SI-G200MK5 Operation Manual (CS).pdf - 第268页
操作篇 电 子零件 贴装 机 SI-G200MK5 系列 1-200 1.3.8 POP 表示与 POP(Package on Package∶模块上模块)相关 的数据。仅多功能贴装头才 有效的参数。 图 1.3 .8-1 POP 画面 (1) 可使用锡膏涂布 装置 零件贴装时可使用锡膏涂布装置时指 定。不需要锡膏涂布装置时 不需指定。 (2) 涂布下降时超驰 输入贴装头下降到焊剂面时的超驰比 率。 单位:% 设定范围:1~100 (3…
操作篇
电子零件贴装机 SI-G200MK5 系列
1-199
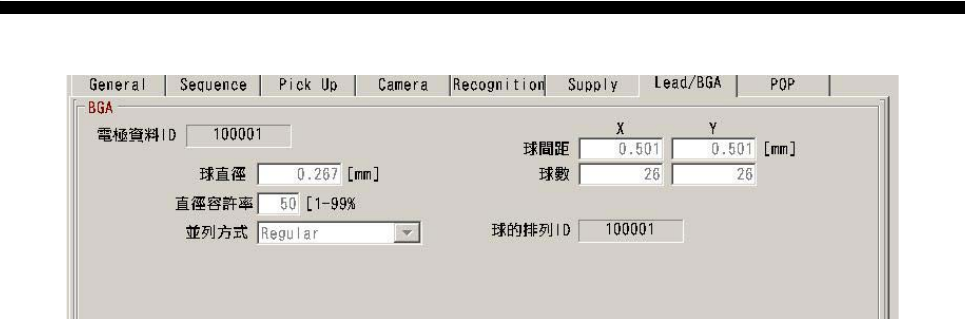
1.3.7.2 BGA
图 1.3.7-2 Lead/BGA 画面 (BGA)
(1) 电极数据 ID
表示代表电极数据的 ID 编号。
(2) 球直径
输入球的直径。
单位:%
设定范围:0.001~99.999
(3) 直径容许率
输入球的直径的容许率。
单位:%
设定范围:1~99
(4) 并列方式
选择球配置的基本形状。
Regular:格子状配置
Checker:方形配置
R-Checker:带圆角方形配置
(5) 球间距 XY
输入相邻的球的间隔。
单位:mm
设定范围:0/0.001~99.999※
※ 如果没有球时,那个方向的球的间隔里输入 0 [mm]。
(6) 球数 XY
输入可配置的球的个数。
设定范围:1~100
(7) 球的排列 ID
表示代表球排列的 ID 编号。

操作篇
电子零件贴装机 SI-G200MK5 系列
1-200
1.3.8 POP
表示与 POP(Package on Package∶模块上模块)相关的数据。仅多功能贴装头才有效的参数。
图 1.3.8-1 POP 画面
(1) 可使用锡膏涂布装置
零件贴装时可使用锡膏涂布装置时指定。不需要锡膏涂布装置时不需指定。
(2) 涂布下降时超驰
输入贴装头下降到焊剂面时的超驰比率。
单位:%
设定范围:1~100
(3) 涂布上升时超驰
输入贴装头上升到焊剂面时的超驰比率。
单位:%
设定范围:1~100
(4) 涂布下降停留时间
输入位于涂布高度的贴装头的停留时间。
单位:msec
设定范围:0~32767
(5) 涂布压入量
输入锡膏涂布装置动作时零件在高度方向从锡膏表面的压入量。
单位:mm
设定范围:0~999.999
(6) 涂布位置补正 XY
输入锡膏涂布时相对吸嘴中心坐标的 XY 方向的锡膏面的微调整量。
单位:mm
设定范围:-999.999~999.999
(7) 涂布位置补正
输入锡膏面高度方向的微调整量。
单位:mm
设定范围:-999.999~999.999
(8) 涂布识别实施恰当时间
使用锡膏涂布装置的情况下,选择通过相机识别零件的时间。
涂布前: 锡膏涂布前识别零件。
涂布后: 锡膏涂布后识别零件。
涂布前后: 锡膏涂布前和锡膏涂布后的2次,识别零件。

操作篇
电子零件贴装机 SI-G200MK5 系列
1-201
(9) 涂布状态检测
无效:不执行涂布状态检出
设定锡膏涂布状态检出功能。
凸缘∶只检测凸缘的状态。
凸缘
和本体: 检测凸缘和本体的状态。