SI-G200MK5 Operation Manual (CS).pdf - 第358页
保养篇 2. 维修检 查 2-46 电子零件装着机 SI-G200MK5 (CS) 每 3 个月 (10) 内部旋转轴的上油和清理 [作 业 功 能] 吸嘴头内部旋转轴会随着零件吸 装着动作高速反复进行上 下运动。 为了维持正常吸着动作和装着精 度,需要定期进行上油和 清理。 [维 修 检 查 位 置 ] 2 处吸 嘴头的内部旋转轴 ( 各 12 根 ) [ 维修检查 时要准备的物品 ] 润滑油: THK-AFC 润滑油 (THK 制 …

保养篇
2. 维修检查
电子零件装着机 SI-G200MK5 (CS)
2-45
每
3 个月
(9) 装着吸嘴头的 C 型致动器的动作检查
[作业功能]
使阀产生动作的
C 型致动器如果有缺陷,就无法进行零件的吸着·装着作业。顺畅动作非常重
要。所以要定期对
C 型致动器进行检查。
[维修检查位置]
2 处装着吸嘴头的 C 型致动器 ( 各 2 个 )
[ 维修检查时要准备的物品 ]
无需特意准备
[作业顺序]
1. 用手使上下 2 个 C 型致动器运动。
如果动作不顺畅,需要交换
C 型致动器。
关于
C 型致动器交换,请委托我公司服务人员。
C 型致动器
保养篇
2. 维修检查
2-46
电子零件装着机
SI-G200MK5 (CS)
每 3 个月
(10) 内部旋转轴的上油和清理
[作业功能]
吸嘴头内部旋转轴会随着零件吸装着动作高速反复进行上下运动。
为了维持正常吸着动作和装着精度,需要定期进行上油和清理。
[维修检查位置]
2 处吸嘴头的内部旋转轴 ( 各 12 根 )
[ 维修检查时要准备的物品 ]
润滑油:
THK-AFC 润滑油 (THK 制 )、干净抹布、清理气枪
( 弹簧押头卸下时 : 弹簧押头定位片 (2-683-239-**)、弹簧押头起伏杆 (2-683-240-**))
[作业顺序]
为了保养内部旋转轴及其周边各零件的着装精度,制造时已进行了严密的定位。需对拆卸下来的
内部旋转轴零件进行区分管理以免和其他索引下的零件混合。组装时请注意组装同一个索引下相
同组合中的零件。
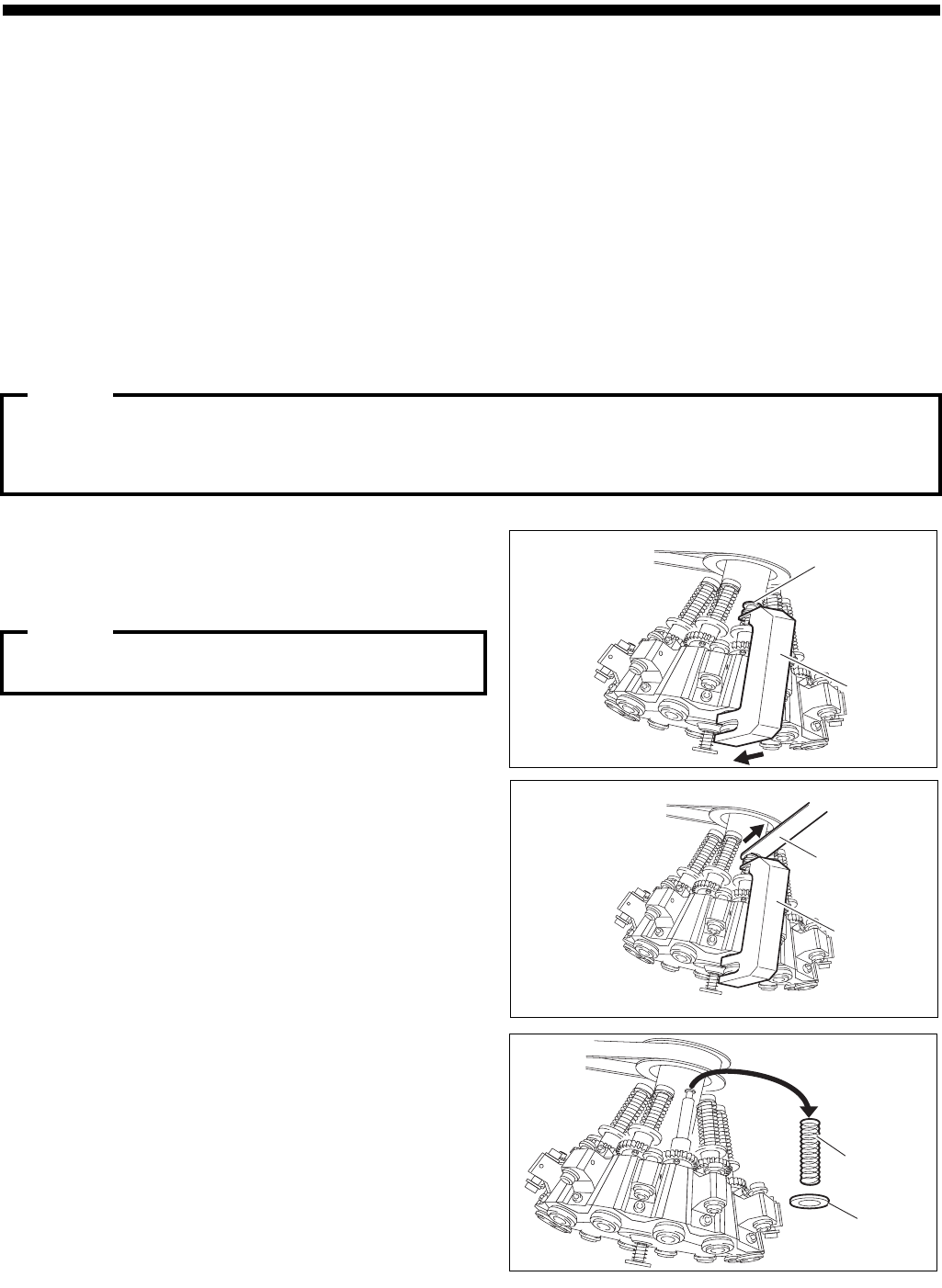
1. 为了防止误动作,需在进行作业前按下紧
急停止钮。
2. 旋转吸嘴,同时慢慢的向下拉出。
请从下方对内部旋转轴进行支撑,以免在下一
步作业中拆下弹簧押头后内部旋转轴掉下。
3. 拆下内部旋转轴上部的弹簧押头。
① 用手压住内部旋转轴上部的弹簧,安装
弹簧押头定位片。
② 将弹簧押头的切槽部朝向内侧。
③ 挂上弹簧押头挂钩,将弹簧押头拉到跟
前拆下。
(也可以用手将弹簧押头拆下。)
④ 拆下弹簧押头定位片。
4. 拆下内部旋转弹簧 (2 种各 1 根)和弹簧
支架。
弹簧押头
弹簧押头
定位片
弹簧押头
定位片
弹簧押头
挂钩
内部旋转
弹簧
弹簧支架
小心 :
小心 :
保养篇
2. 维修检查
电子零件装着机 SI-G200MK5 (CS)
2-47
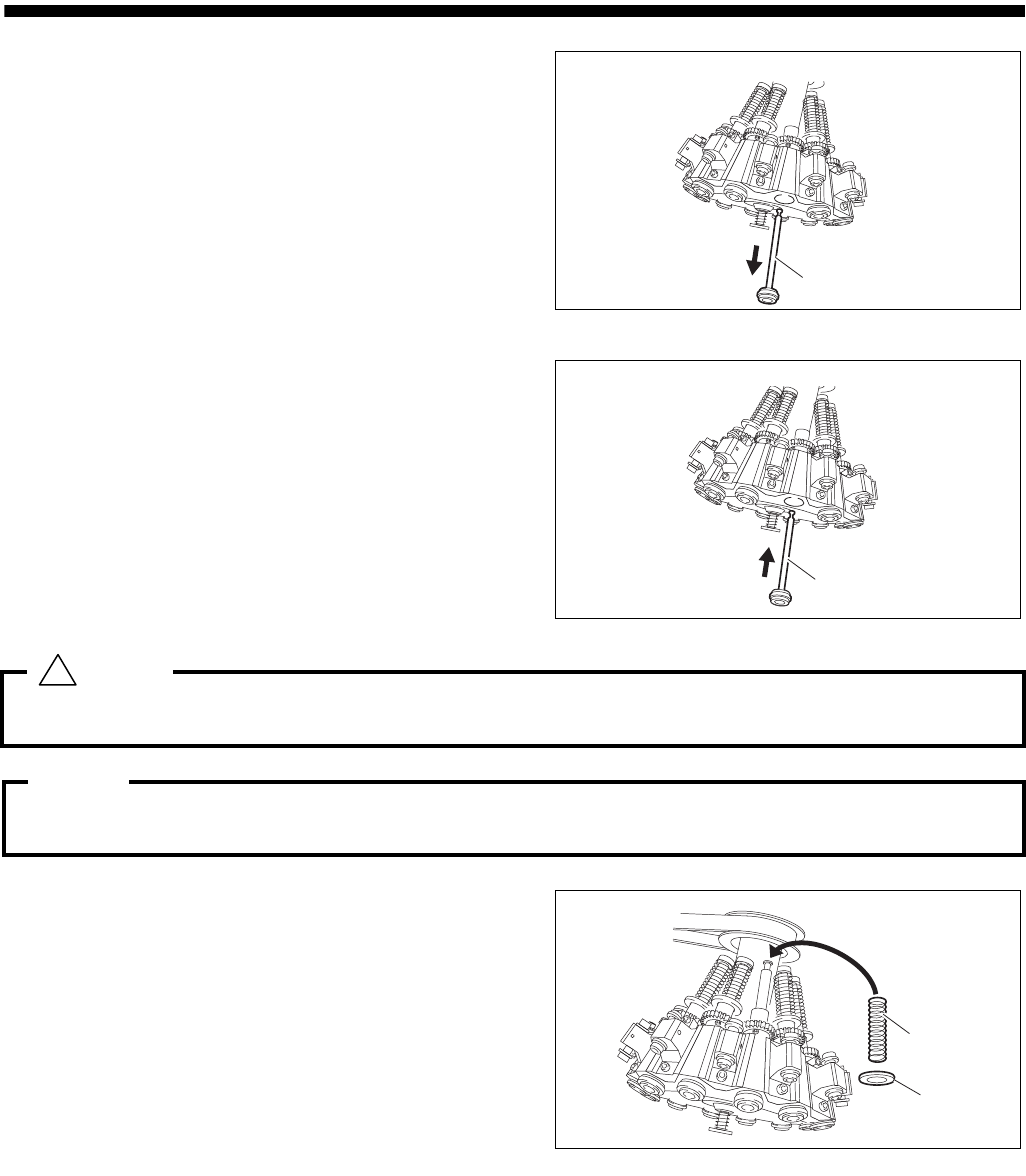
5. 从下方拔出内部旋转轴。
6. 安装内部旋转轴。
① 用清洁的压缩空气吹去内部旋转轴空气
通路孔及表面的污垢。
② 在内部旋转轴表面及槽部涂上一层薄薄
的
AFC 润滑油,至看不出 AFC 润滑油
颜色,然后擦去多余的润滑油。
③ 使内部旋转轴的激光打印刻印和锡球衬
套装置的激光打印刻印对准相同方向,
从吸嘴头下侧插入内部旋转轴。
如果不将内部旋转轴对准锡球衬套托架刻印方向,就无法被吸着。必须使刻印的朝向一致。
多余的润滑油会因离心力飞溅、粘附在基板及零件上会造成产品的品质不合格及吸着率降低,因
此多余的润滑油必须擦除。
7. 弹簧支架和内部旋转轴弹簧 (2 种各 1 根)
从内部旋转轴上侧插入。
内部旋转轴
内部旋转轴
弹簧支架
内部旋转
轴弹簧
注意 :
警告 :
!