SI-G200MK5 Operation Manual (CS).pdf - 第249页
操作篇 电 子零件 贴装 机 SI-G200MK5 系列 1-181 1.2.8 零件长度反映画面 图 1.2.8-1 零件生成向导-零件长反映画面 零件形状 : 变 更 前 表示零件长度变更前的数值。 变更后 : 表示零件长度变更后的数 值(输入值)。 选择全部“变更前” : 选择变更前的全部数值作为零件形状 的设定值。 选择全部“变更后” : 选择变更后的全部数值作为零件形状 的设定值。 顺序 : 变 更 前 : 表示零件管理表的登…

操作篇
电子零件贴装机 SI-G200MK5 系列
1-180
择代表点进行本体识别。本体辅助样本取得越大所需识别时间越短。此功能仅在选择本体辅助样本自动确认
时有效。
本体辅助样本自动检查 :
设定是否自动计算适当本体辅助样本。
本体判定临界值
:
使用本体粗定位时,为了判断是否用本体定位而设定的临界值。
在粗定位中利用本体
:
设定计算零件大致位置时,是否使用本体的信息。当明确显现出本体时有效。当本体检出失败时,自动转移到
使用焊脚的定位处理。没有焊脚的异形零件因为无法通过焊脚进行定位,一定要在粗定位时使用本体。
检查焊脚缺损
:
检查焊脚的欠缺,在无法找到数据定义的焊脚时,设定是否将识别判定NG。若将确认定为无效则与识别OK/NG
基准无关,变为所有焊脚检出的条件。
进行多余的焊脚的确认 :
确认时,实际零件的焊脚数比作为零件数据定义的焊脚数多时,根据多余的焊脚的检出进行作为识别NG 的
E x t r aLe a d 检出。
扫描接地面的位置
:
设定是否确认被检出焊脚的所有位置都在零件数据上定义的位置。
若定确认无效,焊脚位置不再成为判断识别
OK/NG 的基准。
在定位的过程中使用设定焊脚 :
设定在探求设定焊脚时,是否进行设定焊脚的整列。在通常情况下,请选中。但是,发生识别错误,设定焊脚
重复时,本体内存在设定焊脚的情况下,请不要选中。
高精度模式
:
设定是否为了得到更正确的识别结果而在高精度模式下测定焊脚前端。
操作篇
电子零件贴装机 SI-G200MK5 系列
1-181
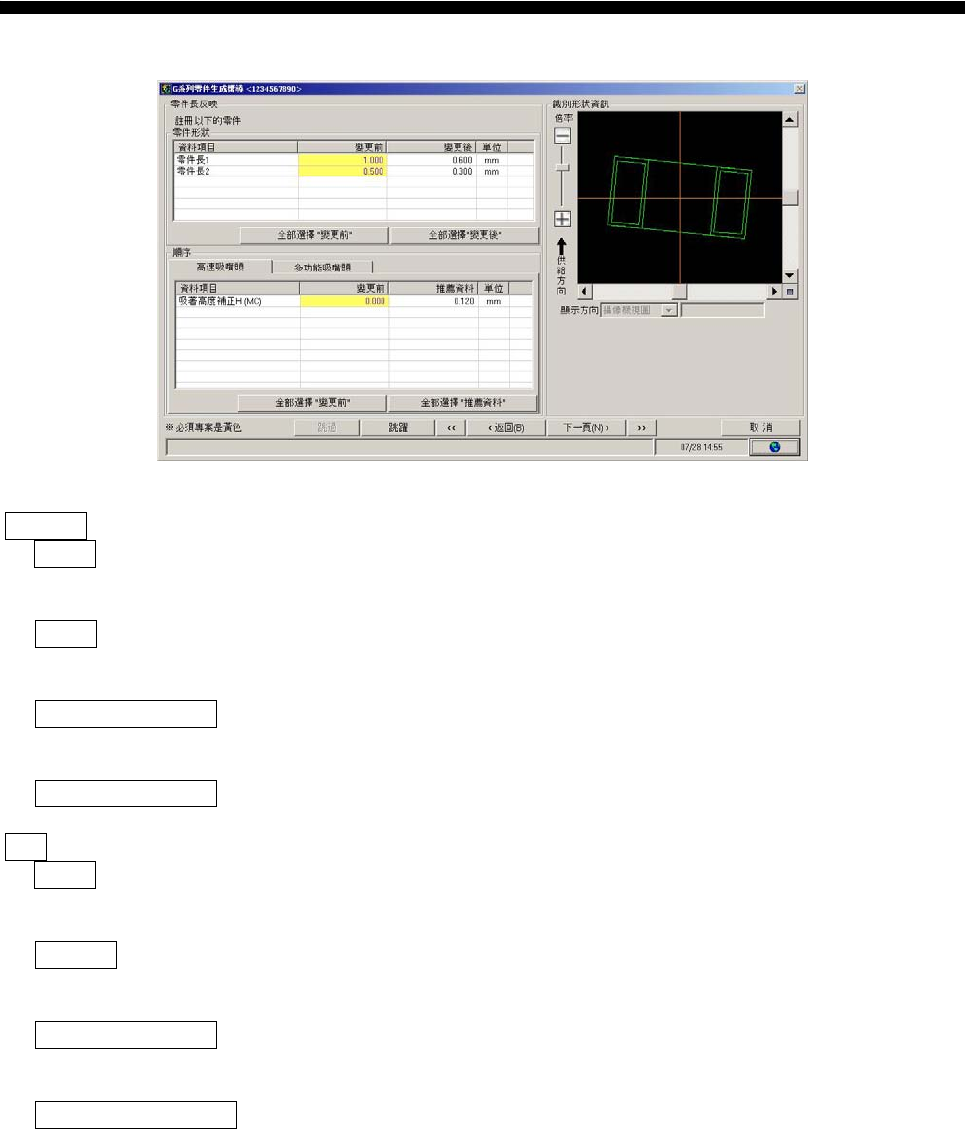
1.2.8 零件长度反映画面
图 1.2.8-1 零件生成向导-零件长反映画面
零件形状 :
变更前
表示零件长度变更前的数值。
变更后 :
表示零件长度变更后的数值(输入值)。
选择全部“变更前” :
选择变更前的全部数值作为零件形状的设定值。
选择全部“变更后” :
选择变更后的全部数值作为零件形状的设定值。
顺序 :
变更前 :
表示零件管理表的登录值或者在吸着·废弃画面的输入值。
推荐数据 :
表示运动数据生成时的推荐值。
选择全部“变更前” :
选择全部变更前的数据作为顺序的设定值。
选择全部“推荐数据” :
选择全部的推荐数据作为顺序的设定值。
操作篇
电子零件贴装机 SI-G200MK5 系列
1-182
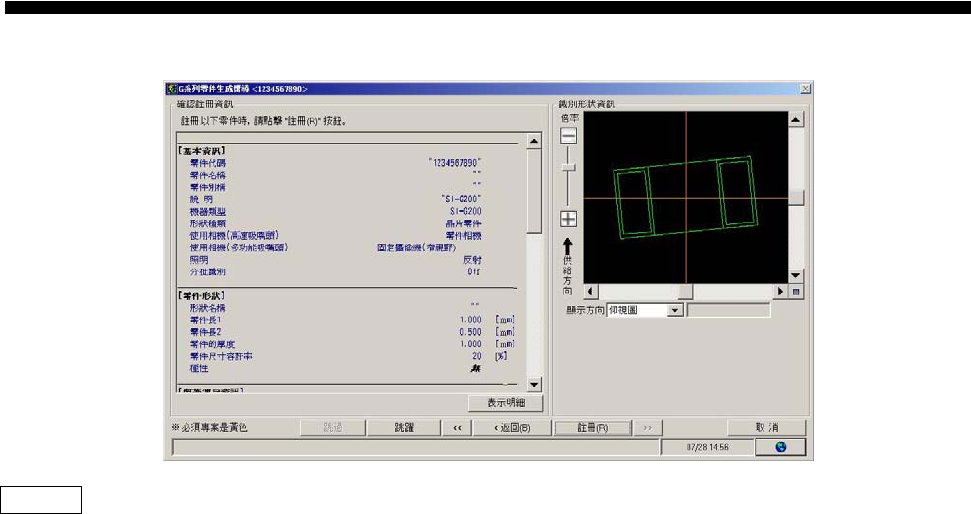
1.2.9 登录信息的确认画面
图 1.2.9-1 零件生成向导-登录信息画面
详细表示 :
表示所登录零件的详细信息。