SI-G200MK5 Operation Manual (CS).pdf - 第220页
操作篇 电 子零件 贴装 机 SI-G200MK5 系列 1-152 1.1.8 机种数据生成画面 图 1.1.8-1 数据编辑 - 机种资料画面 可使用单元数 : 表示连结时使用机器的台数。 线名 : 数据使用生产线信息时,表示生产线 的名称。 制作日期 : 表示定位被执行了的日期和时间。 连结编号 : 表示被连结的机器的顺序。 机台号码 : 表示机器的机台号码。 机器类型 : 选择被设定的机器类型。 贴装数 : 表示零件的贴装数。 …
操作篇
电子零件贴装机 SI-G200MK5 系列
1-151
基板输送带 :
按输送带类型从通常,单一,双条里选择。
通常 : 从前的通常输送带(有排出器,1 条)
单一 : 单输送带(无排出器,1 条)
双条 : 输送带(无排出器,2 条)
最大零件厚度 :
按机器类型从 標準 (标准) ,有限制 (有限制)里选择。
可用吸嘴 :
设定可使用吸嘴的数量时,所属的吸嘴的最大数量格子里输入吸嘴的数量。解除设定时输入"-"
设定范围:0~999
作为初始值保存 :
在可使用的吸嘴一览表里被设定的现在值作为初始值保存。
恢复初始值 :
返回到可用吸嘴的最大数量作为初始值点击了保存键时的数值。
使用供给部 :
选择使用供给部。
供料器使用范围 :
输入配置供料器的供给部的使用范围。解除设定时,删除两方框里的数值。
设定范围:1~58
操作篇
电子零件贴装机 SI-G200MK5 系列
1-152
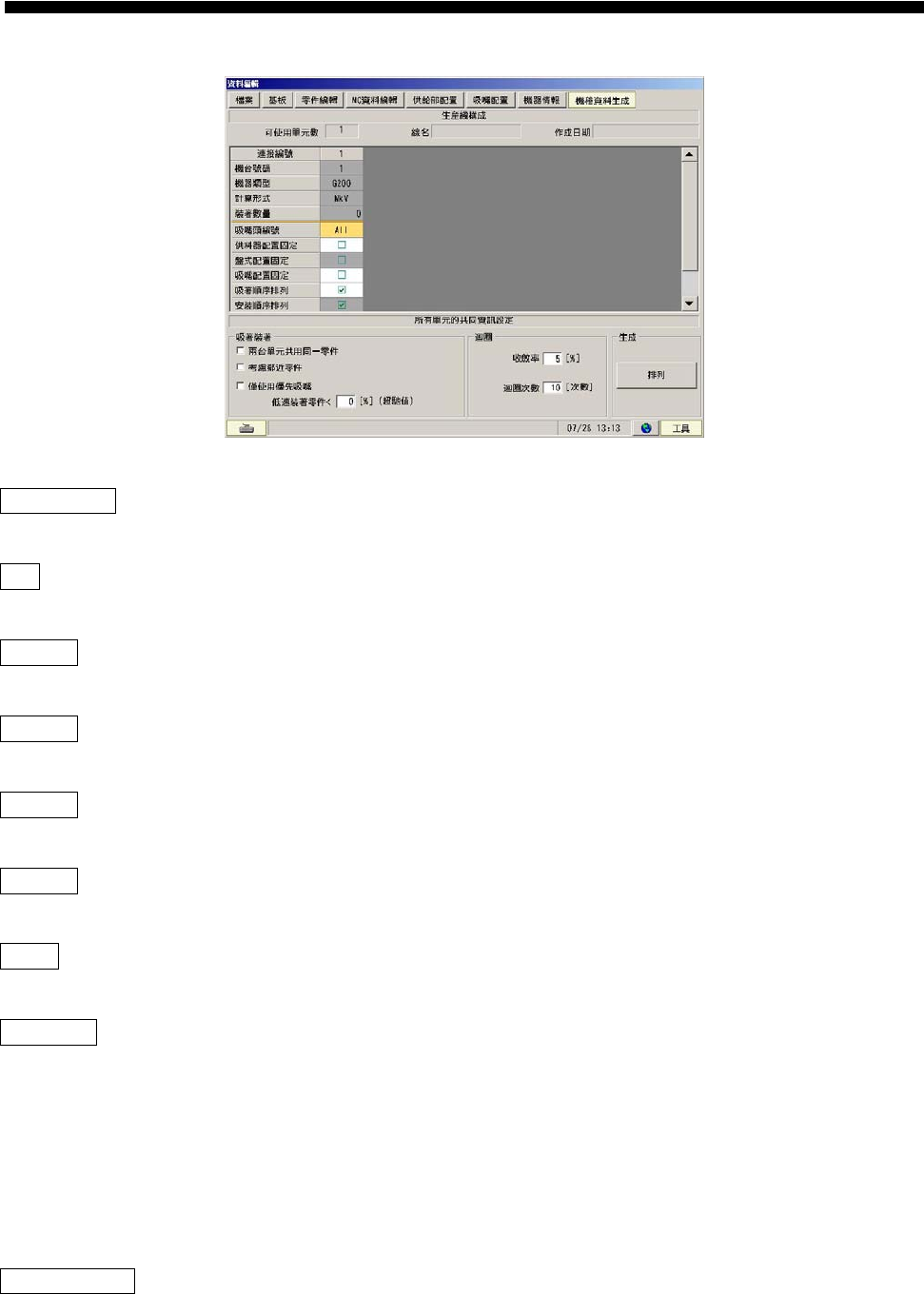
1.1.8 机种数据生成画面
图 1.1.8-1 数据编辑
-
机种资料画面
可使用单元数 :
表示连结时使用机器的台数。
线名 :
数据使用生产线信息时,表示生产线的名称。
制作日期 :
表示定位被执行了的日期和时间。
连结编号 :
表示被连结的机器的顺序。
机台号码 :
表示机器的机台号码。
机器类型 :
选择被设定的机器类型。
贴装数 :
表示零件的贴装数。
贴装头编号 :
表示设定机器信息的各选件的对象的贴装头编号。
可以选择设定供料器配置、盘式配置固定、吸嘴配置固定、吸着顺序排列、贴装顺序排列等各个选配的贴装
头的编号,
ALL∶ 表示机台内全部贴装头的排列选项。设定内容不能共享的项目的选择框,用浅色表示。各选择项目是
全部的贴装头的对象。
R∶ 表示机台内后侧的贴装头的排列选项。各选择项目只是后侧的贴装头的对象。
F∶ 表示机台内前侧的贴装头的排列选项。各选择项目只是前侧的贴装头的对象。
供料器配置固定 :
固定供料器供给部配置的设定时选中。

操作篇
电子零件贴装机 SI-G200MK5 系列
1-153
盘式配置固定 :
固定盘式供给部配置的设定时选中。
吸嘴配置固定 :
固定吸嘴配置的设定时选中。
吸着顺序排列 :
执行零件的吸着顺序排列时选中。
贴装顺序排列 :
执行零件的贴装顺序排列时选中。
同一零件分给 2 台机台 :
同一零件分给 2 台的机台执行排列时选中。
考虑相邻的零件 :
不是从屏蔽盒而是先让内侧的零件先贴装,零件贴装时不让吸嘴端面和别的贴装好的零件干涉等情况时选
中。
只使用优先吸嘴 :
贴装设定为复数的共享吸嘴的零件时,选中本项目执行排列时只使用优先吸嘴。
低速贴装零件 :
把比输入的超驰比率低的零件作为慢零件区别开,让慢零件在后半贴装进行排列。
单位:%
设定范围:0~100
收敛率 :
连结内最快和最慢的时间差在输入的比率内时,被判定为收敛。
单位:%
设定范围:1~100
重复次数 :
输入的次数重复排列,提高排列的精度。
单位:%
设定范围:1~100