SI-G200MK5 Operation Manual (CS).pdf - 第179页
操作編 电子零件贴装机 SI-G 200MK5 系列 1 - 111 3.2.1.6 轨道宽度调整 开始轨道宽度的调整前,请确认轨道 上已无基板。在轨道上有基 板时,请全部取除。 依顺序点击 手動操作 ( 手动操作 ) 画面 → 基板搬送 ( 基板搬送 ) 标签,点击画面上的本文框中 軌道寬度調整 ( 轨道宽度调整 ) 钮,会表示以下 軌道寬度調整 ( 轨道宽度调整 ) 对话框 。 图 3.2.1.6-1 軌道寬度調整 ( 轨道宽度调整…
操作編
电子零件贴装机 SI-G200MK5 系列
1-110
3.2.1.4 固定板装置操作
在装着位置矫正基板弯曲的固定板装置的操作。
使固定板装置上升时
点击装置图旁的 固定板上昇
( 固定板上升) 钮。固定板装置上升并停止在上升端。
使固定板装置下降时
点击装置图旁的 固定板下降
( 固定板下降) 钮。固定板装置下降并停止在下降端。
有关固定板装置的表示色
:
黄色: 上升
白色: 下降
3.2.1.5 停止器操作
在基板的装着位置
( 前进端面) 操作定位的停止器。
使停止器上升时
点击装置图旁的 停止器上昇
( 停止器上升) 钮。停止器上升并停止在上升端。
使停止器下降时
点击装置图旁的 停止器下降
( 停止器下降) 钮。停止器下降并停止在下降端。
有关停止器的表示颜色
黄色: 上升
白色: 下降
操作編
电子零件贴装机 SI-G200MK5 系列
1-111
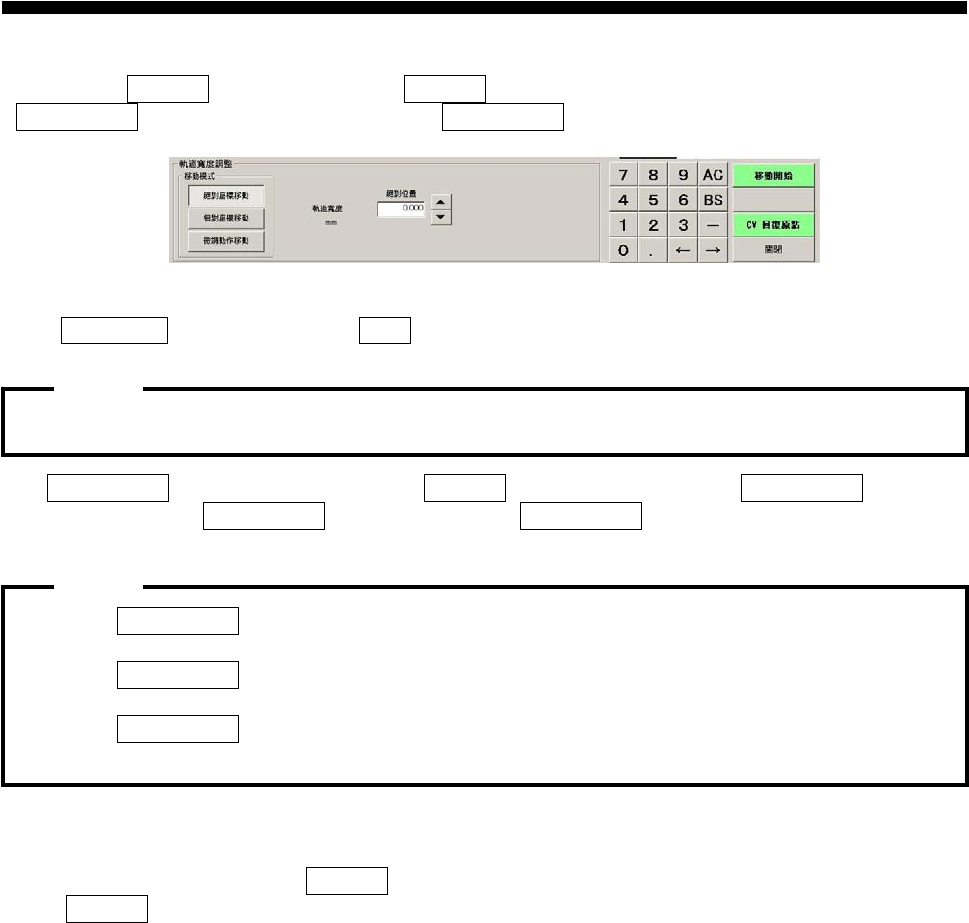
3.2.1.6 轨道宽度调整
开始轨道宽度的调整前,请确认轨道上已无基板。在轨道上有基板时,请全部取除。
依顺序点击 手動操作
(手动操作) 画面 → 基板搬送 (基板搬送) 标签,点击画面上的本文框中
軌道寬度調整 (轨道宽度调整) 钮,会表示以下 軌道寬度調整 (轨道宽度调整) 对话框。
图 3.2.1.6-1
軌道寬度調整 ( 轨道宽度调整) 画面
点击 CV 原点復帰
键,按操作面板的 START 键,轨道宽度回复至原点的位置
由 軌道寬度調整
( 轨道宽度调整) 对话框的 移動模式 ( 移动模式) 框中,点击 絕對座標移動
( 绝对坐标移动) 、 相對座標移動 ( 相对坐标移动) 、 微調動作移動 ( 微调动作移动) 任一希望
的钮。
在绝对坐标移动及相对坐标移动的各个对话框中, 输入到达位置或移动量的数值, 移动输入的值后的轨道宽
度为表示出轨道宽度的值,若与 基板搬送
( 基板搬送) 标签画面中表示的轨道宽度的值有误差时,请参照表
示在 基板搬送 ( 基板搬送) 标签画面上实际位置。
在执行轨道宽度调整操作的前, 有时轨道宽度必须回复到原点位
。
注意:
· 所谓 絕對座標移動
(
绝对坐标移动
)
为将
SI-G200MK5
的基准点当原点,往目标点移动。
无论现在位置在何处,均会移动至目标点。
· 所谓 相對座標移動
(
相对坐标移动
)
为以现在位置当起始点,只移动指定的距离。即使相同
移动距离
,
若现在位置不同时, 其到达位置亦会不同。
· 所谓 微調動作移動
(
微调动作移动
)
为使用游标来执行
XY
轴移动。按游标时会立即微动,
连续按时即连续移动。
注意:
操作編
电子零件贴装机 SI-G200MK5 系列
1-112
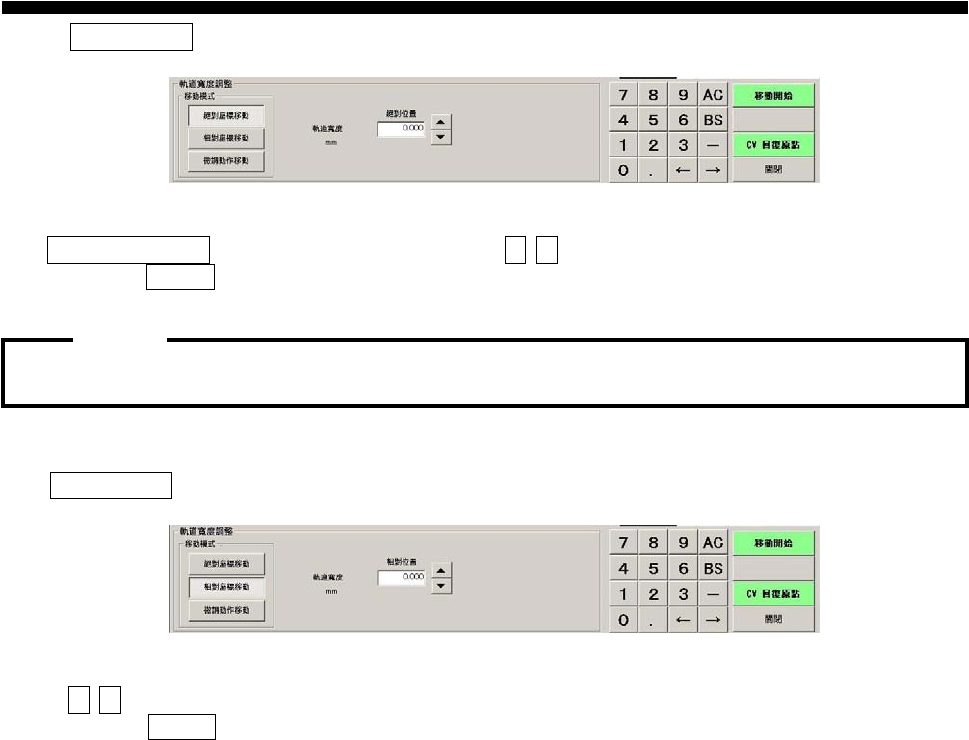
(1) 絕對座標移動 ( 绝对坐标移动) ( 轨道宽度)
图 3.2.1.6-2 絶対移動
在 軌道寬度絕對位置
( 轨道宽度绝对位置) 框中操作 ▲ ▼ 的调整钮, 指定目标宽度。
按操作面板的 START 钮。移动轨道至目标宽度。
(2) 相對座標移動
( 相对坐标移动) ( 轨道宽度
图 3.2.1.6-3 相対移動
操作 ▲ ▼ 的调整钮, 指定由现在轨道宽度开始移动的距离。
按操作面板的 START 钮时, 轨道只移动指定的距离。
正( + ) 值时轨道宽度变大、负( - ) 值时轨道宽度变窄。
轨道移动中,按操作面板的 STOP 钮时,立即停止
。
注意: