SI-G200MK5 Operation Manual (CS).pdf - 第197页
操作篇 电 子零件 贴装 机 SI-G200MK5 系列 1-129 停止位置 选择被搬送的基板的停止位置。 後工程(后工程): 固定基板搬送固定板 的位置,相对基板的搬入方 向在后工程使基板停止。 前工程(前工程): 移动基板搬送固定板 的位置,相对基板的搬入方 向在前工程使基板停止。 搬送方向 从左向右 时不能选择 原点补正 X/Y 相对基准坐标输入坐标系的原点位置 的补正值。 通常请不要编辑。 单位:mm 设定范围:-999.99…
操作篇
电子零件贴装机 SI-G200MK5 系列
1-128
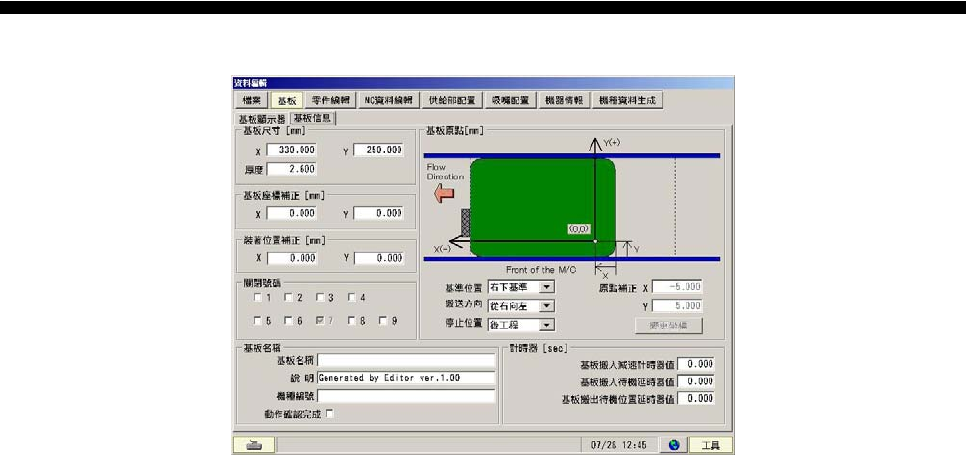
1.1.2.2 基板信息
图 1.1.2-2 数据编辑-基板-基板信息画面
基板尺寸X
输入基板的长度。
单位:mm
设定范围:0.001~999.999
基板尺寸 Y
输入基板的宽度。
单位:mm
设定范围:0.001~999.999
基板尺寸 厚度
输入基板的厚度。
单位:mm
设定范围:0~999.999
基板坐标补正 X/Y
对于基板坐标,输入微调用的 XY 的补正值。
单位:mm
设定范围:-999.999~999.999
贴装位置补正 X/Y
对于全部的贴装数据的零件贴装基板坐标,输入微调用的 XY 的补正值。
单位:mm
设定范围:-999.999~999.999
基准位置
选择作为基板原点的基准的位置。
右下基准: 从机器前面往下看基板时,把基板的右下角作为基准。
左下基准: 从机器前面往下看基板时,把基板的左下角作为基准。
搬送方向
选择基板的搬送方向
从左向右: 从机器前面看,从左侧向右侧搬送基板。
从右向左: 从机器前面看,从右侧向左侧搬送基板。

操作篇
电子零件贴装机 SI-G200MK5 系列
1-129
停止位置
选择被搬送的基板的停止位置。
後工程(后工程): 固定基板搬送固定板的位置,相对基板的搬入方向在后工程使基板停止。
前工程(前工程): 移动基板搬送固定板的位置,相对基板的搬入方向在前工程使基板停止。
搬送方向从左向右时不能选择
原点补正 X/Y
相对基准坐标输入坐标系的原点位置的补正值。
通常请不要编辑。
单位:mm
设定范围:-999.999~999.999
变更坐标
为了把基准位置不同的贴装数据的贴装位置变换成相对于现在的基准的位置,调整基板坐标的补正值。
关闭编号
贴装时当确认与关闭项目输入值相同的场合,此步骤的零件则被省略不被贴装。关闭编号不可指定为”7”。
基板搬入减速计时器值
:
输入基板搬入待机位置向贴装位置搬送时开始减速为止的时间。
单位:sec
设定范围:0~1
基板搬入待机延时器值
输入在基板搬入待机位置的延遲时间。
单位:sec
设定范围:0~1
基板搬出待机延时器值
输入在基板搬出待机位置的延遲时间。
单位:sec
设定范围:0~1
基板名称
输入基板名称
上限值 :255 文字
不能用的文字: [ " ][ , ][ ; ][全角文字]
说明
输入基板的说明
上限值:255 文字
不能用的文字:[ " ][ , ][ ; ][全角文字]
机种编号
输入机种编号
动作确认完成
进行确定动作确认完了。
操作篇
电子零件贴装机 SI-G200MK5 系列
1-130
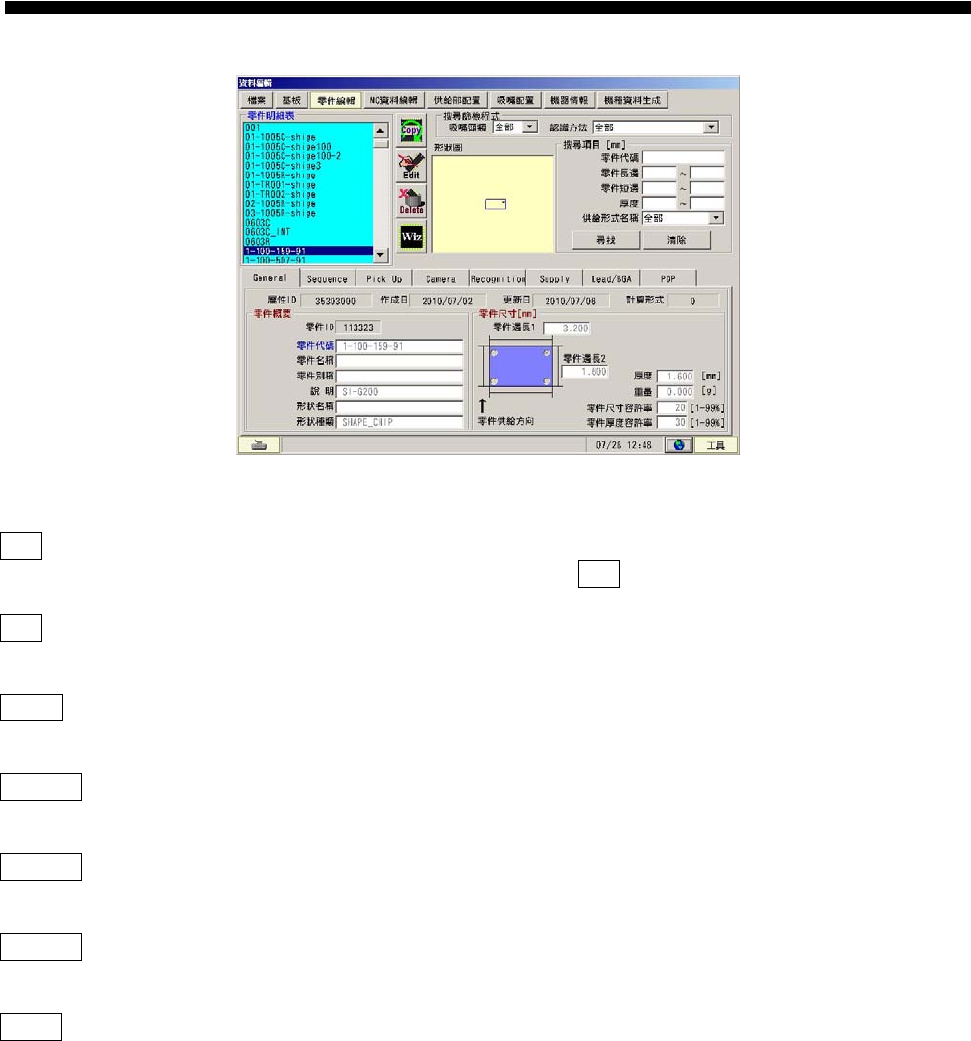
1.1.3 零件
编辑
图 1.1.3-1 数据编辑-零件编辑画面
Copy:
复制在零件表中被选择的零件数据,制作新的零件数据。点击 Copy 键,进入被复制的零件数据的编辑模式。
Edit:
进入零件表中被选择的零件数据的编辑模式。
Delete:
从零件数据库里删除零件表中被选择的零件数据。
Wiz-新建:
新建零件数据。
Wiz-编辑:
编辑零件表中被选择的零件的零件数据。
Wiz-识别:
识别零件表中被选择的零件的零件数据。
形状图 :
表示零件表中被选择的零件的形状图。零件有极性时,在极性的设定位置(右上/右下/左下/左上)用圆来表示极
性。