SI-G200MK5 Operation Manual (CS).pdf - 第213页
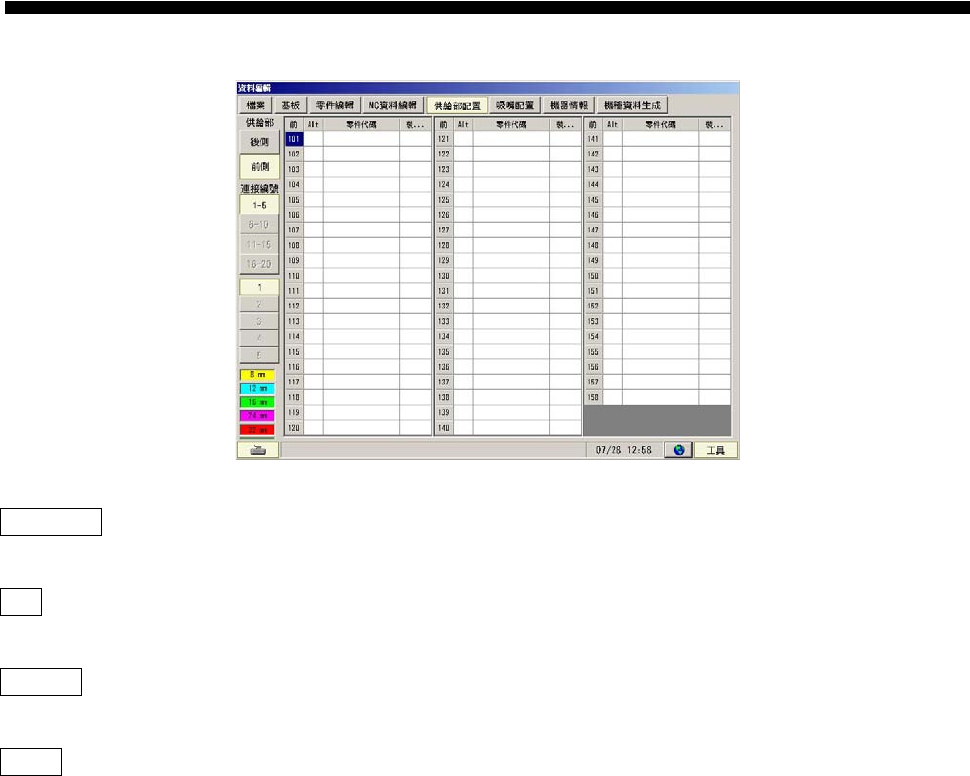
操作篇 电 子零件 贴装 机 SI-G200MK5 系列 1-145 1.1.5 供給部配置画面 图 1.1.5-1 编辑 数据 - 供給部配置画面 给 供部 编 号 : 表示零件的供给部编号。 交替 : 交替被设定时,表示原始交替的供给 部编号。 零件代码 : 表示被配置零件的零件码。要确认不 能显示完的长零件代码时, 把鼠标移向零件代码处,就能弹 出显示。 贴装数 : 表示被配置零件的贴装数量。
操作篇
电子零件贴装机 SI-G200MK5 系列
1-144
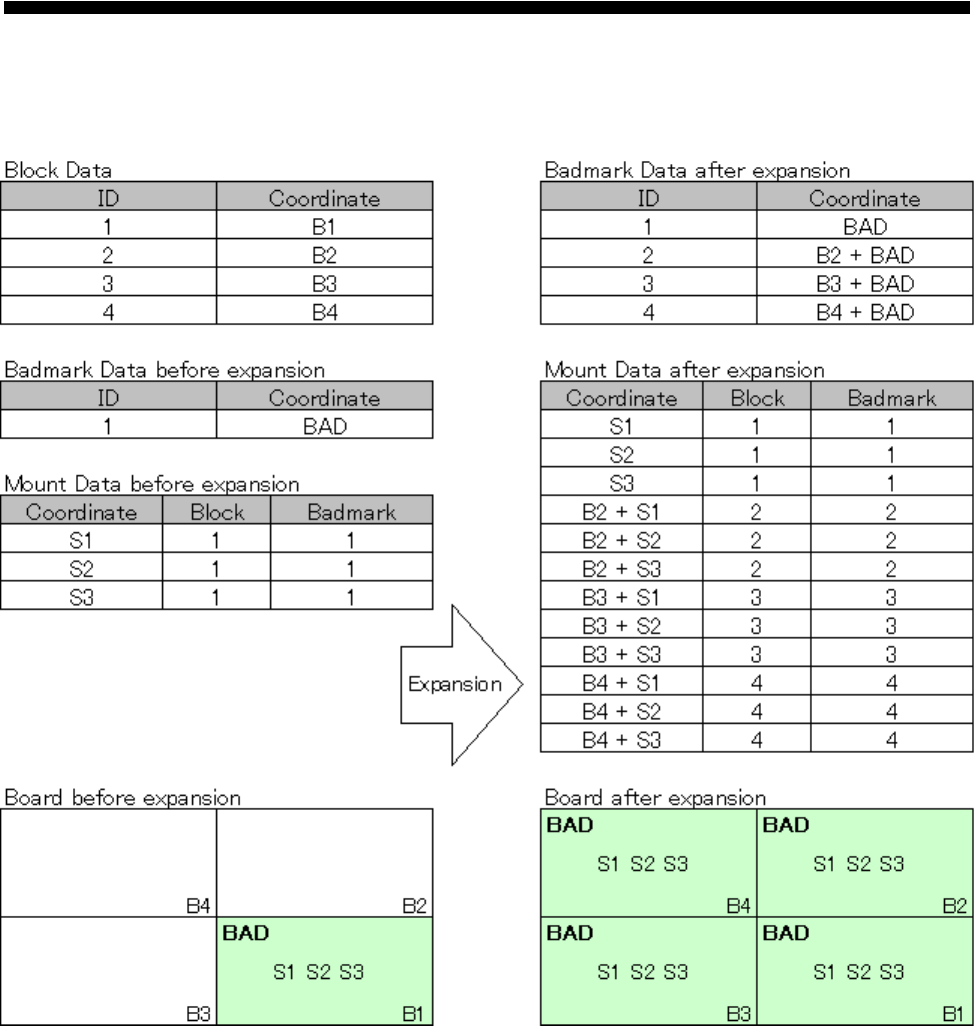
[不良标记的展开例]
给步骤设定了不良标记时,和零件一样不良标记也能展开。以下是零件和不良标记的展开例。不进行展开而使用
现有的位置时向 不良標記
ID (不良标记 ID)输入"0"。
操作篇
电子零件贴装机 SI-G200MK5 系列
1-145
1.1.5 供給部配置画面
图
1.1.5-1
编辑
数据 -供給部配置画面
给
供部
编
号 :
表示零件的供给部编号。
交替
:
交替被设定时,表示原始交替的供给部编号。
零件代码 :
表示被配置零件的零件码。要确认不能显示完的长零件代码时,把鼠标移向零件代码处,就能弹出显示。
贴装数 :
表示被配置零件的贴装数量。
操作篇
电子零件贴装机 SI-G200MK5 系列
1-146
供给部-前侧 :
表示前侧的供给部。后侧同时被点击时,表示前侧和后侧的供给部。
供给部-后侧 :
表示后侧的供给部。前侧同时被点击时,表示前侧和后侧的供给部。
连结编号 :
表示所指定的连结编号的供给部。
[功能]
零件的新配置
从零件代码一览表里拖动对象的零件,放入供给部清单表里的供给位置。
零件的移动
从供给部清单表上选择要移动的零件,把它拖放到目的地的供给位置。移动复数个的零件时,按 Shift 键同时
拖放最后选择的零件。
交替零件的设定
从供给部清单表上选择交替零件,按 Ctrl 键的同时把零件拖放到被设定为交替的供给位置。移动复数个的零件
时,按 Shift 健同时拖放最后选择的零件。
零件的删除(返回零件代码一览表)
从供给部表上选择要删除的零件,按 Del 键。 显示确认对话框,点击 是 键。零件是原始交替零件的情况,显
示交替设定被废除的对话框,交替设定被废除也可以时点击 是 键。