SI-G200MK5 Operation Manual (CS).pdf - 第394页
保养篇 2. 维修检 查 2-82 电子零件装着机 SI-G200MK5 (CS) (2) 装着吸嘴头 C 型致动器的交 换 [作 业 功 能] 使阀产生动作的 C 型 致动器的动作如果有缺陷,就无法 进行零件的吸着·装着作业。顺畅 动作 非常重要,为了确实地继续吸着· 装着 , 要定期 进行交换。 [维 修 检 查 位 置] 2 处 装着吸嘴头的 C 型致动器 ( 各 2 个 ) [ 维修检查时 要准备的物品 ] 无需特意准备 [作 …
保养篇
2. 维修检查
电子零件装着机 SI-G200MK5 (CS)
2-81
2.9 运作不良时
(1) 机械阀交换
[ 作业顺序 ]
1.
旋松机械阀的安装螺丝 (上下共 2 个) , 从吸嘴头上卸下机械阀。
2. 在机械阀上安装上过滤器、衬垫。
3. 重合机械阀定位针和吸嘴头定位孔,将机械阀安装到吸嘴头上。
4. 机械阀由 2 颗安装螺丝一点点地临时交替固定 , 按照从下到上的顺序以扭矩 40cN· m 拧紧
安装。
·机械阀交换时,请使真空泵电源为
OFF
。
·作业结束后,请确认真空泵电源为
ON
。
机械阀的安装螺丝请按照 “作业顺序
4.
”拧紧。
顺序和扭矩不对会发生故障。
安装螺丝 ( 上 )
安装螺丝 ( 下 )
注意 :
小心 :

保养篇
2. 维修检查
2-82
电子零件装着机
SI-G200MK5 (CS)
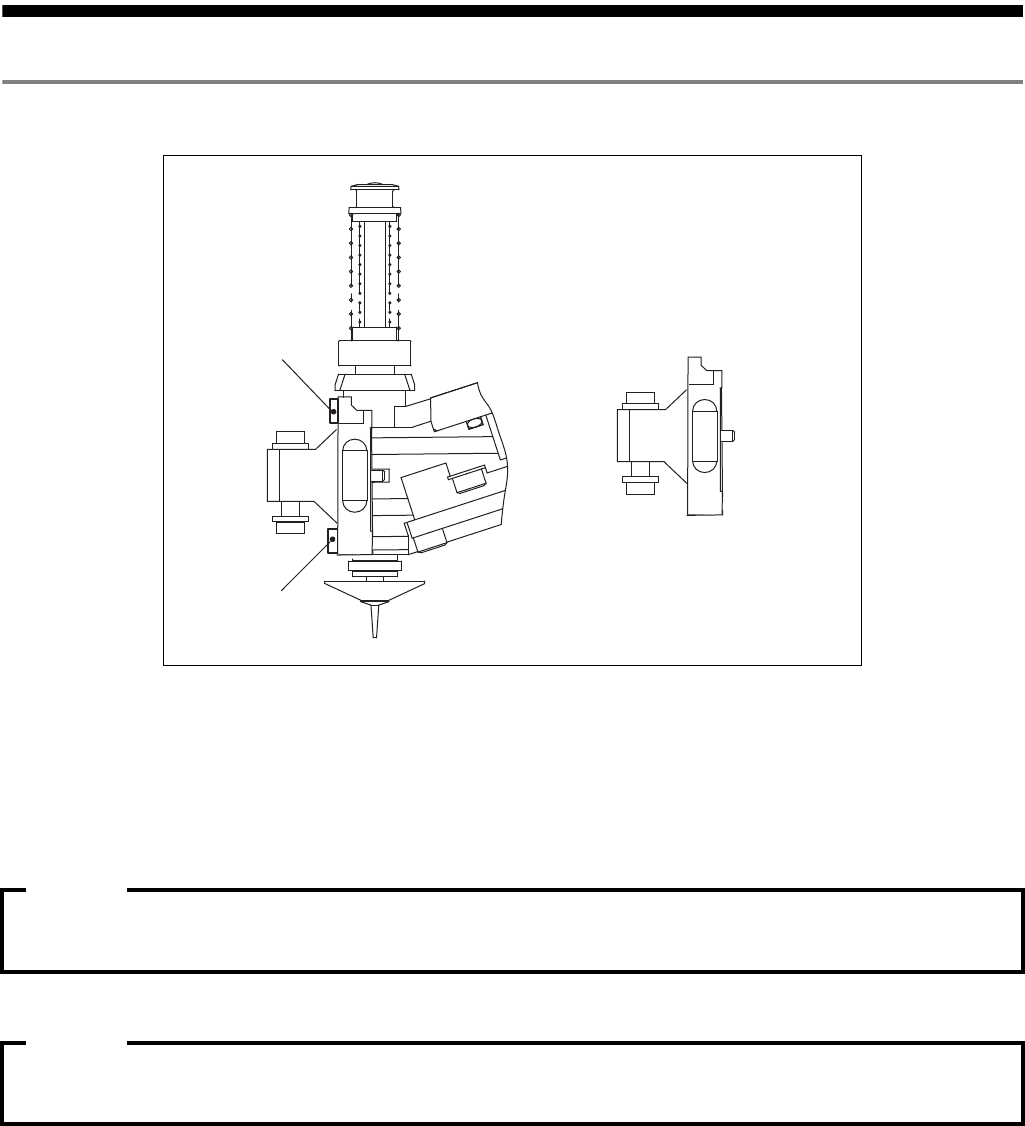
(2) 装着吸嘴头 C 型致动器的交换
[作业功能]
使阀产生动作的
C 型致动器的动作如果有缺陷,就无法进行零件的吸着·装着作业。顺畅动作
非常重要,为了确实地继续吸着·装着
, 要定期进行交换。
[维修检查位置]
2 处装着吸嘴头的 C 型致动器 ( 各 2 个 )
[ 维修检查时要准备的物品 ]
无需特意准备
[作业顺序]
1. 请委托我公司服务人员交换 C 型致动器。
C 型致动器
保养篇
2. 维修检查
电子零件装着机 SI-G200MK5 (CS)
2-83
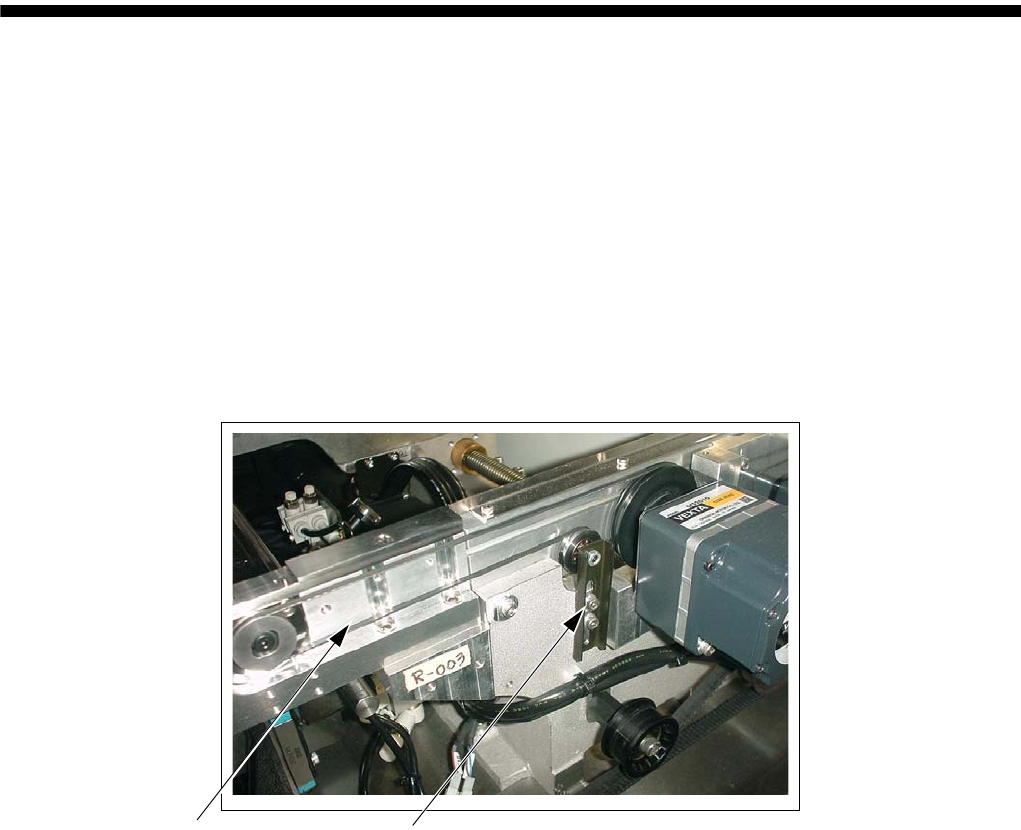
(3) 基板搬送轨道皮带的交换、张力的调整方法
Ⅰ
) 中间 C/V 驱动皮带 ( 移动、固定侧 )
单输送带的情况 :No.1 和 2 的皮带
双输送带的情况
:No.1 的皮带
[作业顺序]
1. 旋松 2 处固定张力滑轮板的螺丝。
2. 交换皮带时交换皮带。
3. 反复确认将皮带安装到了滑轮沟里的同时,将张力滑轮板滑动到上侧,加适当张力将固定螺
丝拧紧。
适当张力的标准是
: 用手按,会因弹力而迸开。
张力滑轮板中间 C/V 驱动皮带