SI-G200MK5 Operation Manual (CS).pdf - 第129页
操作篇 电子零件贴装机 SI-G 200MK5 系列 1-61 (3) 零件交换条码设定为 Type B (形式 B)时 [ 操作顺序 ] 进行包括不规则号码的零件号码、零 件剩余数、输入场所的设定 。 图 2.5.2- 6 输入卷轴信息 以 零件号码 键盘直接输入或是输入条码。 将条码读取器对准条码按 TRG 读取条码。 读取条码后在 零件号码 中显示读取零件。 零件剩余数项目的对象零件以键盘直 接输入或是以条码读取器来 读取。 双供…
操作篇
电子零件贴装机 SI-G200MK5 系列
1-60
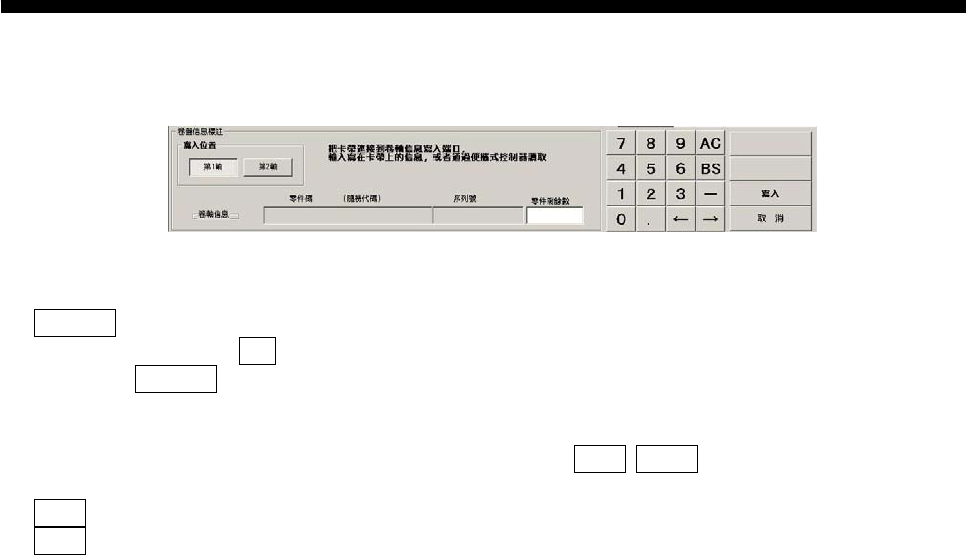
(2) 零件交换条码设定为 TypeA (形式 A)时
[操作顺序]
进行零件号码、零件剩余数、输入场所的设定。
图 2.5.2-5 输入卷轴信息
以零件号码键盘直接输入或是输入条码。
将条码读取器对准条码按 TRG 读取条码。
读取条码后在零件号码中显示读取零件。
零件剩余数项目的对象零件以键盘直接输入或是以条码读取器来读取。
双供给器时在框内项目中设定对哪只轴进行输入。作为输入轴从第1轴 第2轴中选择其一并点击。
第1轴:供给器左侧的供给部安装于贴装机时的奇数供给器。
第2轴:供给器右侧的供给部安装于贴装机时的偶数供给器
如想要对两轴输入相同信息时也需要进行分别输入。两轴不能同时输入信息。
以上的设定完成后点击输入即对供给器实行输入。
操作篇
电子零件贴装机 SI-G200MK5 系列
1-61
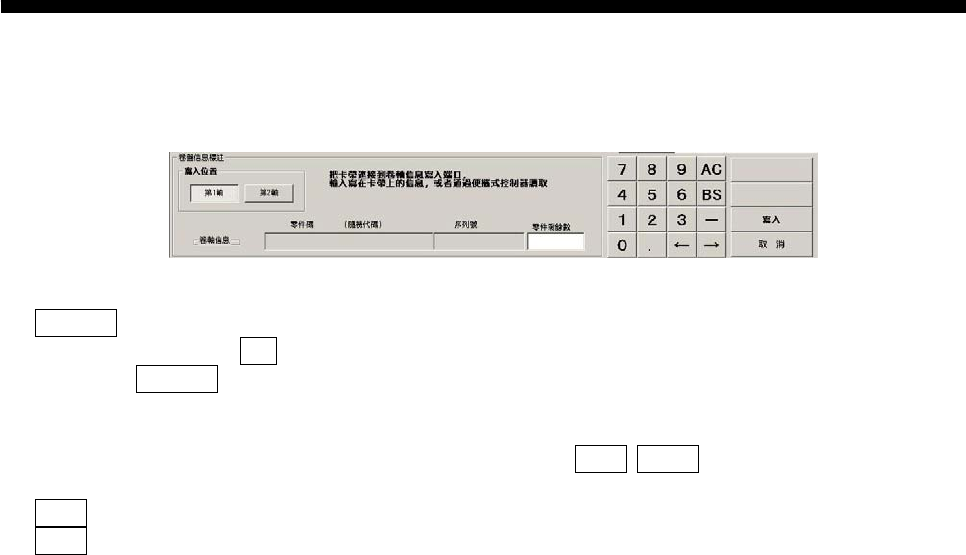
(3) 零件交换条码设定为 TypeB
(形式 B)时
[操作顺序]
进行包括不规则号码的零件号码、零件剩余数、输入场所的设定。
图 2.5.2-6 输入卷轴信息
以零件号码键盘直接输入或是输入条码。
将条码读取器对准条码按 TRG 读取条码。
读取条码后在零件号码中显示读取零件。
零件剩余数项目的对象零件以键盘直接输入或是以条码读取器来读取。
双供给器时在框内项目中设定对哪只轴进行输入。作为输入轴从第1轴 第2轴中选择其一并点击。
第1轴:供给器左侧的供给部安装于贴装机时的奇数供给器。
第2轴:供给器右侧的供给部安装于贴装机时的偶数供给器
如想要对两轴输入相同信息时也需要进行分别输入。两轴不能同时输入信息。
以上的设定完成后点击输入即对供给器实行输入。
操作篇
电子零件贴装机 SI-G200MK5 系列
1-62
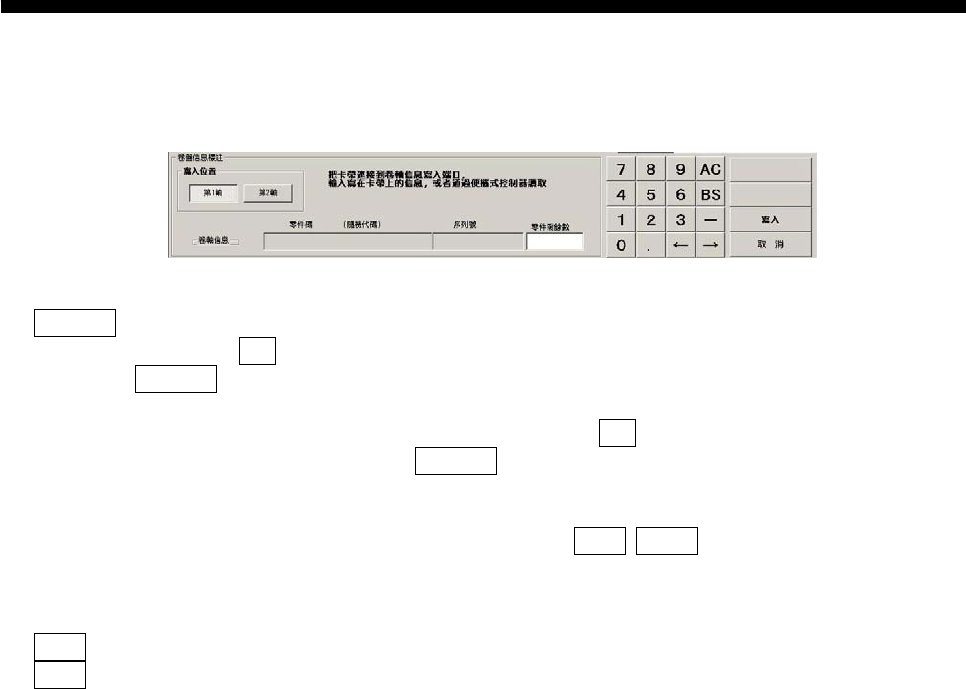
(4) 零件交换条码设定为 TypeC (形式 C)时
[操作顺序]
进行包括零件剩余数的零件号码、包含订单处理者号码的出场序号、零件剩余数、输入场所的设定。
图 2.5.2-7 输入卷轴信息
以零件号码键盘直接输入或是输入条码。
将条码读取器对准条码按 TRG 读取条码。
读取条码后在零件号码中显示读取零件。
将出场序号条码读取器对准包含订单处理者号码的出场序号条码按 TRG 读取条码。
读取包含订单处理者号码的出场序号条码后在出场序号中显示
零件剩余数项目的对象零件以键盘直接输入或是以条码读取器来读取。
双供给器时在框内项目中设定对哪只轴进行输入。作为输入轴从第1轴 第2轴中选择其一并点击。
第1轴:供给器左侧的供给部安装于贴装机时的奇数供给器。
第2轴:供给器右侧的供给部安装于贴装机时的偶数供给器
如想要对两轴输入相同信息时也需要进行分别输入。两轴不能同时输入信息。
以上的设定完成后点击输入即对供给器实行输入。