SI-G200MK5 Operation Manual (CS).pdf - 第340页
保养篇 2. 维修检 查 2-28 电子零件装着机 SI-G200MK5 (CS) ③ 用扭矩螺丝刀向逆时针方向转动 轴承 托架治具 ( 1 ) ,拆下轴承托架。 ·请将扭矩螺丝刀设定为 60cN · m 。 · 60cN · m 的扭矩无法拆卸时,请尝 试在 酒精中浸泡 1 小时左右之后再次进行拆 卸。 ·如果施加 60cN · m 以上的负荷,轴承托 架治具 ( 1 )的针有可能会被折断 ,对于 60cN · m 的扭矩无法拆卸的轴…
保养篇
2. 维修检查
电子零件装着机 SI-G200MK5 (CS)
2-27
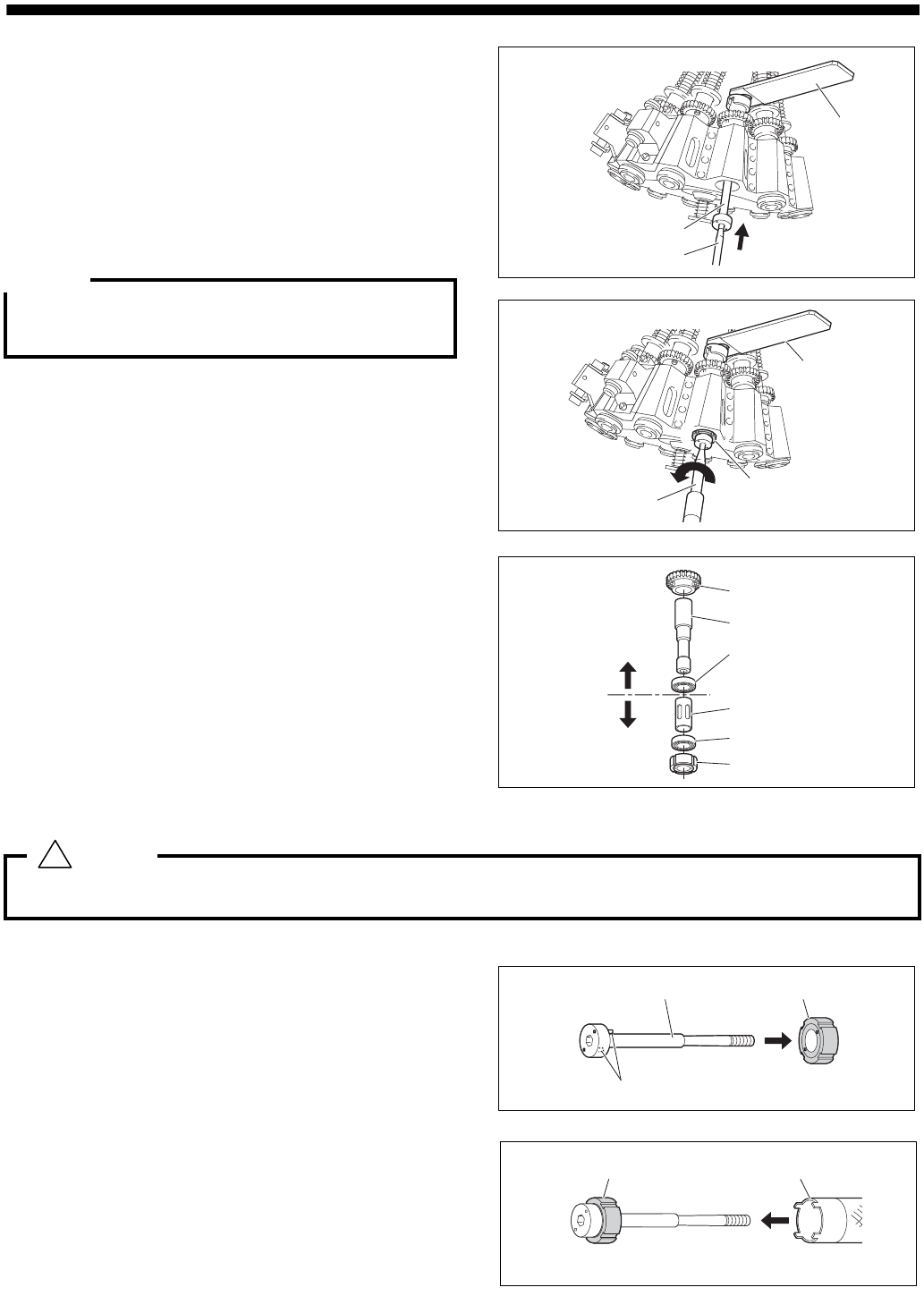
② 扭矩螺丝刀的设定值设为 60cN·m。
③ 将扳手套装在扳手套筒上。
④ 从吸嘴头下侧插入轴承托架治具
(
1), 使 治 具 ( 1)的针对准轴承托
架的孔。
⑤ 仰视轴承托架治具 (
1)并用扭矩螺
丝刀向逆时针方向转动,拔出轴承托
架。
将扭矩螺丝刀设定为
60cN
·
m
,请确认轴承托架治
具(
1
)的针上面没有承受负荷。
10.从下侧取出轴承 (下)。
11. 从下侧取出轴环。
12.从上方向拔取出锡球衬套托架、小齿
轮、轴承 (上)
请不要使用棉棒等清洁锡球衬套托架的内部。如果粘附有纤维或垃圾等,则可能造成轴承破损。
13.拆卸轴承托架。
① 在轴承托架上安装轴承托架治具
(
1)。安装时使轴承托架治具 (1)
的针对准轴承托架的孔。
② 从轴承托架的相反侧插入轴承托架
治具 (
2),使其突起吻合。
扳手
轴承托架治具(
1)
扭矩螺丝刀
扳手
扭矩螺丝刀
轴承托架
轴承托架
轴承(下)
轴环
轴承(上)
锡球衬套托架
小齿轮
从上侧取出
从下侧取出
轴承托架轴承托架治具(1)
针
轴承托架
轴承托架治具(
2)
警告 :
!
小心 :
保养篇
2. 维修检查
2-28
电子零件装着机
SI-G200MK5 (CS)
③ 用扭矩螺丝刀向逆时针方向转动轴承
托架治具 (
1),拆下轴承托架。
·请将扭矩螺丝刀设定为
60cN
·
m
。
·
60cN
·
m
的扭矩无法拆卸时,请尝试在
酒精中浸泡
1
小时左右之后再次进行拆
卸。
·如果施加
60cN
·
m
以上的负荷,轴承托
架治具 (
1
)的针有可能会被折断,对于
60cN
·
m
的扭矩无法拆卸的轴承托架,
不要在使用
,
请更换新的轴承托架。
④ 除去轴承托架螺纹处的粘接剂渣。
[组装顺序]
必需严格遵守拧紧扭矩
。
拧紧所用扭矩超过指示扭矩时,可能会造成装着精度不良及零件寿命缩短
、
破损
。
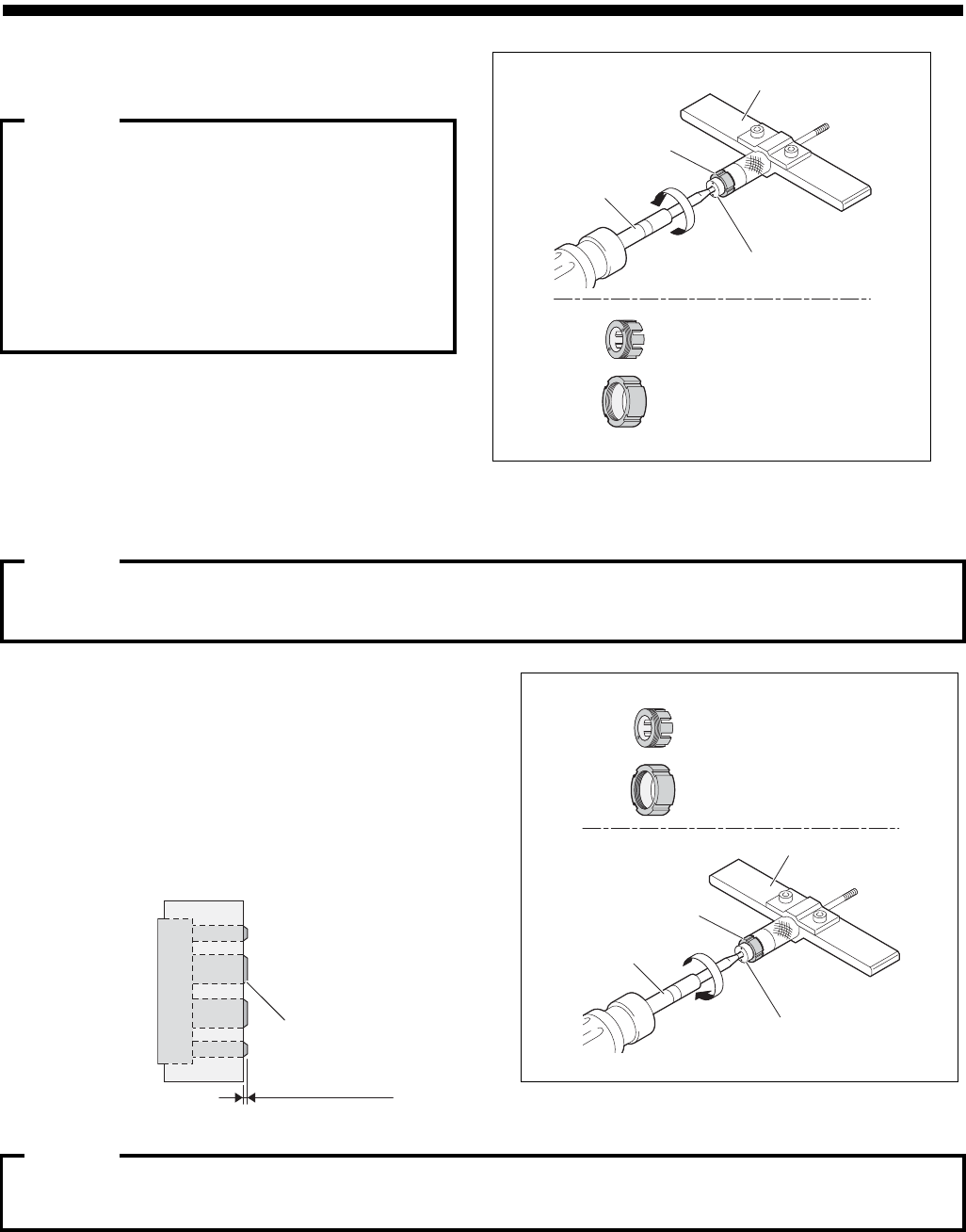
1. 组装轴承托架。
①在轴承托架(
2)的螺纹处涂上少量乐
泰胶粘剂
221 (低强度)。
② 和拆卸顺序一样,将轴承托架安装到治具
上,用扭矩螺丝刀拧紧轴承托架治具 (
1)。
请拧紧至轴承托架 (
1)前端处的倒角
部从轴承托架 (
2)的端面伸出约
0.1~0.2mm 的程度为止。
轴承托架 (
1
)前端处的倒角部如不从轴承托架 (
2
)的端面伸出,则会造成实际组装后动作
不良,请将轴承托架 (
1
)端面伸出量的基准控制在约
0.1
~
0.2mm
。
轴承托架治具(1)
轴承托架治具(
2)
轴承托架
螺丝刀
轴承托架(
2)
轴承托架(
1)
轴承托架(1)
轴承托架(
2)
轴承托架治具(
2)
轴承托架
螺丝刀
轴承托架治具(
1)
倒角部
约
0.1~0.2mm
小心 :
注意 :
小心 :
保养篇
2. 维修检查
电子零件装着机 SI-G200MK5 (CS)
2-29
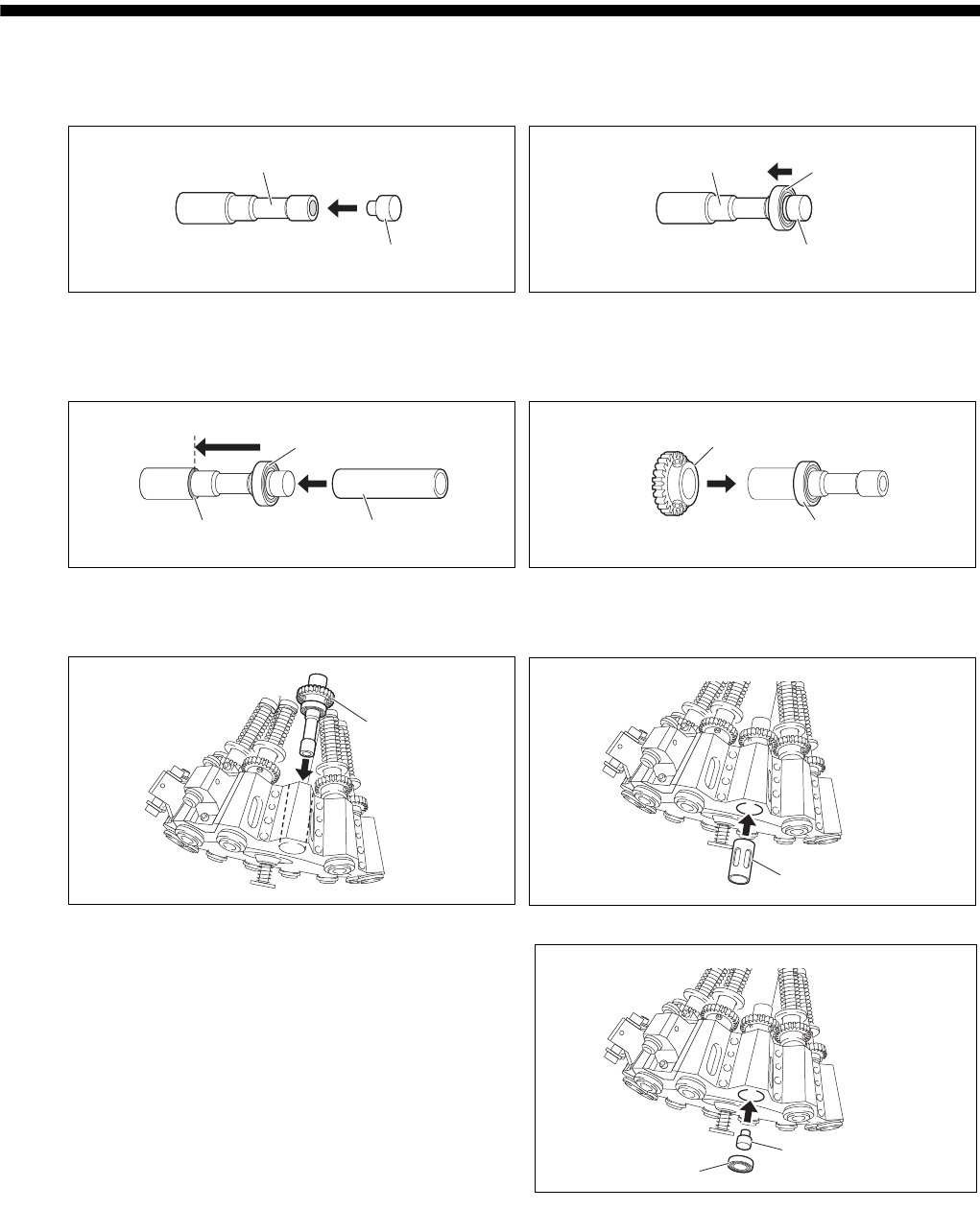
2. 在锡球衬套托架上安装轴承 (上)和新小齿轮。
① 将轴承压入及插拔治具插入锡球衬套托架。
② 沿着轴承压入及插拔治具将轴承 (上)插入约
10mm。
③ 使用轴承压入治具将轴承 (上)压入至锡球衬套托架的台阶面处。
④ 拆下轴承压入及插拔治具。
⑤ 将新小齿轮插入锡球衬套托架。
3. 将锡球衬套托架安装到吸嘴头处。
4. 从吸嘴头下侧插入轴环。
5. 插入轴承 (下)。
① 将轴承压入及插拔治具插入到吸嘴头上的
锡球衬套托架的下侧。
② 沿着轴承压入及插拔治具,将轴承 (下)
插入约
10mm。
锡球衬套托架
轴承压入及插拔治具
锡球衬套托架
轴承压入及插拔治具
轴承(上)
轴承(上)
轴承(上)轴承压入治具
台阶面
小齿轮
锡球衬套托架
轴环
轴承(下)
轴承压入及插拔治具