SI-G200MK5 Operation Manual (CS).pdf - 第109页
操作篇 电子零件贴装机 SI-G 200MK5 系列 1-41 2.3.9 基板图像监控器的操作 [ 操作功能 ] 在操作画面上显示当前生产的基板图 像, 可以确认自动生产的 状况。 [ 操作顺序 ] 为显示 基板图像 , 在 自动生产 菜单的 动作状况 画面中, 点击 显示基板图像监示器 。 图 2.3.9- 1 NC 数据监示器 点击 显示基板图像监示器 键, 显示以下的基板图像监示器画面。 图 2.3.9-2 基板图像监示 在显示…
操作篇
电子零件贴装机 SI-G200MK5 系列
1-40
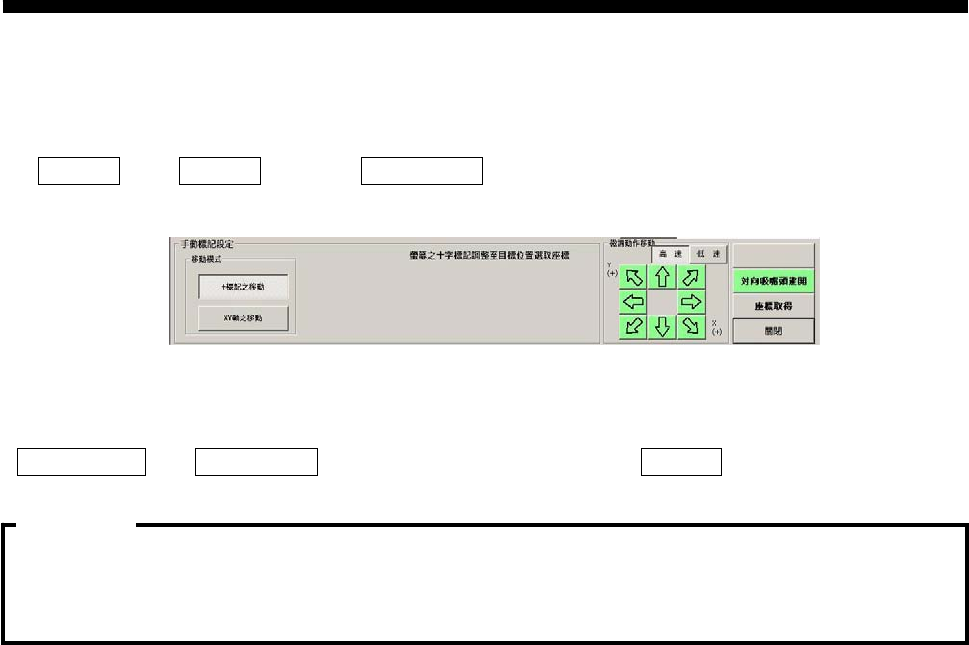
2.3.8 手动标记设定
[操作功能]
设定自动生产时不能认识的定位标记位置。
[操作顺序]
在自动生产菜单的动作状况画面,点击手动标记设定键,会显示以下对话框。
图 2.3.8 手动标记设定
用
X Y 轴的移动以及 + 标记的移动,在定位标记位置移动十字标记, 用坐标取得键输入定位标记位置的坐标。
在动作状态画面设定的定位标记,可对已下载的机种文件进行暂时设定。当下载相同机种文件,基板被解除
的情况下,设定的定位标记将变成无效。
注意:
操作篇
电子零件贴装机 SI-G200MK5 系列
1-41
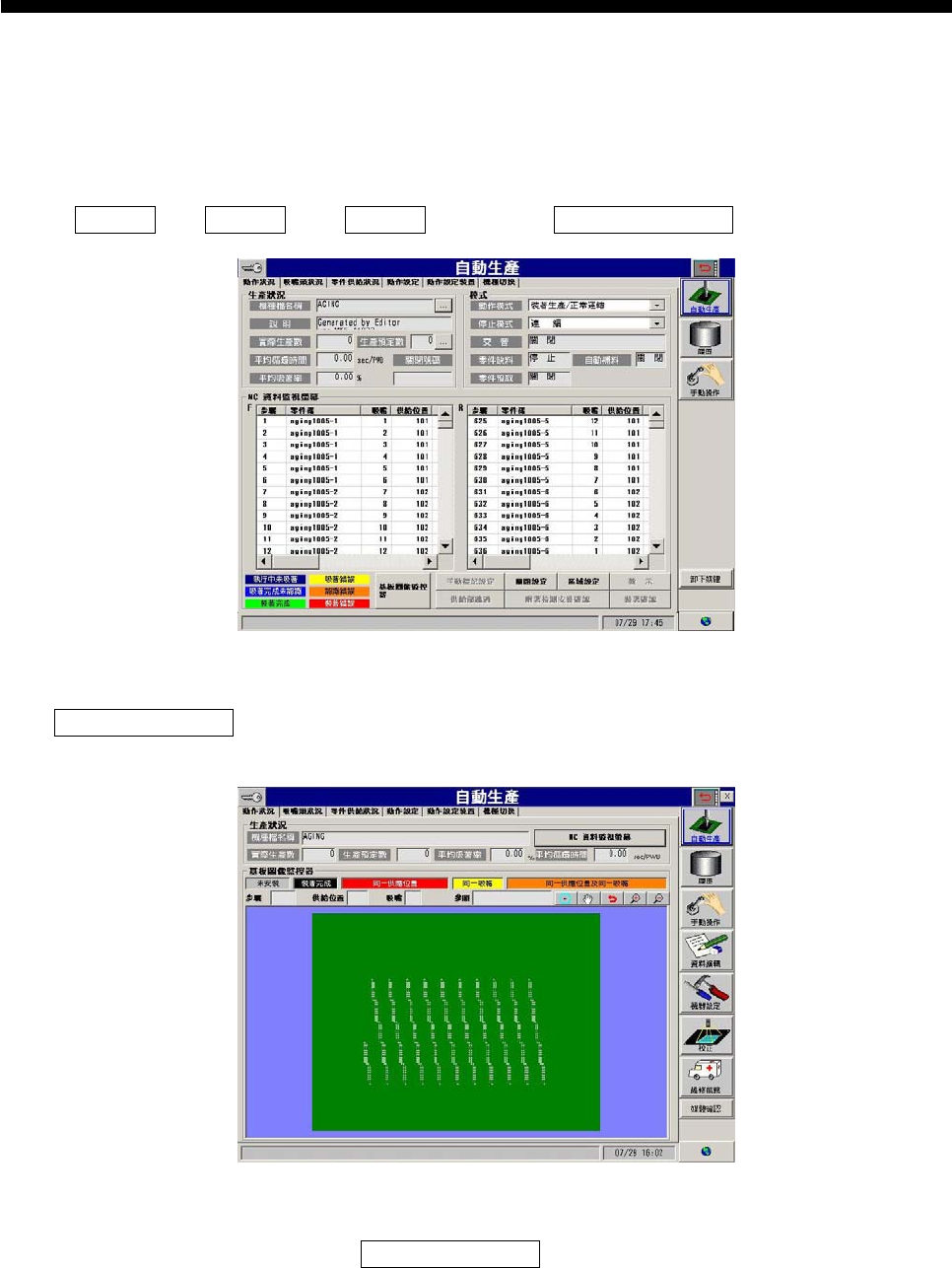
2.3.9 基板图像监控器的操作
[操作功能]
在操作画面上显示当前生产的基板图像, 可以确认自动生产的状况。
[操作顺序]
为显示基板图像, 在自动生产菜单的动作状况画面中, 点击显示基板图像监示器。
图 2.3.9-1
NC 数据监示器
点击显示基板图像监示器键, 显示以下的基板图像监示器画面。
图 2.3.9-2
基板图像监示
在显示基板图像监示器的状态下, 点击显示
NC 数据监示器按键便切换成NC 数据监示器显示。
下载机种数据时, 基板图像监示器上显示实际装着步骤数据与其补正步骤定位标记。
操作篇
电子零件贴装机 SI-G200MK5 系列
1-42
(1)基板图像监示器操作按键
点击键显示用浅蓝色圆框住最后装着的零件、装着步骤数。
点击键在基板图像上持续点住鼠标左键再拖动鼠标可移动基板图像,相反,在基板图像上点击鼠标右键,
则基板图像的移动被解除。
点击键在基板图像上点击鼠标左键, 以点击位置为中心,放大基板图像。相反,点击鼠标右键则缩小基
板图像。
点击键在基板图像上点击鼠标右键,以点击位置为中心,缩小基板图像。相反,点击鼠标右键则放大基板
图像。
点击键基板的图像显示将以默认值的放大倍率实现。
(2)关于基板图像监示器的零件显示颜色
定位标记及装着前的零件以灰色显示,装着后的零件以黑色显示。关于定位标记,即使进行标记识别,也仍为
灰色。
在零件上点击鼠标左键,其零件就变为被选择的状态。零件进入被选择的状态,传动至同一供给位置、相同吸嘴,
将变更零件的显示颜色。另外,使用被选择的零件定位标记以浅蓝色显示。
· 在显示基板图像监示器时, 不能进行机种切换、动作模式的变更、停止模式的变更、生产预设值的变更、
手动标记设定 、跳过设定 、块设定 、教示 的操作。进行其他操作时,移动 自动生产 菜单中
适宜的标签进行作业, 或者点击 显示NC 数据监示器 键后,在NC 数据监示器显示中进行切换作
业。
· 基板图像监示器上显示的零件形状是根据零件数据文件上所定义的零件形状来显示。因此,有时会与
数据编辑 菜单中 零件管理 画面的P a r t s D e s c r i p t ion窗口中显示的零件形状有异
注意: