SI-G200MK5 Operation Manual (CS).pdf - 第138页
操作篇 电子零件贴装机 SI-G 200MK5 系列 1-70 (4) 零件交换条形码为TypeC(形式C)时 图 2.5.4-9 连接料带零件交换 使用条码读取器读 取操作者 ID 。 实施交换时将 供给部号码 以键盘直接输入或是以条码读取器来读取。 按下 开始 键后出现以下画面。 图 2.5.4-10 连接料带零件交换 现贴装中零件的 零件号码 以条码读取器来读取。 现贴装中零件的 机器序号 以条码读取器来读取。 交换零件的 零件号…
操作篇
电子零件贴装机 SI-G200MK5 系列
1-69
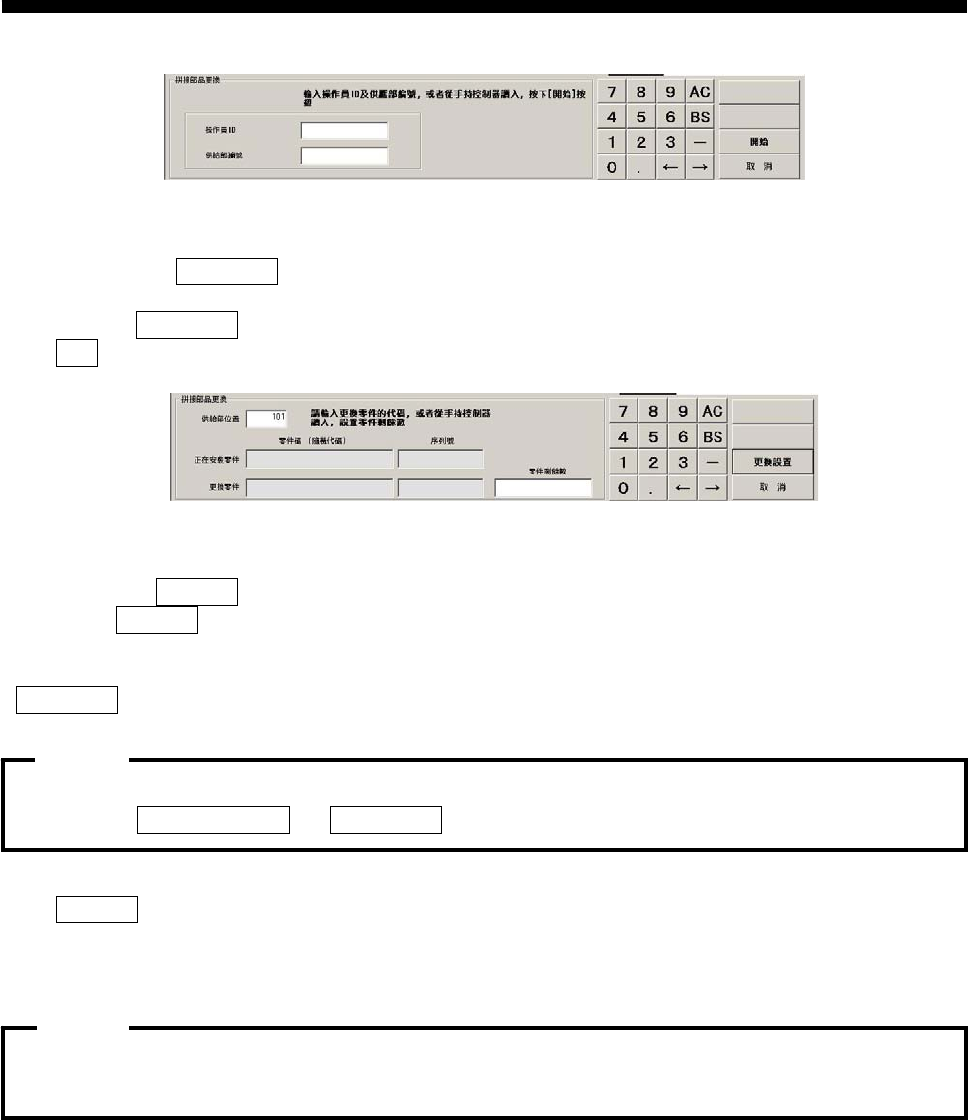
(3)零件交换条形码为TypeB (形式B) 时
图 2.5.4-7 连接料带零件交换
使用条码读取器读取操作者ID。
实施交换时将供给部号码以键盘直接输入或是以条码读取器来读取。
按下开始键后出现以下画面
图 2.5.4-8 连接料带零件交换
现贴装中零件的零件号码以条码读取器来读取。
交换零件的零件号码以条码读取器来读取。
零件号码读取时,可自动读取写在各自条码内的不规则数据。
零件剩余数以键盘直接输入或是以条码读取器来读取
按下设定交换,完成连接料带零件的交换。
之后继续进行通常生产,感应器自动检查出料带,在连接处到达吸着位置时将空带送出切换料
输入的数字将作为零件剩余数而被写入送料器。
因此请将 输入时的剩余数 + 交换零件数 的和作为剩余数输入。
注意:
需要修改输入的条码数据时,将光标移动至需修改处重新读取条码。
注意:
操作篇
电子零件贴装机 SI-G200MK5 系列
1-70
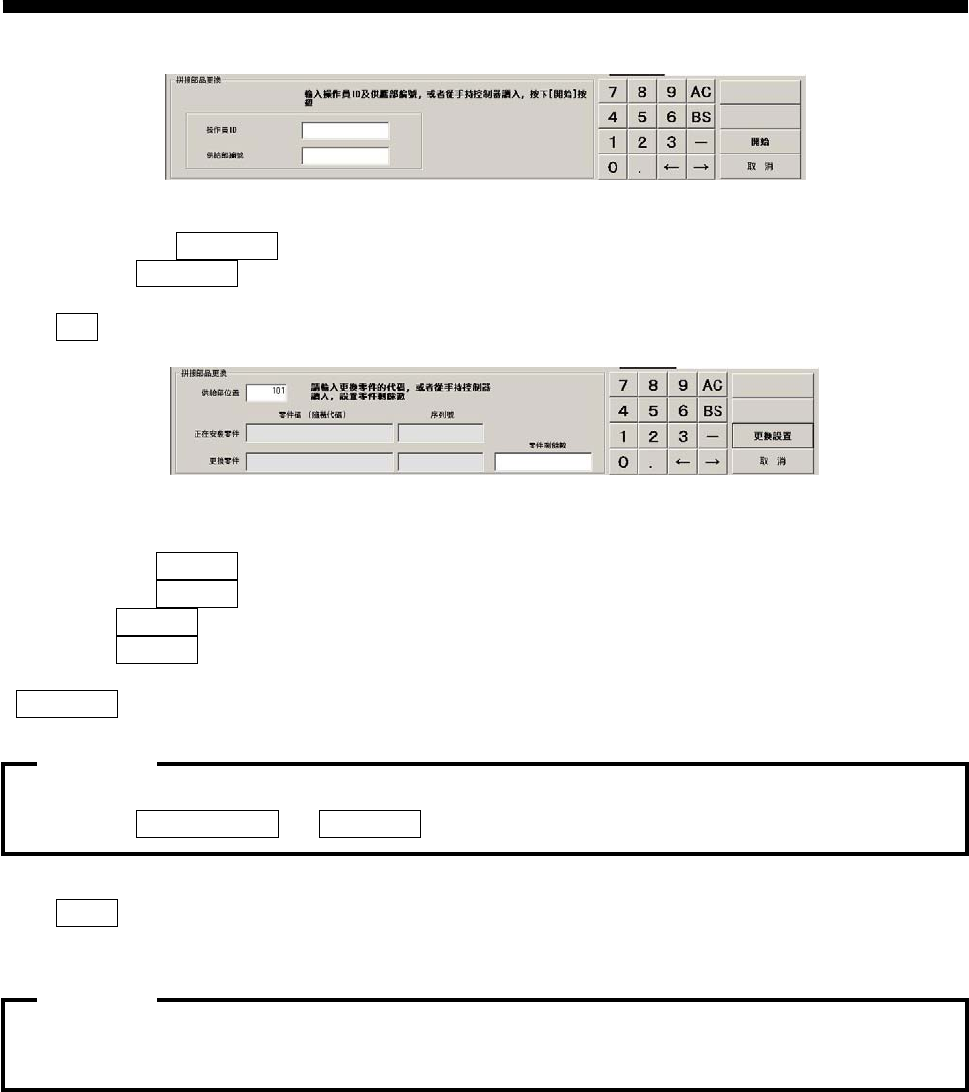
(4)零件交换条形码为TypeC(形式C)时
图 2.5.4-9 连接料带零件交换
使用条码读取器读取操作者ID。
实施交换时将供给部号码以键盘直接输入或是以条码读取器来读取。
按下开始键后出现以下画面。
图 2.5.4-10 连接料带零件交换
现贴装中零件的零件号码以条码读取器来读取。
现贴装中零件的机器序号以条码读取器来读取。
交换零件的零件号码以条码读取器来读取。
交换零件的机器序号以条码读取器来读取。
零件剩余数以键盘直接输入或是以条码读取器来读取
按下交换设定,完成连接料带零件的交换。
之后继续进行通常生产,感应器自动检查出料带,在连接处到达吸着位置时将空带送出切换料带。
输入的数字将作为零件剩余数而被写入送料器。
因此请将 输入时的剩余数 + 交换零件数 的和作为剩余数输入。
注意:
需要修改输入的条码数据时,将光标移动至需修改处重新读取条码。
注意:
操作篇
电子零件贴装机 SI-G200MK5 系列
1-71
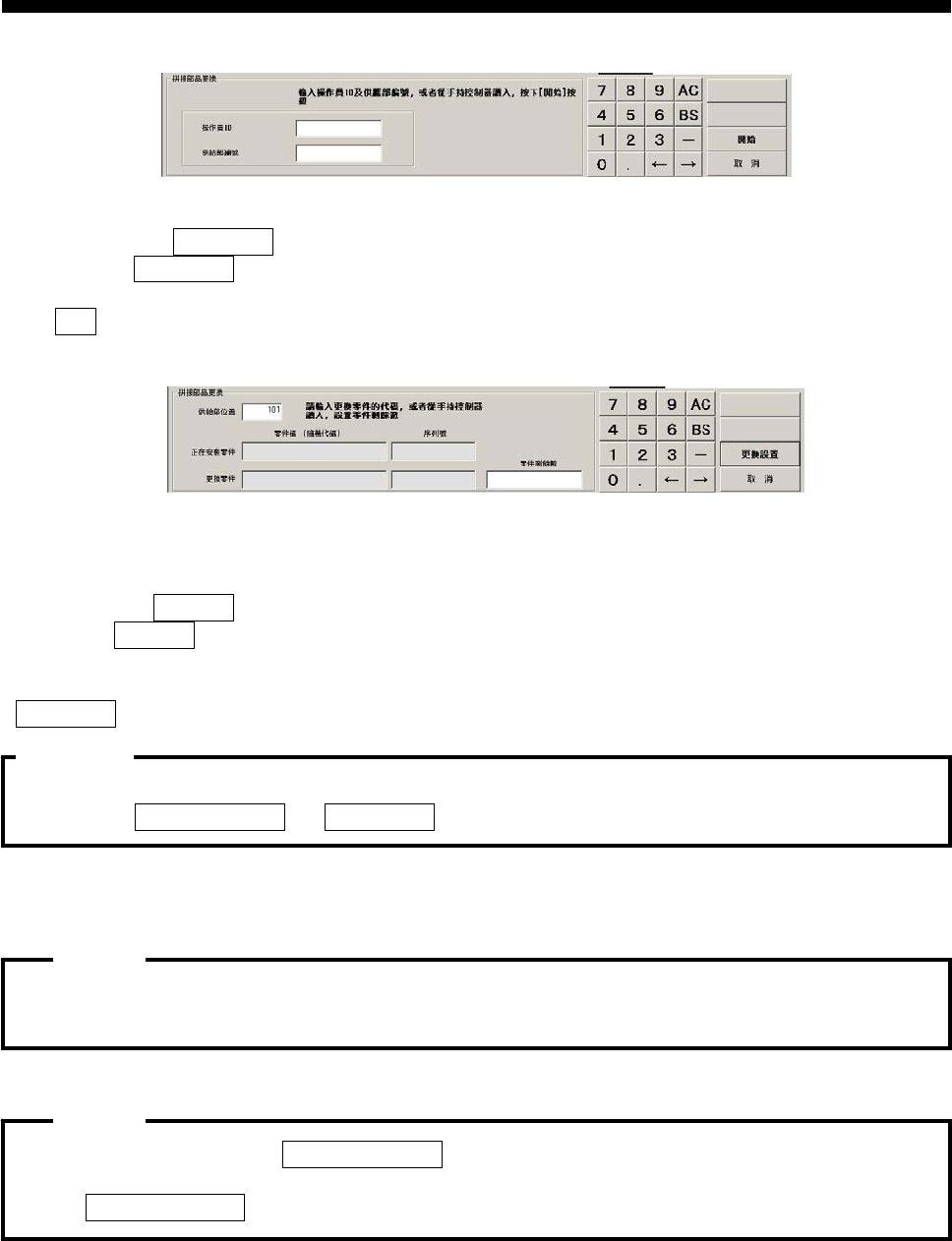
(5)零件交换条码为TypeS时(形式S) 时
图 2.5.4-9 连接料带零件交换
使用条码读取器读取操作者ID。
实施交换时将供给部号码以键盘直接输入或是以条码读取器来读取。
按下开始键后出现以下画面。
图 2.5.4-10 连接料带零件交换
现贴装中零件的零件号码以条码读取器来读取。
交换零件的零件号码以条码读取器来读取。
零件号码读取时,可自动读取写在各自条码内的不规则数据。
零件剩余数以键盘直接输入或是以条码读取器来读取
按下设定交换,完成连接料带零件的交换。
之后继续进行通常生产,感应器自动检查出料带,在连接处到达吸着位置时将空带送出切换料带
输入的数字将作为零件剩余数而被写入送料器。
因此请将 输入时的剩余数 + 交换零件数 的和作为剩余数输入。
注意:
有效的连接料带零件交换并且 交换零件条码确认是 TypeA、TypeB、TypeC、TypeS 时,不设定连接料带零
件交换而进行料带交换,生产会在交换时停止。此时,在设定连接料带零件交换之上重开生产。
在没有 交换零件条码确认的场合即使不设定连接料带零件交换进行料带交换也不会停止生产
注意:
需要修改输入的条码数据时,将光标移动至需修改处重新输入条码。
注意: