓝: 执行中· 未吸着路径执行中,零件未吸着状态。
蓝: 吸着完成· 未认识零件吸着完成,未认识状态。
绿: 装着完成零件装着完成状态。
黄: 吸着错误吸着错误发生状态。
橙: 认识错误认识错误发生状态。
红: 装着错误装着错误发生状态。
・手动标记设定
表示设定生产时无法认识的定位标记的位置。
・关闭设定
有关于下载完毕的机种文件, 设定关闭的号码。( 参照“
2.3 . 4 关闭设定”)
・区域设定
有关于下载完毕的机种文件, 指定区域上设定关闭号码
7
( 参照“2.3 . 5 区域设定”)
・教示
生产中对于发生认识错误的零件, 执行零件认识资料的修正。
・显示基板影像屏幕
以基板影像显示执行中的步骤状况。
操作篇
电子零件贴装机 SI-G200MK5 系列
1-40
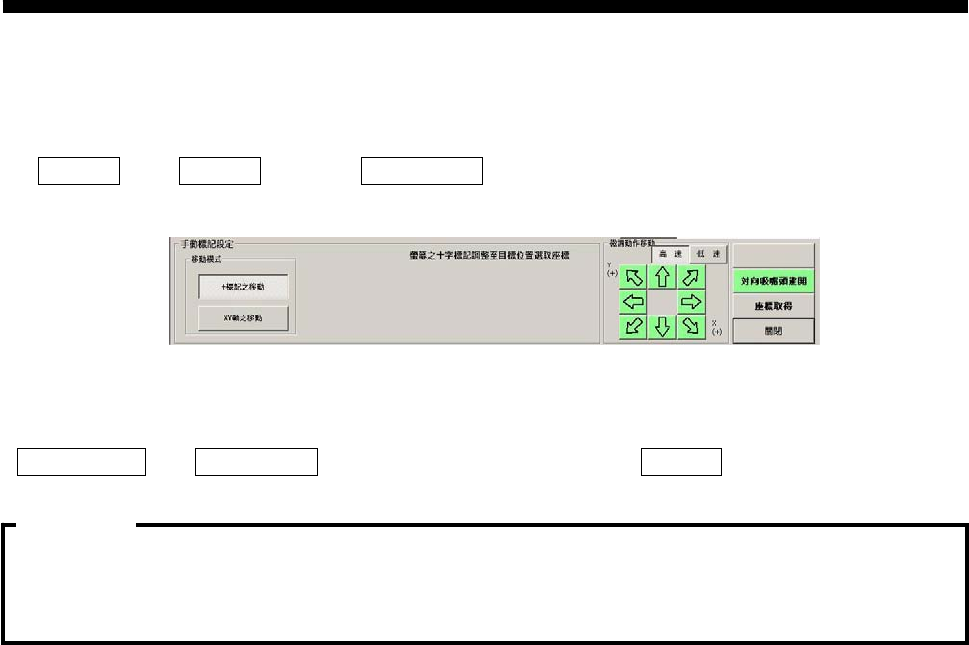
2.3.8 手动标记设定
[操作功能]
设定自动生产时不能认识的定位标记位置。
[操作顺序]
在自动生产菜单的动作状况画面,点击手动标记设定键,会显示以下对话框。
图 2.3.8 手动标记设定
用
X Y 轴的移动以及 + 标记的移动,在定位标记位置移动十字标记, 用坐标取得键输入定位标记位置的坐标。
在动作状态画面设定的定位标记,可对已下载的机种文件进行暂时设定。当下载相同机种文件,基板被解除
的情况下,设定的定位标记将变成无效。
注意: