SI-G200MK5 Operation Manual (CS).pdf - 第351页
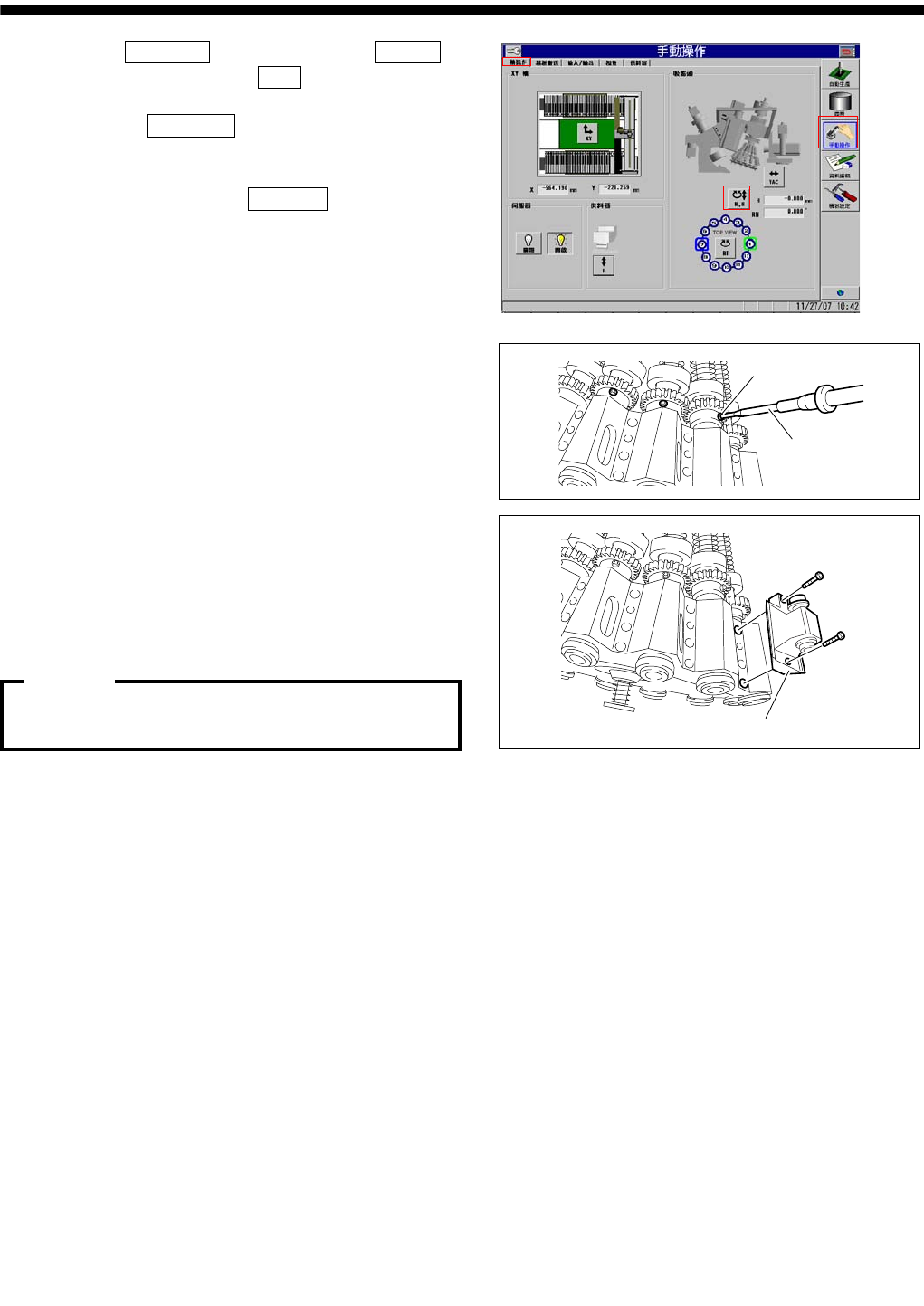
保养篇 2. 维修检 查 电子零件装着机 SI-G200MK5 (CS) 2-39 ④按 手動操作 (手动操作)菜单、 軸操作 (轴操作)标签→ R.H 钮的顺序点击。 显示 RN/H 轴的操作画面。 ⑤点 击 絕對移動 (绝对移动)钮。 ⑥点 击 RN 轴钮 ,在角度输入栏中输入 “ 120 ”。 ⑦ 按住操 作面板的 ST AR T 钮。所有的 内部旋转轴旋转 120 度,小齿轮的右 侧螺丝朝向外侧。 ⑧用 10cN m 的扭矩…
保养篇
2. 维修检查
2-38
电子零件装着机
SI-G200MK5 (CS)
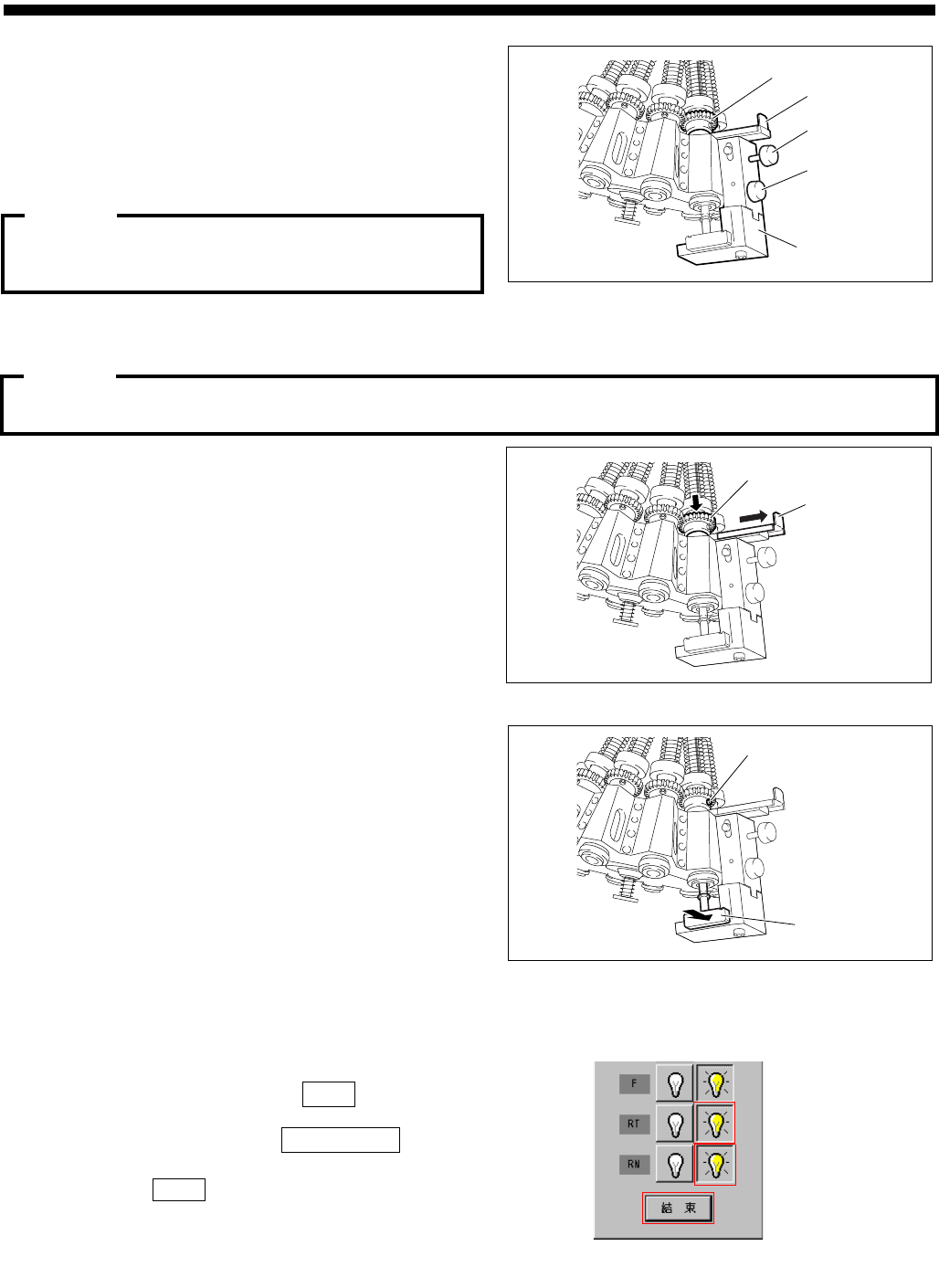
16.
安装吸嘴相位调整治具。
① 确认吸嘴相位调整治具的螺丝
1 已松动。
② 向上提起小齿轮,同时用螺丝
2 拧紧并
安装吸嘴相位调整治具至机械阀安装面
上。
可在已安装定位治具的状态下,安装吸嘴相位
调整治具。
③ 使小齿轮的左侧螺丝对准中心,向上提起小齿轮,同时压入控制杆。
④ 确认小齿轮架在控制杆部的上部,并拧进吸嘴相位调整治具的螺丝
1。
拧紧吸嘴相位调整治具的螺丝
1,则控制杆被固定在从上方按压到的位置。
17. 拉出控制杆,拧紧小齿轮的左侧螺丝。
① 确认将控制杆拉出到外侧,小齿轮会移
向下方。控制杆上架着的小齿轮,会随
着控制杆的拉出向下移动。
② 用手将定位治具推至接触到吸嘴相位调
整治具,确认小齿轮的左侧螺丝朝向吸
嘴头外侧,同时用
10cNm 的扭矩拧紧
左侧螺丝固定小齿轮。
18. 按照顺序 13 ~ 17 的相同顺序,调整旋转座 No.3 ~ 12、 No.1 的吸嘴相位,然后拆下吸嘴
相位调整治具和定位治具。
19. 拧紧小齿轮的所有右侧螺丝。
① 在原点偏移画面点击
各軸 (各轴)钮,显示各
轴伺服器画面。
②点击
RT 和 RN 的 伺服器開啟 ( 伺服器开启 )
钮使 RT 和 RN 的伺服器成为开启状态。
③点击
結束 (结束)钮,关闭各轴伺服器画面。
小齿轮
控制杆
螺丝
1
螺丝 2
吸嘴相位
调整治具
左侧螺丝
定位治具
定位治具
左侧螺丝
POINT:
POINT:
保养篇
2. 维修检查
电子零件装着机 SI-G200MK5 (CS)
2-39
④按
手動操作 (手动操作)菜单、軸操作
(轴操作)标签→
R.H 钮的顺序点击。
显示
RN/H 轴的操作画面。
⑤点击
絕對移動 (绝对移动)钮。
⑥点击
RN 轴钮,在角度输入栏中输入
“
120”。
⑦ 按住操作面板的
START 钮。所有的
内部旋转轴旋转
120 度,小齿轮的右
侧螺丝朝向外侧。
⑧用
10cNm 的扭矩将所有的小齿轮右
侧螺丝拧紧。
20. 安装所有的机械阀。
①用
40cNm 的扭矩正式拧紧下侧的螺
丝帽。
②用
40cNm 的扭矩正式拧紧上侧的螺
丝帽。
在拧紧机械阀的螺丝帽时,要按照下侧
上侧
的顺序正式拧紧。
21.将 VACUUM 断路器返回至 ON 状态。
22. 安装装置背面的下部面板。
右侧螺丝
机械阀
扭矩螺丝刀
POINT:
保养篇
2. 维修检查
2-40
电子零件装着机
SI-G200MK5 (CS)
每 3 个月
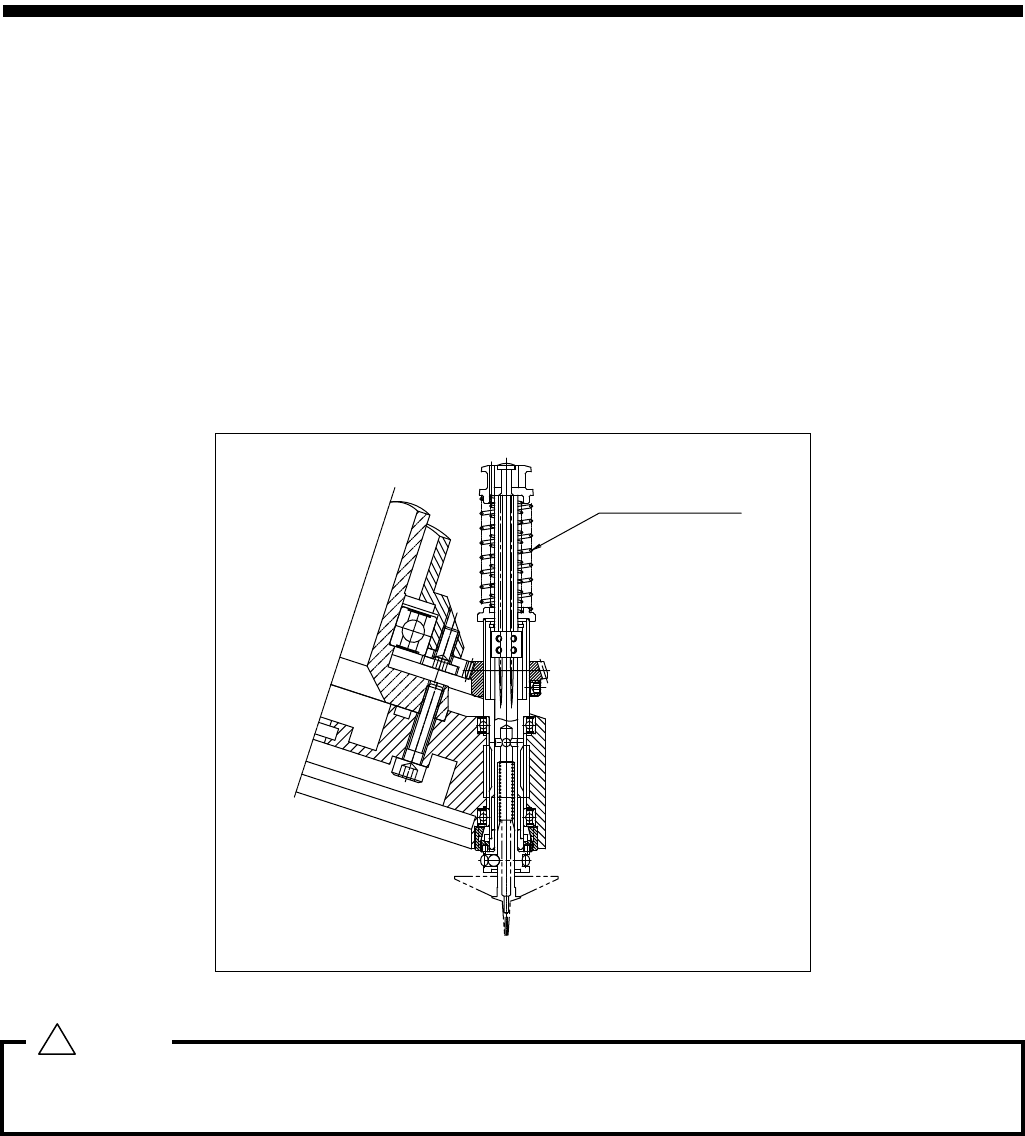
(6) 内部旋转轴弹簧的磨损检查
[ 作业功能 ]
在
H 轴的动作中回复到上方向的装着吸嘴头部的内部旋转轴弹簧每次吸着·装着动作都会发生
剧烈运动。由于弹簧磨损而导致的动作不良会成为出现不良品的原因,所以需要定期对弹簧进行
检查。
[ 维修检查位置 ]
2 处装着吸嘴头内部旋转轴弹簧 ( 各 12 处 )
[ 维修检查时要准备的物品 ]
无需特意准备
( 内部旋转轴弹簧交换时:内部旋转轴弹簧 2 根 (2 种、各 1 根 )、弹簧押头定位片 (2-683-
239-**)
、弹簧押头起伏杆 (2-683-240-**))
为了依次对
12
个内部旋转轴进行检查,用手转动
RT
轴时,
H
轴推杆由于弹簧力会下降
2
~
3mm
,可能会损伤内部旋转轴。所以在转动
RT
轴时,请轻轻用手托住
H
轴推杆同时转动。
[ 作业顺序 ]
1. 用手使内部旋转轴向下动作。内部旋转轴无法顺畅地回复时以及弹簧有磨损时,属于内部旋
转轴弹簧不良,请按照
[ 内部旋转轴弹簧交换步骤 ] 交换弹簧。
内部旋转轴弹簧
( 内侧、外侧 2 根 )
警告 :
!