SI-G200MK5 Operation Manual (CS).pdf - 第389页
保养篇 2. 维修检 查 电子零件装着机 SI-G200MK5 (CS) 2-77 8 . 插入轴承 (下) 。 ① 将轴承压入及插拔治具插入到插在 吸 嘴头上的锡球衬套托架的下侧。 ② 沿着轴承压入及插拔治具,将轴承 (下)插入约 10mm 。 ③ 使用轴承压入治具将轴承推至接触 到 底部为止。 9 . 安装顺序 1 中分装的轴 承托架。 ① 用手旋转轴承托架治具,同时安装 轴 承托架。尽量用手拧紧。 预载作业前 在用手旋转插入轴承托…
保养篇
2. 维修检查
2-76
电子零件装着机
SI-G200MK5 (CS)
2. 从新锡球衬套装置中拔取出新内部旋转轴。
3
. 在新钢珠上涂上多用润滑油 No.2。
4
. 在新内部旋转轴上安装新钢珠和新吸嘴 O 型环。
5
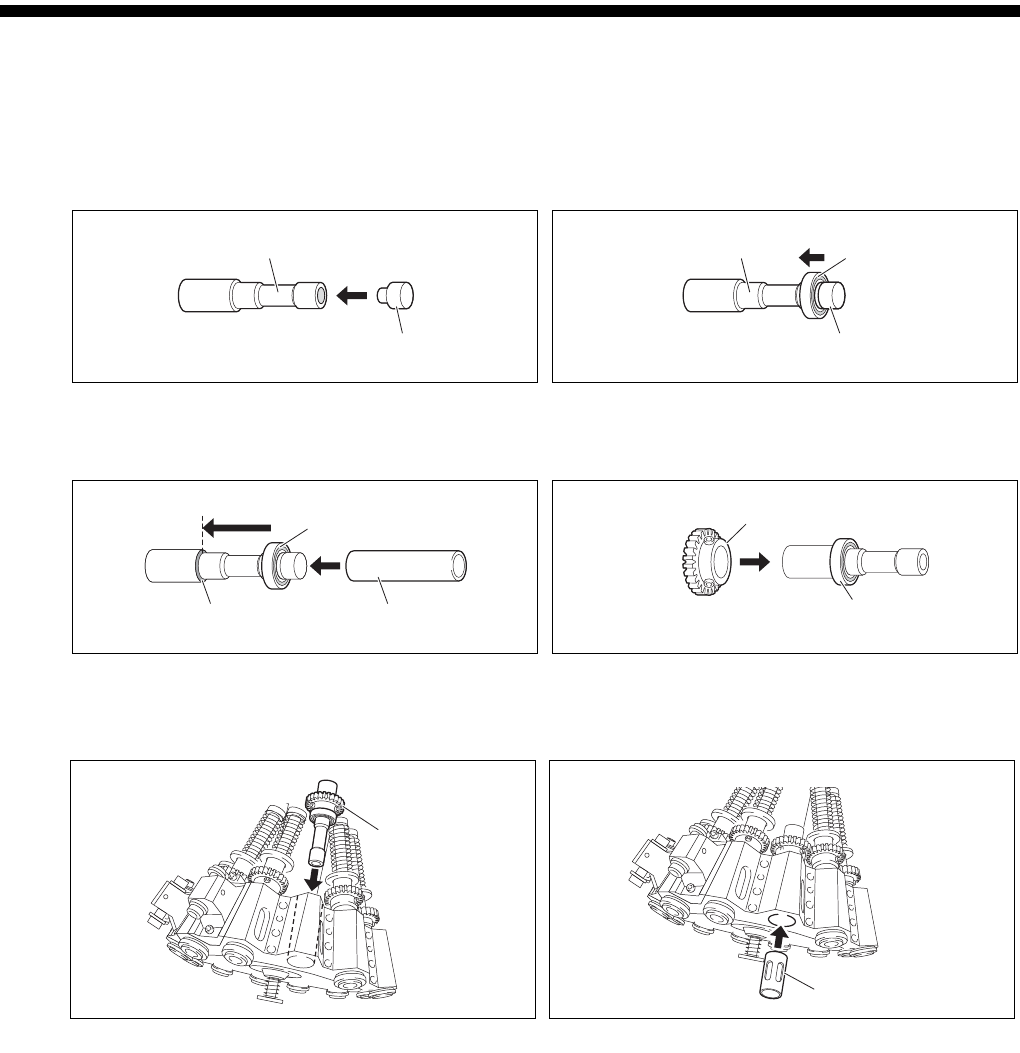
. 在新锡球衬套托架上安装轴承 (上)和新小齿轮。
① 将轴承压入及插拔治具插入锡球衬套托架上。
② 沿着轴承压入及插拔治具将轴承 (上)插入约 10mm。
③ 使用轴承压入治具将轴承 (上)压入至锡球衬套托架的台阶面处。
④ 拆下轴承压入及插拔治具。
⑤ 将新小齿轮插入锡球衬套托架。
6
. 将锡球衬套托架安装到吸嘴头处。
7
. 从吸嘴头下侧插入轴环。
锡球衬套托架
轴承压入及插拔治具
轴承(上)
轴承压入及插拔治具
锡球衬套托架
轴承(上)
台阶面
轴承压入治具
小齿轮
轴承(上)
轴环
锡球衬套托架
保养篇
2. 维修检查
电子零件装着机 SI-G200MK5 (CS)
2-77
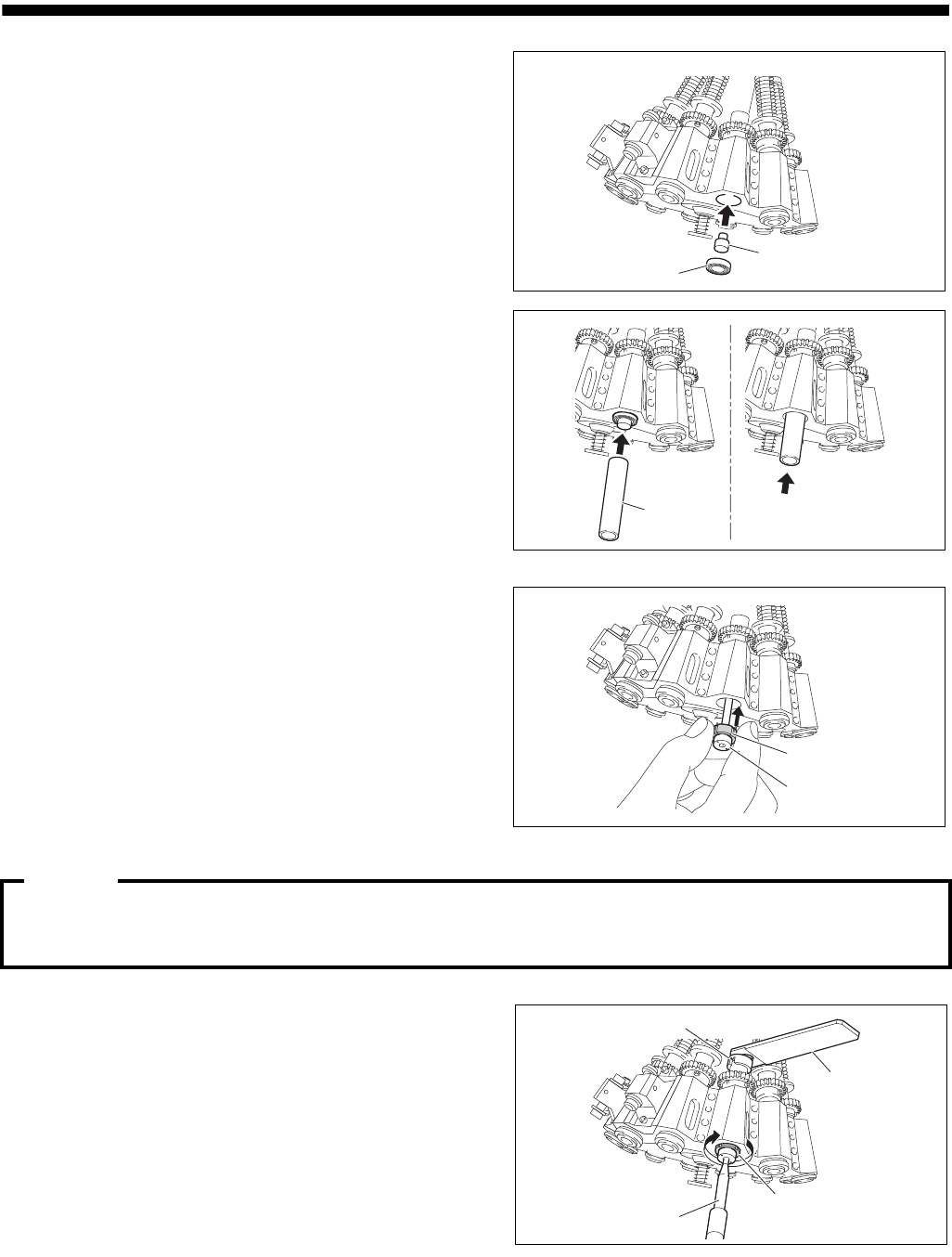
8
. 插入轴承 (下)。
① 将轴承压入及插拔治具插入到插在吸
嘴头上的锡球衬套托架的下侧。
② 沿着轴承压入及插拔治具,将轴承
(下)插入约 10mm。
③ 使用轴承压入治具将轴承推至接触到
底部为止。
9
. 安装顺序 1 中分装的轴承托架。
① 用手旋转轴承托架治具,同时安装轴
承托架。尽量用手拧紧。
预载作业前
在用手旋转插入轴承托架之后,为了磨合六角转头内轴环的位置,请用手将锡球衬套托架向左右
各旋转数次。
② 将扳手套筒盖在锡球衬套托架上部。
③ 将扳手挂在扳手套筒上。
④ 用手按压扳手,同时使用扭矩螺丝刀
给轴承托架施加预载。拧紧扭矩:
10cN
m
⑤ 取下扳手和扳手套筒。
⑥ 用手向 RN 方向旋转锡球衬套托架,确
认是否有卡住及旋转费力等异常现象。
轴承(下)
轴承压入及插拔治具
轴承压入治具
轴承托架
轴承托架治具
(1)
扳手
扳手套筒
扭矩螺丝刀
轴承托架
POINT:
保养篇
2. 维修检查
2-78
电子零件装着机
SI-G200MK5 (CS)
旋转不顺畅时的处理
当锡球衬套托架不能顺畅转动时,请用以下的方法进行处理。
·
旋松一次轴承托架,稍微转动一下可从机械阀的通气孔中看见的轴环,然后再次施加预载。
·
在扭矩标准值的 10cNm 至 5cNm 之间的范围内,分阶段降低扭矩并旋转确认。
·
调换轴承 (下)的正反,确认 RN 方向的旋转。
·
调换轴承 (上)的正反,确认 RN 方向的旋转。
·
通过上述方法仍不能顺畅旋转时,交换和当前安装的轴环相同型号的轴环并进行旋转确认。
轴环的种类
2-697-692-02 轴环 (C)
L H=12.955mm
2-697-692-51 轴环 (C)
M H=12.945mm
2-697-692-61 轴环 (C)
N H=12.935mm
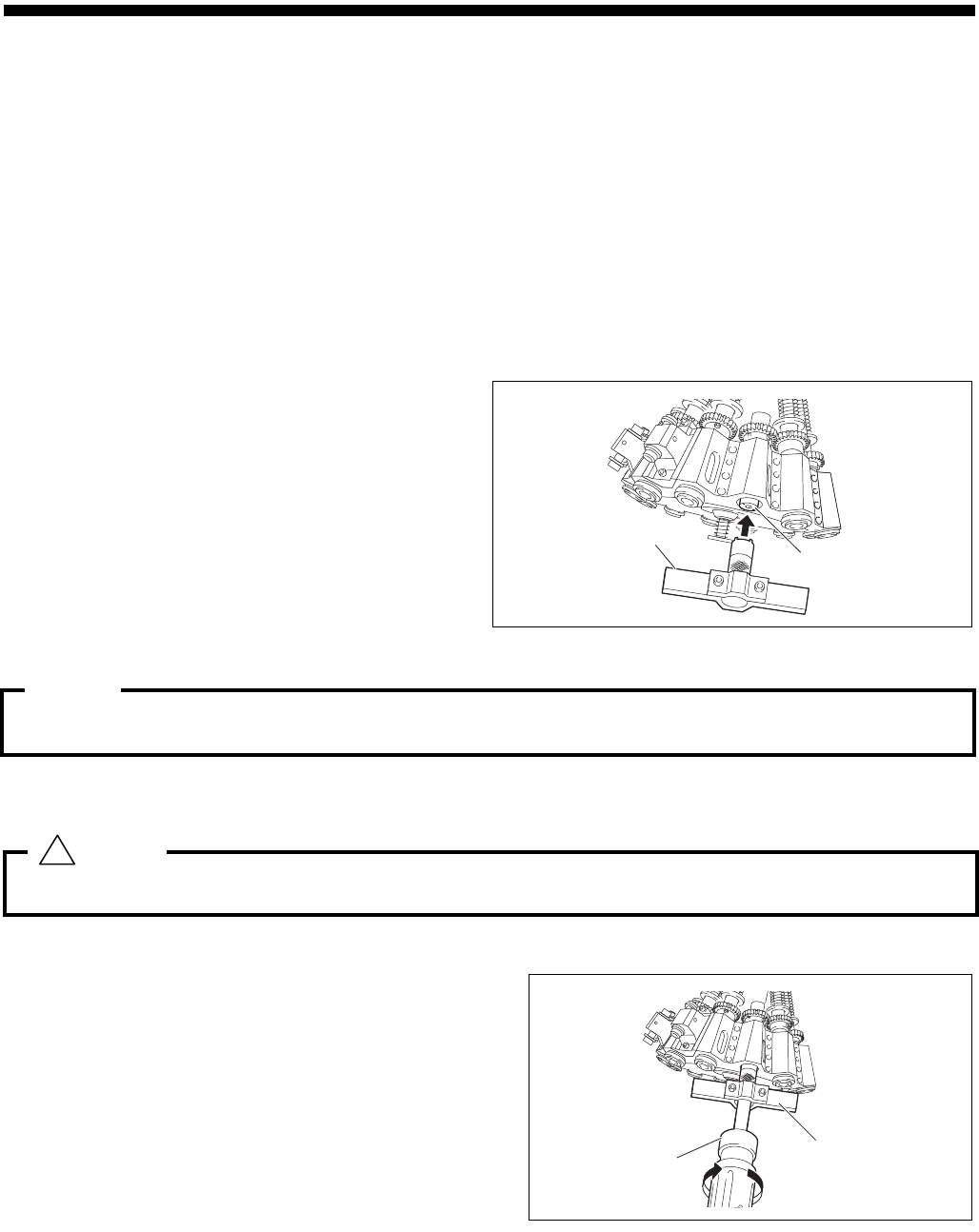
10
. 拧紧轴承托架。
① 插入轴承托架治具 (2)使其套在
轴承托架治具 (1)上,并对准轴
承托架的槽。
预先将轴承托架治具 (
2
)穿在扭矩螺丝刀上比较容易作业。
② 用手推压轴承托架治具 (2),同时用扭矩螺丝刀拧紧轴承托架。拧紧扭矩:30cN• m
拧紧时不能用扳手固定锡球衬套上部。
③ 拧紧轴承托架后,用手将锡球衬套托
架向
RN 方向旋转,确认没有给其
施加负荷。
轴承托架治具(1)
轴承托架治具(2)
轴承托架治具(2)
扭矩螺丝刀
警告 :
!
POINT: