SI-G200MK5 Operation Manual (CS).pdf - 第95页
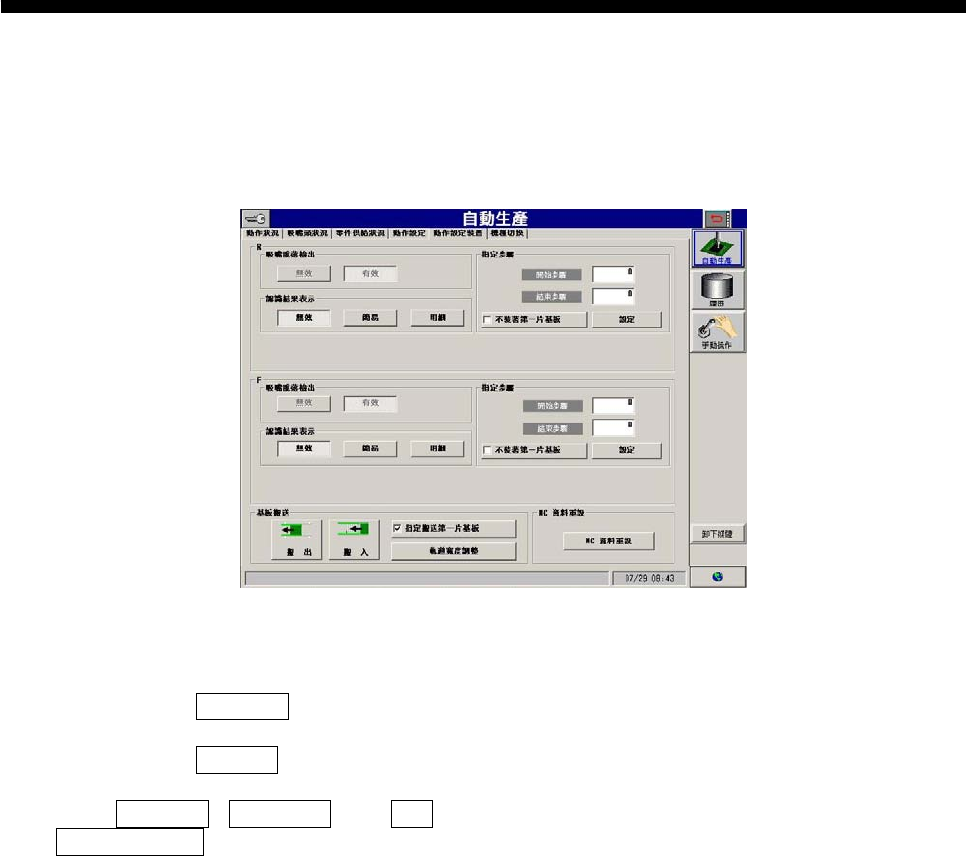
操作篇 电子零件贴装机 SI-G 200MK5 系列 1-27 2.2.4 步骤指定 (1) 开始、结束步骤的设定 [ 操作功能 ] 想要通过特定的步骤进行贴装时可指 定开始步骤及结束步骤的贴 装, 开始步骤和结束步骤可在前后的贴装头分 别指定。 2.2.4 自动生产-操作设定 ( 元件 ) [ 操作顺序 ] 输入开始步骤时点击 开始步骤 即可输入。由键盘输入开始步骤 号码,“ 0 ” 为当前步骤 。 输入结束步骤时点击 结束步骤 即可…
操作篇
电子零件贴装机 SI-G200MK5 系列
1-26
2.2.3 停止模式设定
选择自动生产的停止方法时,点击连续 、循环停止 、步骤停止 、动作停止 任一希望的键。
[画面说明]
自动生产时选择希望的停止方法,其有下列
4 种方法。
连续
点击停止键或达到生产预定数后, 自动停止生产。
循环停止
完成 1 片基板后,自动停止生产。
步骤停止
基板资料的每 1 步骤完成后,自动停止生产。
动作停止
每一吸着动作完成后就停止。停止位置为标记认识位置、零件吸着位置、固定相机认识位置、装着位置。有废
弃位置和吸嘴交换器时为吸嘴交换位置。
进行
H 轴的上升下降的位置, 在 H 轴下降前和H 轴上升下降的一次连续动作后停止。
操作篇
电子零件贴装机 SI-G200MK5 系列
1-27
2.2.4 步骤指定
(1)开始、结束步骤的设定
[操作功能]
想要通过特定的步骤进行贴装时可指定开始步骤及结束步骤的贴装,开始步骤和结束步骤可在前后的贴装头分
别指定。
2.2.4
自动生产-操作设定( 元件)
[操作顺序]
输入开始步骤时点击开始步骤
即可输入。由键盘输入开始步骤号码,“ 0 ” 为当前步骤。
输入结束步骤时点击结束步骤即可输入。由键盘输入结束步骤号码,“
0 ” 为最后步骤。
输入有效的开始步骤
、 结束步骤 后点击设定。
点击 N C 数据重设 键时,可以从基板资料的最初步骤进行装着。
选择
[ 不安装第一片基板],在各个开始· 结束步骤中设定为“ - 1 ”, 则第一回的基板不会执行在设定的
吸嘴头侧的安装。
(2)指定搬送第一片基板
[操作功能]
自动生产开始时SI-G200MK5内已存在的未装着的基板, 有必要取出此基板。双输送带规格时可通过前后吸嘴
头分别进行指定。
[操作顺序]
点击 指定指定搬送第一片基板键
, 在自动生产开始时, 搬出SI-G200MK5内的基板并搬入新基板成为可装着的
状态。
操作篇
电子零件贴装机 SI-G200MK5 系列
1-28
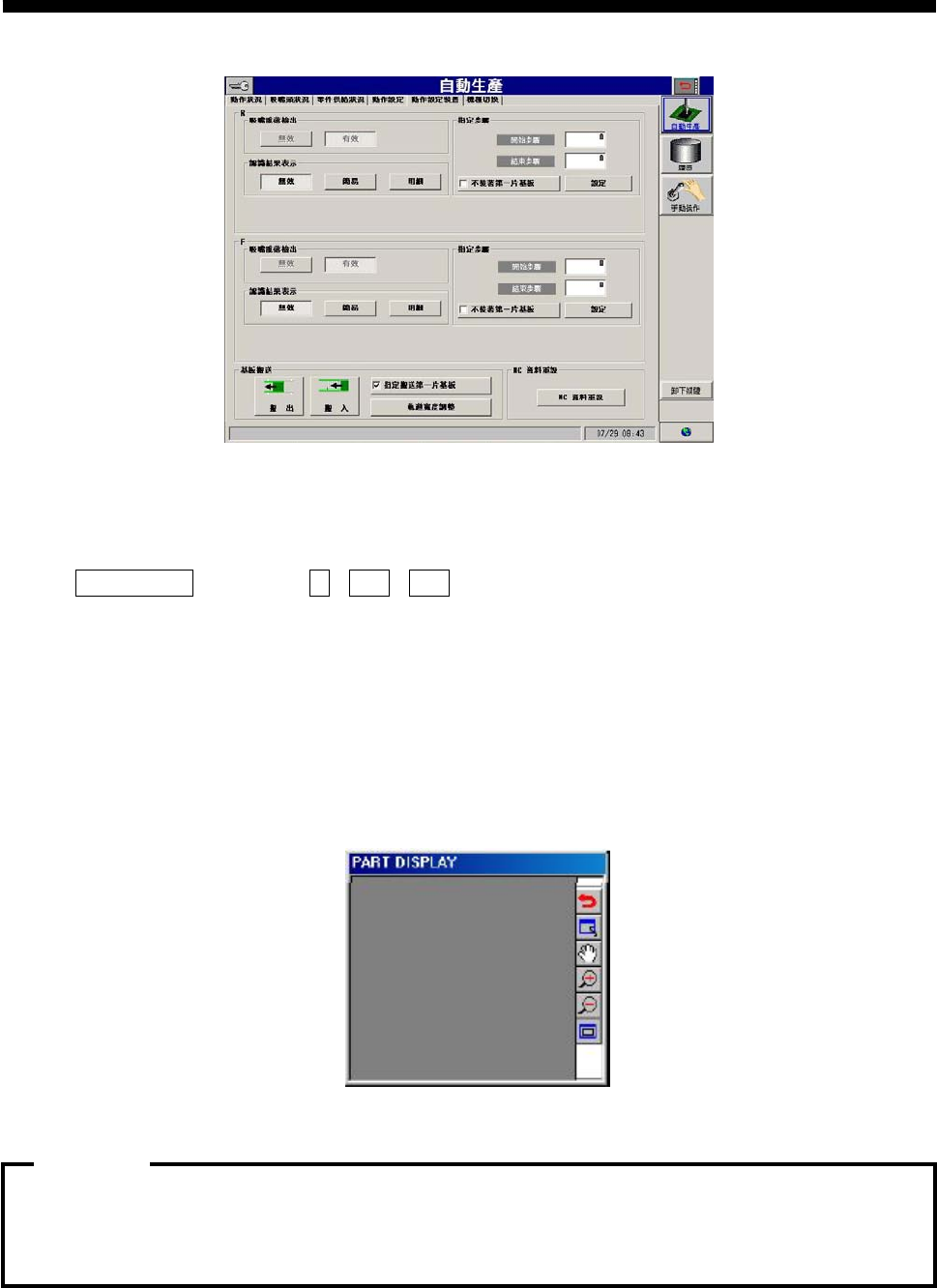
2.2.5 零件认识结果详细显示
图 2.2.5-1
自动生产-操作设定( 元件)
(1)认识结果显示模式的设定
选择在相机窗口下表示自动运转中零件认识结果的模式。
在选择认识结果表示模式时,点击无、简易、明细任一希望的模式。
识别的详细模式在前后部均可确定。
[画面说明]
在认识结果显示模式中, 有以下
3 种模式。
(无)
自动生产时不更新影像。
如果选择这个模式, 自动生产时不显示认识影像。零件相机窗口不显示任何影像, 呈灰色状态。
图 2.2.5-2
芯片认识时的零件相机窗口表示
设定零件资料中装着动作资料的认识重试次数和补料次数,及动作设定- 动作模式- 自动补料设定
为开启时,执行指定的认识重试次数、补料动作,仅有在最终认识失败时,在相机窗口中显示零件认
识结果和零件形状
注意: