SI-G200MK5 Operation Manual (CS).pdf - 第417页
附录 电子零件装着机 SI-G200MK5 (CS) 1 附 4- 附录 4 用语集 DAS 资料 所谓 DAS 是由 Data Arrangement Software 的第一个字母缩写而成 。根据仿真和节奏计算, 决 定零件的装着顺序和供料器配置、 吸嘴配置,能够从 SI-G200MK5 得出最适合的性能软件 。 DAS 资料就是用这个软件制作的资料。 NG 吸嘴判定次数 同一个吸嘴连续未吸着或者发生吸 着错误的情况,就将该吸 嘴判…
附录
附3-2 电子零件装着机 SI-G200MK5 (CS)
附录
电子零件装着机 SI-G200MK5 (CS)
1
附 4-
附录 4 用语集
DAS 资料
所谓 DAS 是由 Data Arrangement Software 的第一个字母缩写而成。根据仿真和节奏计算,决
定零件的装着顺序和供料器配置、吸嘴配置,能够从
SI-G200MK5 得出最适合的性能软件。 DAS
资料就是用这个软件制作的资料。
NG 吸嘴判定次数
同一个吸嘴连续未吸着或者发生吸着错误的情况,就将该吸嘴判定为不良 (NG) 的连续的次数。
XY 轴
让搭载了 12 个零件装着吸嘴的旋转式吸嘴头前·后左右移动,决定吸嘴吸着位置·装着位置的驱动
机构。
补料次数
未吸着或站立吸著称之吸着失败,连续发生情形时,指定至发生错误为止的次 数。未吸着零件为缺
料错误发生、站立吸着为供料器不良错误发生。设定范围:
0~9。
若设定为
0,每次发生错误时就会废弃该零件。
不良标记
不良标记为在取得连片基板后,实装前的基板检查工程 , 在无法使用的部分 ( 区域 ) 印上不良的标
记。此标记在以相机认识其印有标记的区域时
, 在自动运转中不执行装着作业。由此登录有关此标记
的信息。认识方法为用基板相机认识指定区域时,以白色不良标记比指定值亮或暗的不良标记做为
判断。
步骤
指将 1 个零件装着到基板上的位置和为装着该零件的动作组合。
步骤号码
指将 1 个零件装着到基板上的位置和装着动作的组合。
附录
2
电子零件装着机
SI-G200MK5 (CS)
附 4-
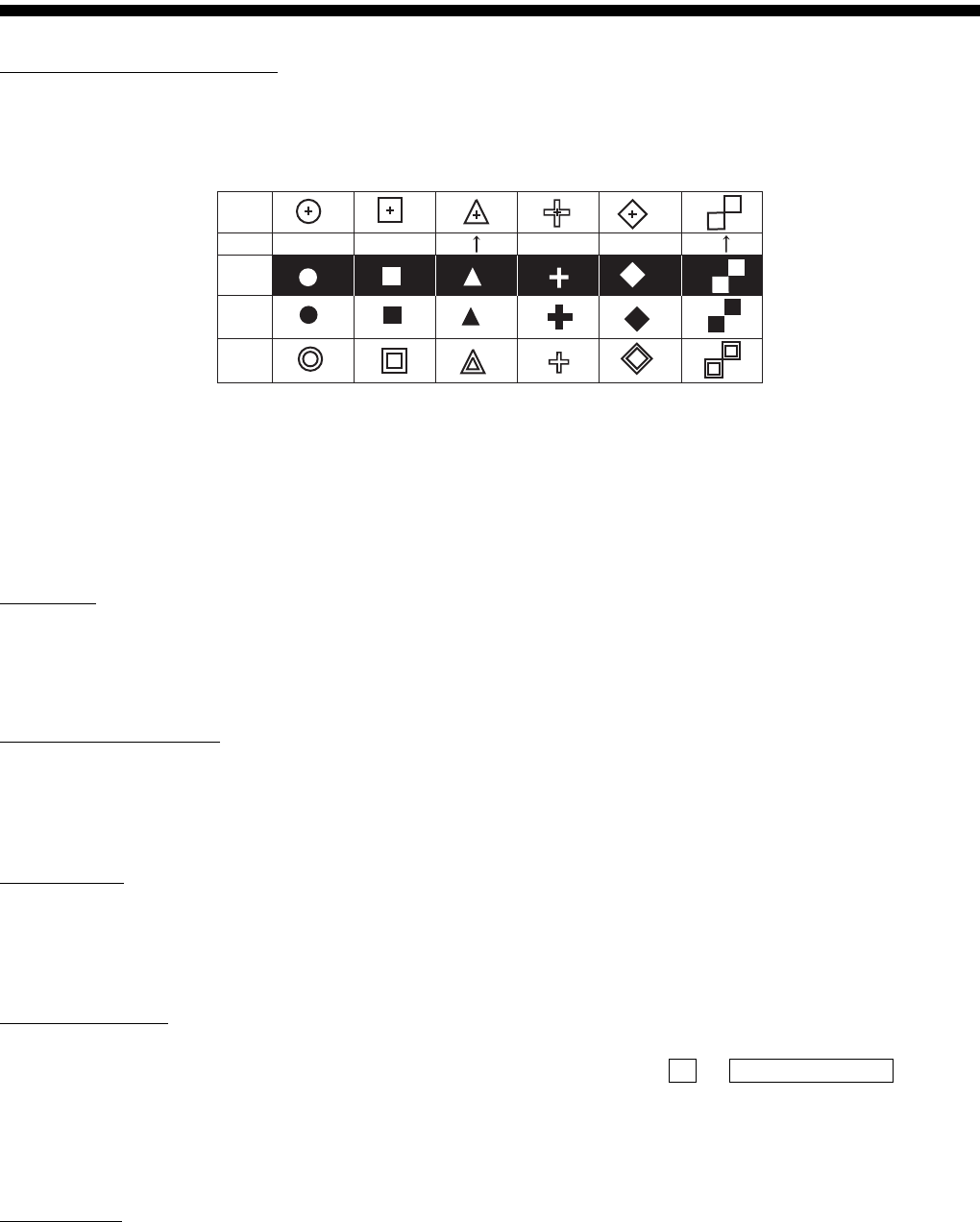
定位标记 ( 零件认识标记 )
标记为在基板上有 2 个位置以上的记号,将基板的位置、姿态以相机认识时当做目标的标记。
定位标记的形状有以下种类。
自动运转时,将指定的
2 个位置的定位标记以相机认识并自动分析基板的姿态,以最适合姿态装着
零件。数据制作在输入个别定位标记数据
( 定位标记点数据 ) 和以相机认识时,执行 2 个位置的定
位标记的群组制作。
反射照明
从零件表面照明。相机上的认识影像是零件的实象。能用反射照明认识的零件请选用反射照明。特
别是芯片零件等外形有凸凹时,反射照明的方法在认识率和精度方面有优势。
供料器不良检出功能
从零件供料器吸着了零件后,发生错误作为供料器不良检出。而且,检查出供料器不良后,可以选
择要立即停止
SI-G200MK5 还是就此继续运转。
供料器交换
是仅交换零件缺料的供料器的方法。使用选配台车时,不将其从 SI-G200MK5 卸下,在 SI-G200MK5
停止过程中交换台车上的供料器。有必要停止自动生产。
供料器位置补正
以少量品种零件简便执行多个机种生产时,譬如 A 机种设定零件供料器于 1~15 的零件供给位置,
再加上
B 机种设定对应零件供料器于 16~35 的零件供给位置,输入 15 于 供料器位置補正 ( 供料
器位置补正
) 中,在 A 机种生产结束后 , 不更换零件即可移至 B 机种生产。但是,中途跨越前侧供
给部及后侧供给部时无法补正。
固定板装置
从基板搬送轨道将基板抬升至零件的装着高度的装置。固定板装置上搭载着为提高基板位置精度的
基准针插入装置和装着基板时的固定夹板机构。
形状
方向
白
黑
轮廓
无
无
无
无