SI-G200MK5 Operation Manual (CS).pdf - 第115页
操作篇 电子零件贴装机 SI-G 200MK5 系列 1-47 由文件一览中操作 首页 、 上一页 键及垂直滚动条列, 指定生产 的机种。 起始處 首页 键为移动至最上页 的机种文件资料夹。 上一页 键为移动至上一个机种文件资料夹 指定生产的机种文件并按 选择 键, 关闭对话框, 并表示选择 机种切换 画面的 设定机种 机种文件。 在 设定机种 中, 使用水平滚动条列确认选择机种文件的内容 。 ( 2 ) 生产预定数的设定 设定生产预定…
操作篇
电子零件贴装机 SI-G200MK5 系列
1-46
2.4 机种切换
在机种切换画面, 变更自动生产机种时, 执行必要的交换操作, 即设定机种文件。
2.4.1 机种文件的下载和生产预定数的输入
[操作功能]
从这下载开始生产的机种文件。
[操作顺序]
( 1 ) 机种文件的下载
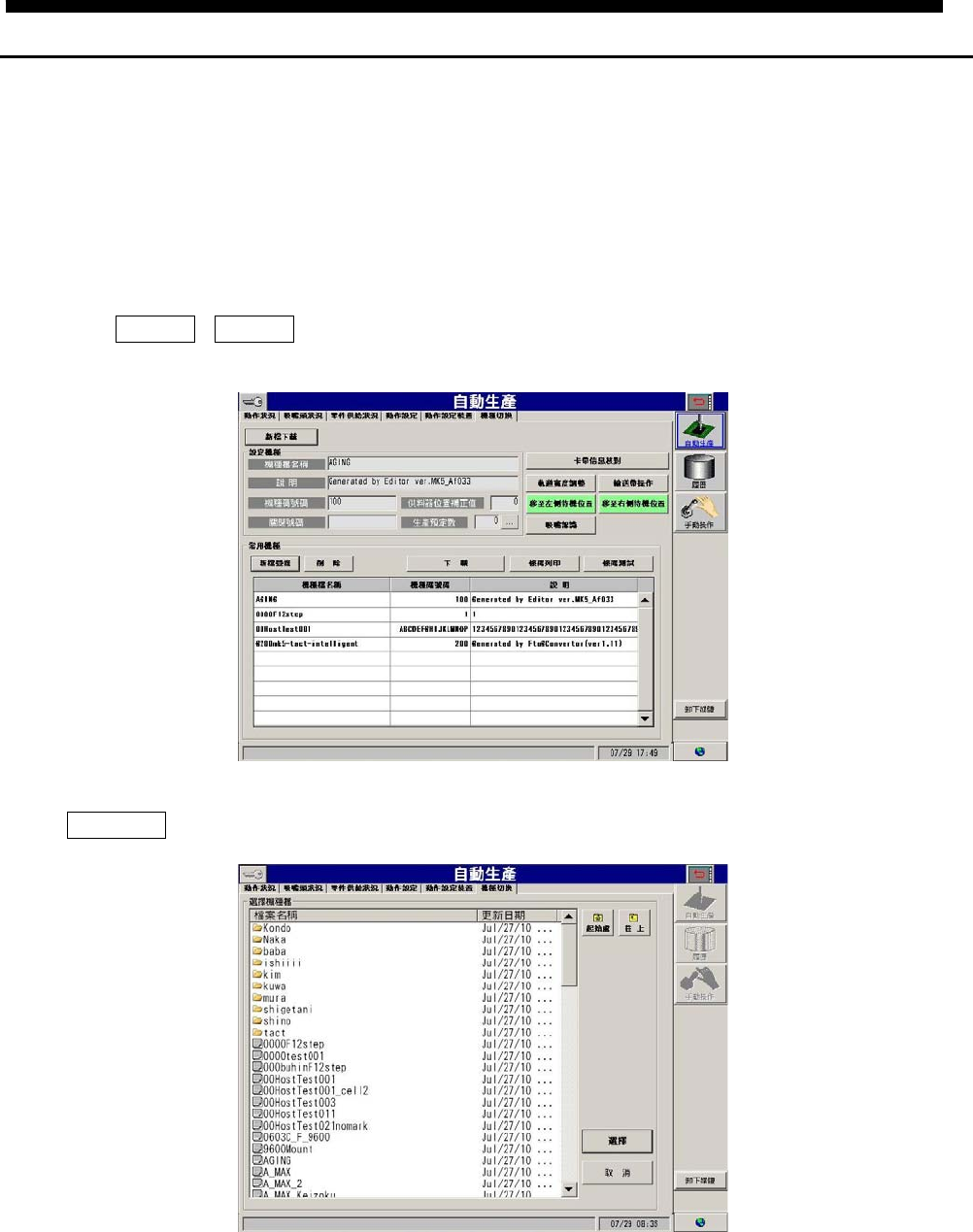
依顺序点击自动生产→机种切换标签, 会显示以下画面。
图 2.4.1-1
自动生产- 机种切换
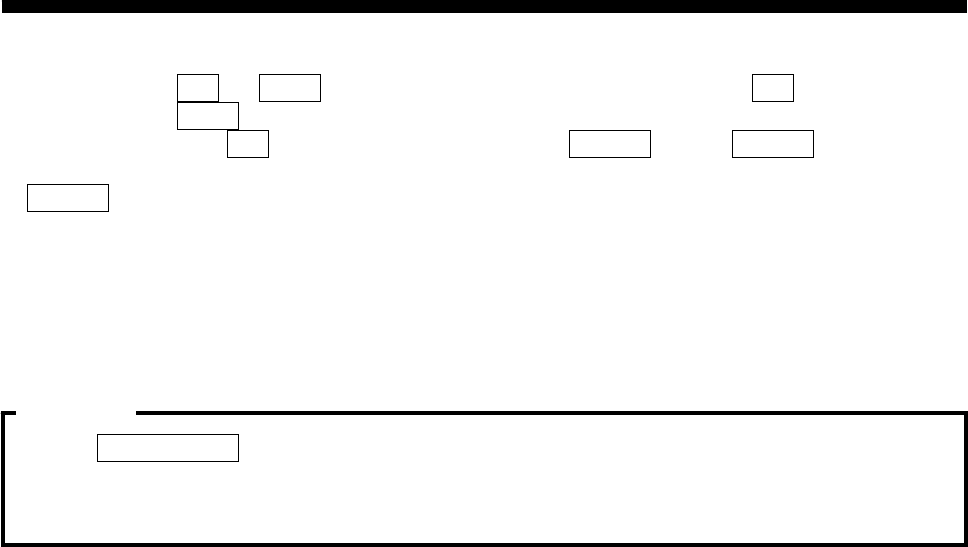
点击 新文件下载 键, 会显示以下对话框。
图 2.4.1-2
选择机种档
指定包含生产机种文件的资料夹。
操作篇
电子零件贴装机 SI-G200MK5 系列
1-47
由文件一览中操作首页 、 上一页
键及垂直滚动条列, 指定生产的机种。起始處 首页 键为移动至最上页
的机种文件资料夹。上一页 键为移动至上一个机种文件资料夹
指定生产的机种文件并按 选择 键, 关闭对话框, 并表示选择 机种切换 画面的 设定机种 机种文件。
在 设定机种 中, 使用水平滚动条列确认选择机种文件的内容。
( 2 ) 生产预定数的设定
设定生产预定数时,点击
( 设定生产预定数) 键,在( 设定生产预定数) 对话框中由键盘输入。该值表示在自动
生产中的
( 动作状况) 画面上, 生产量达到输入值时自动生产停止。
· 关于 设定生产预定数 对话框的明细, 请参照[ 3 . 1 .2 机种文件的确认]
· 读取机种资料后设置在贴装头上的吸嘴和实际使用的吸嘴资料不一致时, 会显示提示信息
注意:
操作篇
电子零件贴装机 SI-G200MK5 系列
1-48
2.4.2 生产频率高的机种文件
2.4.2.1 登录生产频率高的机种文件
[操作功能]
将生产频率高的机种登录在 常用机种 中, 以便在短时间内搜寻。
[操作顺序]
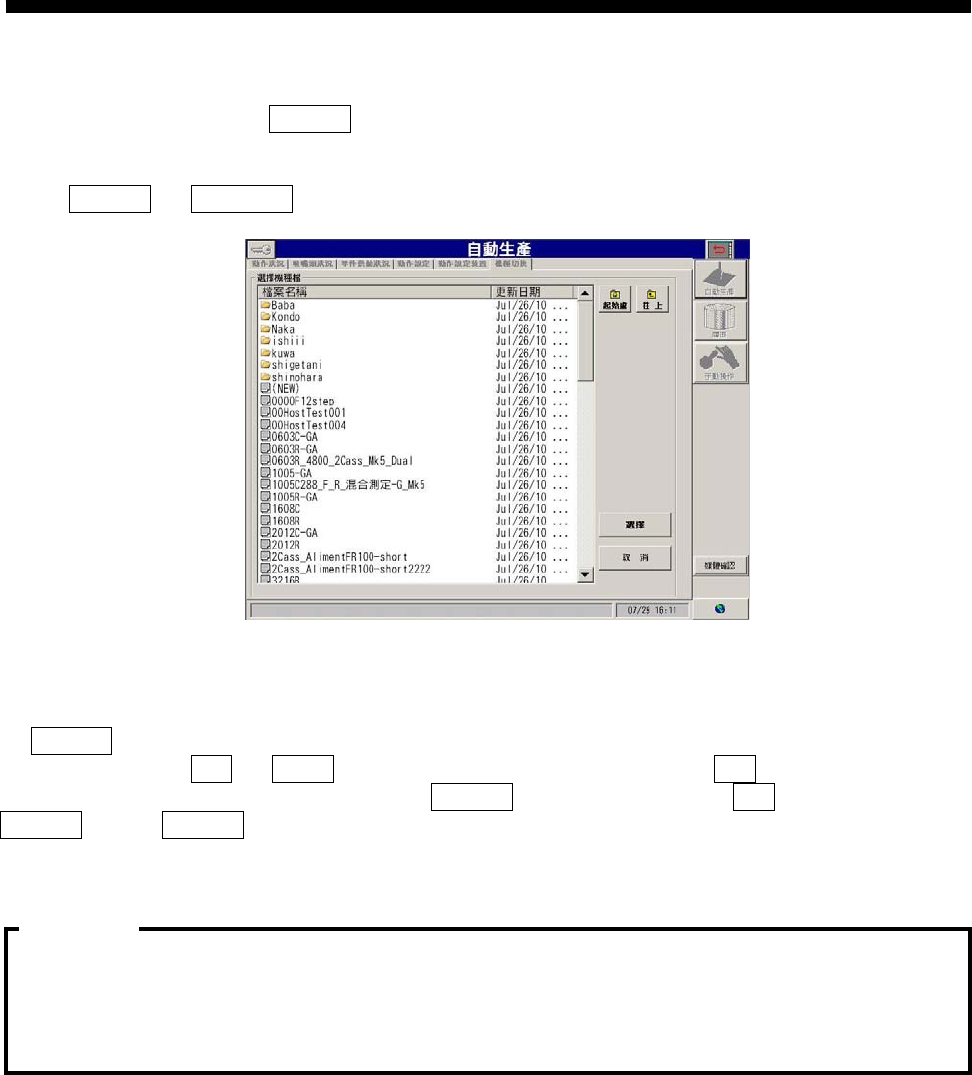
点击 常用机种 的 新文件登录 键, 会出现以下对话框。
图 2.4.2-1
选择机种文件
在 常用机种 中登录包含机种文件的指定资料夹。
在机种文件明细中, 首页 、 上一页 键及垂直滚动条列指定登录的机种文件。 首页 键为移动至最上页的机
种文件。上一页 键为移动至上一个机种文件。在 常用机种 内指定登录的机种并按 选择 键, 关闭对话框, 在
机种切换 画面的 常用机种 框的最上行表示登录的机种文件。
使用水平滚动条列确认登录机种文件的内容。
·有关使用条形码读取器执行机种切换的情况,请参照[ 3.4.2.4 经常使用机种的条形码打印及条形码读
取器下载]。
·读取机种数据后,设置在贴装头上的吸嘴和实际使用的吸嘴数据不一致时, 会显示提示信息
注意: