SI-G200MK5 Operation Manual (CS).pdf - 第227页
操作篇 电 子零件 贴装 机 SI-G200MK5 系列 1-159 1.2.2 焊脚信息画面 图 1.2.2-1 零件生成向导-焊脚信息画面 焊脚形状 : 选择焊脚形状。 Gull-wing : Gull-wing 形焊脚 J-lead : J-lead 形焊脚 焊脚参数 : 焊脚参数编号 : 1 种的零件最多可选择 6 种参数。 即使边不等,数据相 同的话, 只要指定所在方向 就可使用。 焊脚参数分组 输入,各种数据按焊脚参数输入。…
操作篇
电子零件贴装机 SI-G200MK5 系列
1-158
零件边长 1~2 :
输入角形零件的尺寸。关于焊脚形零件,输入不包含焊脚部的零件尺寸。
单位:mm
设定范围:0.001~25
极性 :
指定零件的左右/上下电极的极性(+/-)的有无。零件有极性时,选择右上/右下/左下/左上其中的一处。零
件没有极性时,不选择
零件厚度 :
输入零件的厚度。
单位:mm
设定范围:0.001~8(高速贴装头)、0.001~13(多功能贴装头)
零件尺寸容许率 :
输入识别零件尺寸时的容许率。
单位:%
设定范围:1~99
零件厚度容许率 :
输入吸着检查识别时零件厚度的容许率。
单位:%
设定范围:1~99
机器信息 :
机器类型 :
表示使用零件的机器类型。
贴装头类型 :
选择所用机器的贴装头类型。选择操作登录零件的贴装头类型,不要选择不被使用的贴装头类型。
使用相机 :
选择识别零件的相机
零件相机 : 移动相机
固定相机 :固定相机
固定相机 (小视野) :小视野的固定相机
固定相机 (大视野) :大视野的固定相机
照明 :
从 反射 、透射 两者里选择识别零件的照明。
・
黄色的区域是必须项目。
注意∶
操作篇
电子零件贴装机 SI-G200MK5 系列
1-159
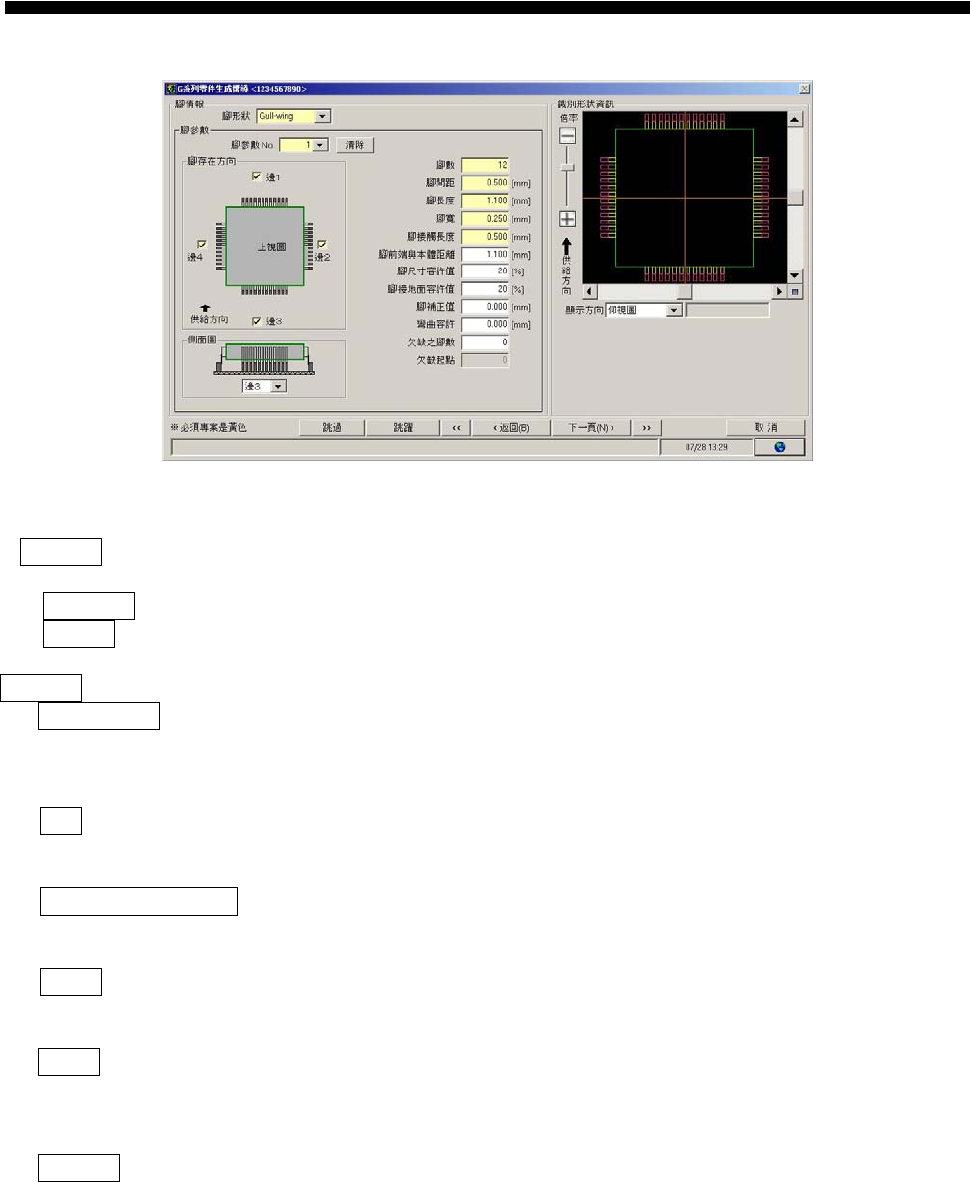
1.2.2 焊脚信息画面
图 1.2.2-1 零件生成向导-焊脚信息画面
焊脚形状 :
选择焊脚形状。
Gull-wing : Gull-wing 形焊脚
J-lead : J-lead 形焊脚
焊脚参数 :
焊脚参数编号 :
1 种的零件最多可选择 6 种参数。即使边不等,数据相同的话,只要指定所在方向就可使用。焊脚参数分组
输入,各种数据按焊脚参数输入。
清除 :
删除被指定的焊脚参数。
焊脚存在方向
1~4 边 :
每个焊脚参数,选择零件各边里焊脚的有无。各个方向里有焊脚时,那方向的边要选中。没有焊脚的边不要
选中。
侧面图 :
表示被选择边的侧面图。
焊脚数 :
输入 1 组内实际存在的焊脚的数量。
设定范围:1~999
焊脚间距 :
输入焊脚的中心距离。1 组内只有 1 个焊脚时,焊脚间距被显示为 0[mm]。
单位:mm
设定范围 0/0.001~99.999※
※ 1 组内只有 1 个焊脚时,焊脚间距表示为 0[mm]。
操作篇
电子零件贴装机 SI-G200MK5 系列
1-160
焊脚长:
输入焊脚长。
单位:mm
设定范围:0.001~99.999
焊脚宽
:
输入焊脚宽。
单位:mm
设定范围:0.001~99.999
接触面的长度 :
输入焊脚和基板接触面的长度。
单位:mm
设定范围:0.001~99.999
焊脚前端与本体距离:
输入焊脚前端与本体的距离
单位:mm
设定范围:-999.999~999.999
焊脚尺寸容许值:
输入焊脚的宽度、长度、间距的容许值。
单位:%
设定范围:1~99
焊脚接触面容许值:
输入焊脚和基板接触面的长度的容许值。
单位:%
设定范围:1~99
焊脚补正:
输入一组焊脚的中心偏离零件中心的数值(补正值)。
单位:mm
设定范围:-999.999~999.999
焊脚弯曲容许值:
输入焊脚前端的弯曲容许值
单位:mm
设定范围:0~99.999
欠缺的焊脚数:
焊脚被等焊脚距配置时,输入一组内焊脚的欠缺的数量。
设定范围:0~999
欠缺起点:
1 组内焊脚欠缺的最初的位置。从上看零件的顺时针方向从一组内的最初的位置开始数。
设定范围:0/1~焊脚数+1※
※一组内没有欠缺时,欠缺起点表示为"0"。