SI-G200MK5 Operation Manual (CS).pdf - 第301页
操作篇 电子零件贴装机 SI-G 200MK5 系列 1-233 2.3.3 不良标记教示 在 NC 数据编辑 输入包括不良标记数据的机种数据后 ,能执行不良标记教示。 数据编辑 - NC 数据编辑 画面的 不良标记 键在选择状态下,点击 教示 键,显示以下的 不良标记教示 画面。 图 2.3.3-1 数据编辑-NC 数据编辑-不良标记教 示 画面 请把要教示的基板设定在基板搬入口 ,点击 基板搬入·搬出 的 搬入 键,把基板搬到贴装位…
操作篇
电子零件贴装机 SI-G200MK5 系列
1-232
· 定位点的坐标位置作为零件贴装坐标位置基准。执行教示时,教示的基板为主要基板,用它的机种资
料生产全部的基板。
· 根据设计好定位点坐标位置的基板资料输入时, 不执行教示的基板有更高的精度。
· 做为定位点ID 对象,未连结位于贴装的不良标记定位点时,无法点击 执行识别 键。
·为正确向贴装位置移动,要停止步骤来停止自动生产。
·动作停止的步骤途中,请不要执行 定位标记教示 画面的显示,会造成系统错误。
注意
:
操作篇
电子零件贴装机 SI-G200MK5 系列
1-233
2.3.3 不良标记教示
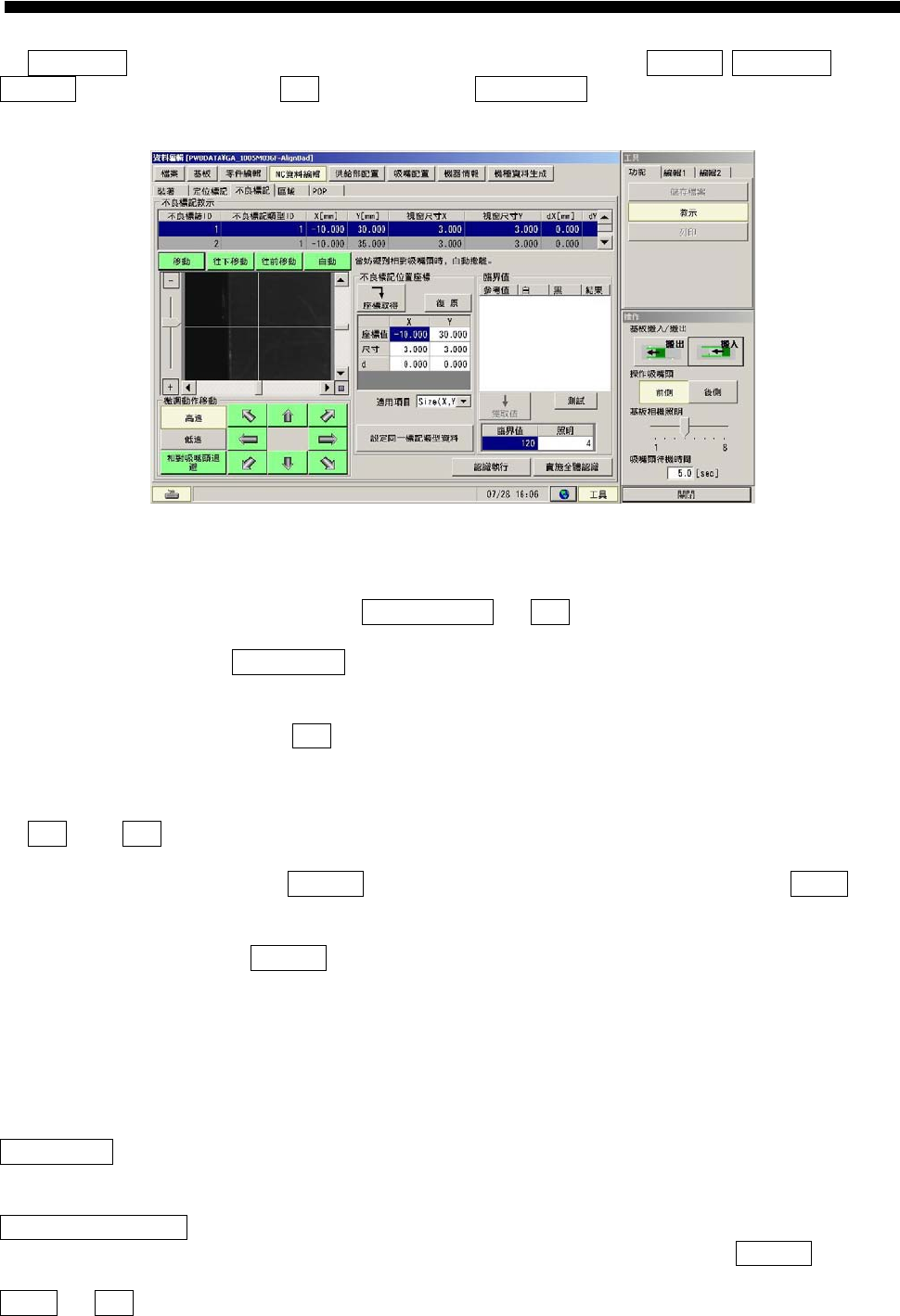
在 NC 数据编辑 输入包括不良标记数据的机种数据后,能执行不良标记教示。 数据编辑-NC 数据编辑 画面的
不良标记 键在选择状态下,点击 教示 键,显示以下的 不良标记教示
画面。
图 2.3.3-1 数据编辑-NC 数据编辑-不良标记教示
画面
请把要教示的基板设定在基板搬入口,点击 基板搬入·搬出 的 搬入 键,把基板搬到贴装位置定位。
基板设定在贴装位置后,用 基板相机照明 的滑标调整照明的亮度。
从画面上部的不良标记一览里选择教示的不良标记 ID。
请选择想教示的不良标记 ID,点击 移动 键。
相机将移动到输入的不良标记坐标位置。
使用 微调动作移动 的光标键,使基板相机屏幕的交叉点(+标记)移动到不良标记的中央。切换移动速度时,点
击 高速 或者 低速 。
+标记到达不良标记的中央后,点击 坐标取得 键。取得的位置坐标显示在 不良标记位置坐标 的 坐标值
的行里。
坐标位置的教示完成后,点击 识别执行 键,确认能否识别不良标记。
识别成功了,显示”不良标记识别成功”的对话框。
识别失败了,同样显示”未找到不良标记”的对话框,请调整基板相机照明,再次点击 認識執行 (识别执行) 键
执行识别确认。
对全部的不良标记 ID,实行以上的操作。
实施全体识别,在按下键时,对作为现在对象的不良标记 ID 以及参照同一类型 ID 的别的不良标记(仅限于
NC 步
骤使用的 I D) 实施全体识别,并将其结果显示在一览表里。
设定同一标记类型资料,在按下键时,把现在的数值反映到作为现在对象的不良标记 ID 以及参照同一类型 ID 的
别的不良标记(仅限于 NC 步骤使用的 I D)的”视窗尺寸”或者”⊿”里。要反映的项目从适用项目里选择。
临界值 的 测试 ,在点击键时,对变成现在对象的不良标记,把临界值从
10 到250 以10 为间隔进行识别,将
操作篇
电子零件贴装机 SI-G200MK5 系列
1-234
各自的黑白占有率显示在列表中。
点击 获取值 键,从表里选择数值把它设定为不良标记的临界值。
教示结束后,点击 关闭 ,结束教示。
显示“是否保存教示的结果?”的对话框,点击 是 键保存教示结果,关闭 贴装教示 画面。点击 工具 画面的
同名保存 键,教示数据被保存在机种文件里。
· 将不良标记ID 设定为区域ID 较为便利。
· 与定位标记教示同样的,未连结位于贴装的不良标记时,无法点击 识别执行 键。
·为正确向贴装位置移动,要停止步骤来停止自动生产。
·动作停止的步骤途中,请不要执行 不良标记教示 画面的显示 ,会造成系统错误。
注意: