SI-G200MK5 Operation Manual (CS).pdf - 第126页
操作篇 电子零件贴装机 SI-G 200MK5 系列 1-58 . 没有确认零件交换条形码时 在零件交换供给部处确认 完了 。 复数供给部发生缺件时,交换完毕后全部换完 处确认,表示 完了 确认后点击 交换完了 。 此时如有未正确安装好的供给器是, 会显示无效, 零件交换 对话框再次显示 重新确认供给器,再次打开零件交换 对话框,确认 零件交换完了 。 .确认零件交换条形码设定为 TypeA、TypeB、TypeC、TypeS 时 零件…
操作篇
电子零件贴装机 SI-G200MK5 系列
1-57
(3)零件缺料
发生零件缺料情况时,表示其零件供给位置号码于 零件缺料 框内且供料器配置图内的供料器的颜色变为红
色, 右侧列表的供料器号码行亦同样变为红色。有关零件缺料发生时的操作步骤及详细动作, 请参照“ 2 . 5 .
2
供料器交换”。
(4)吸着率低下
在 日志 菜单→ 生产管理信息 标签的 零件供给部群组 框中表示每个供给位置的吸着率,如吸着率低于警
告标准(%) 时,其于 吸着率低下 文本框内会将供料器配置图内的供料器颜色变为橙色。
若生产管理信息的吸着率改善至吸着率低下警告标准以上时, 此吸着率低下警告自动解除并重设各表示状况。
2.5.2 零件交换工序
送料器在使用中,不需自动停止即可交换零件。
[操作功能]
只交换零件缺料的供料器, 未从 SI-G200MK5
取出操作的台车, 只交换台车上的供料器。
[操作顺序]
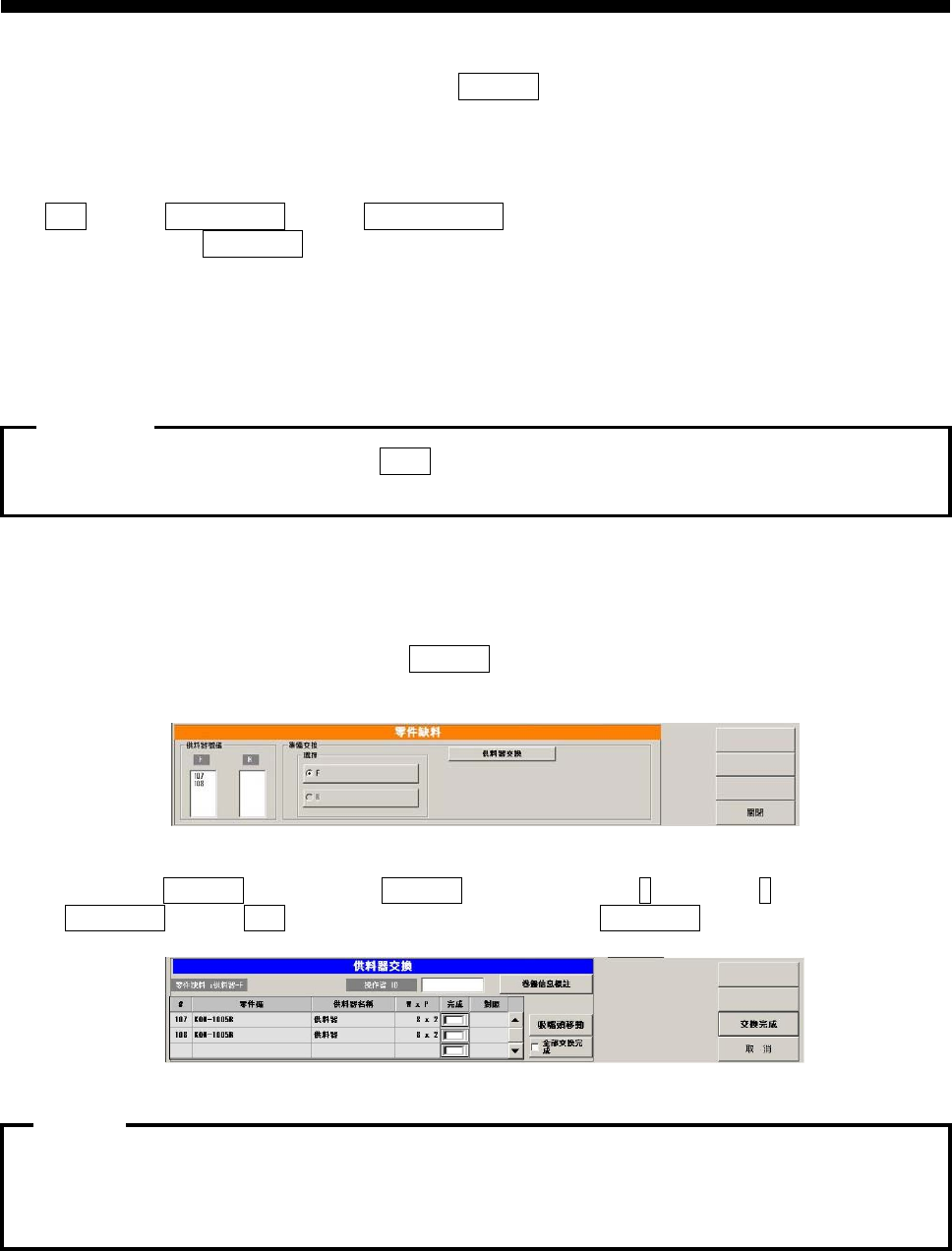
自动运转中发生零件缺料时, 会出现以下的 零件缺料 对话框。
同时装着贴装头移至待机位置。
图
2.5.2-1 零件缺料
前侧及后侧均有 零件缺料 的情况,点击 准备交换 框的零件交换侧的 F (前侧) 或 R (后侧) 选配键。
点击 供料器交换 键时, 关闭 零件缺料 对话框, 会出现以下的 供料器交换 对话框
图
2.5.2-2 零件交换
若不是在零件缺料停止中,或是已按下 STOP 键处于停止状态时,无法交换供料器。
注意:
无论是哪种类型的交换零件条码确认都需确认后检查贴装机的门。如门未关则会表示无效显示,零件表示
未
在此场合,请确认后门的状态后,重新完成零件交换。
注意:
操作篇
电子零件贴装机 SI-G200MK5 系列
1-58
.没有确认零件交换条形码时
在零件交换供给部处确认完了。
复数供给部发生缺件时,交换完毕后全部换完处确认,表示完了
确认后点击交换完了。
此时如有未正确安装好的供给器是,会显示无效,零件交换对话框再次显示
重新确认供给器,再次打开零件交换对话框,确认零件交换完了。
.确认零件交换条形码设定为 TypeA、TypeB、TypeC、TypeS 时
零件交换对话框显示后,读取操作者本身的ID 条形码。
零件交换对话框内显示的供给部的零件更换。
零件更换后在 完了 栏打钩。
更换多数的零件后,在 全部交换 栏打钩可表示对 完了 栏打钩。
对未打钩的供给部不进行对照,请注意。
点击 交换完成 键出现无效时,确认送料器之后再行操作。
零件型号、不规则码、生产批号等出现无效显示时,有可能是送料器内数据有问题,请回到送料器部检查数据。
列表无需以从上往下的顺序进行交换, 请按简易顺序作业。
注意:
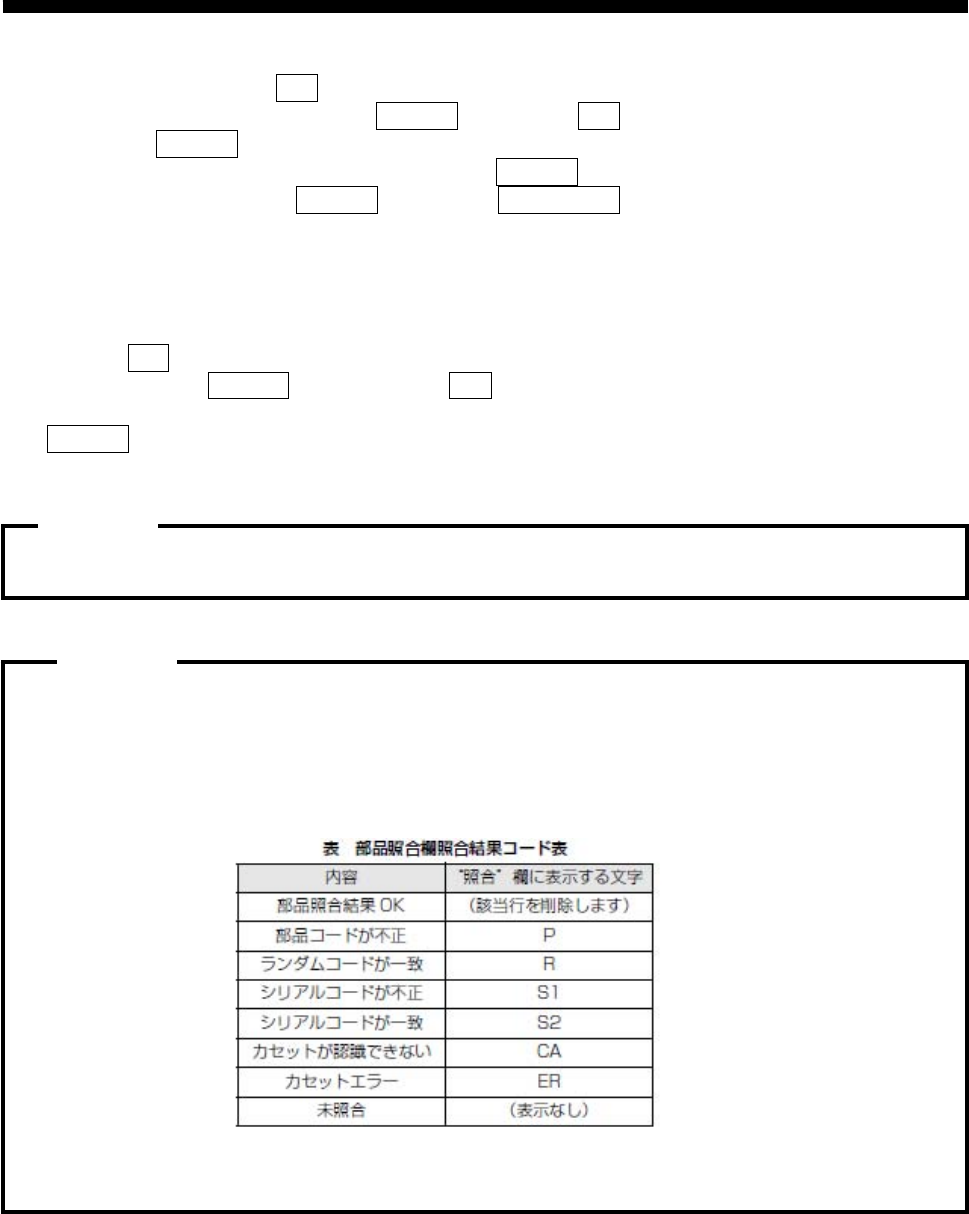
为防止零件选错,请与交换后的零件交换条码确认中设定的类型进行检查。
TypeA : 确认交换后写人供给器中的零件号码
TypeB : 确认交换后写人供给器中的零件号码
TypeC : 确认交换后写人供给器中的零件号码
TypeS : 根据用户审定的条码式样确认交换后写人供给器中的零件号码和无规则号码
NOTE:
操作篇
电子零件贴装机 SI-G200MK5 系列
1-59
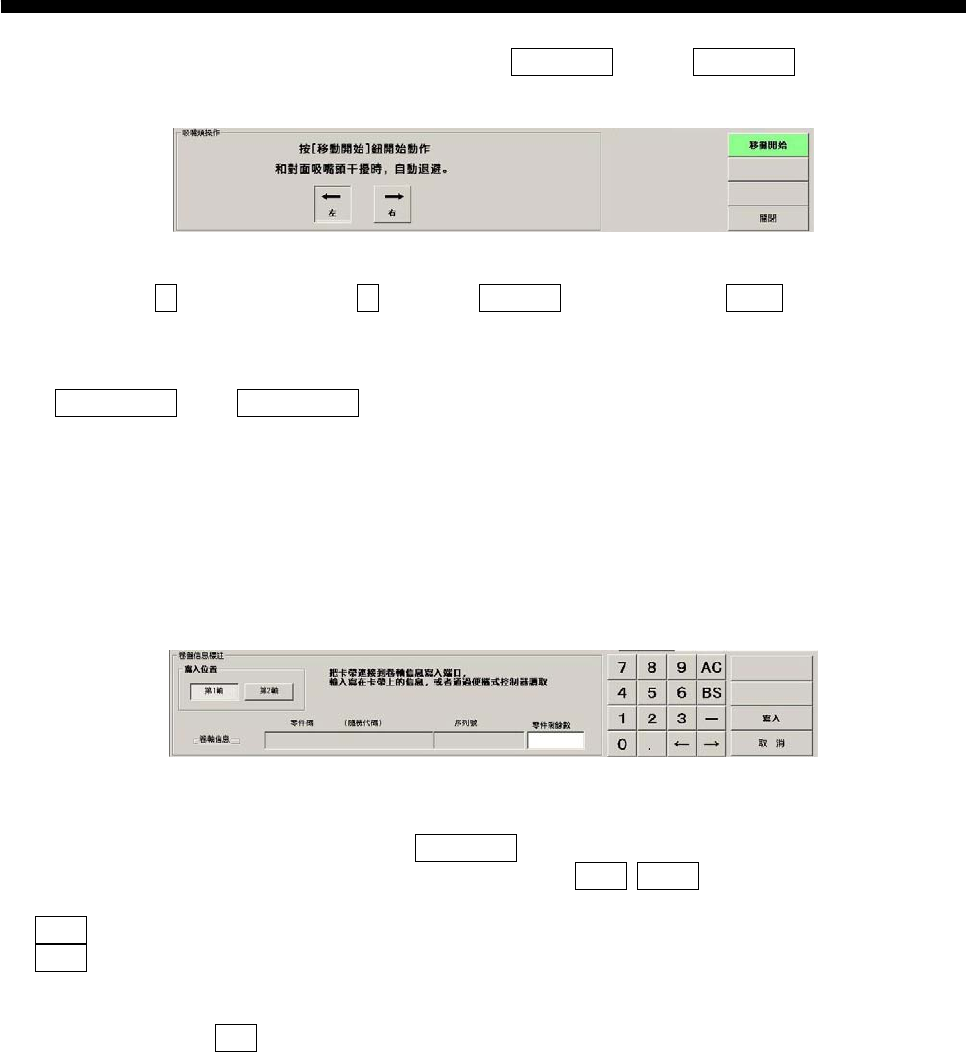
当要交换的供给器因在吸嘴头附近而交换困难时,可点击供给器交换对话框的吸嘴头移动。出现以下吸嘴头待
机移动对话框
图 2.5.2-3 吸嘴头回避
向左移动时点击左健、向右移动时点击右健,再点击移动开始,然后操作屏幕上 START 的,将吸嘴头移动。
利用副画面从 SI-G200MK5 取出被指定位置上的供给器,再将交换台车侧面的供给器装往交换台。
点击输入卷轴信息,显示输入卷轴信息对话框。
关于操作、由零件交换条码确认设定的类型而不同。
(1) 不需零件交换条码检查时
无零件交换条码检查时只对交换对象供给器是否安装正确作确认。
[操作顺序]
零件余数与输入处的设定。
图 2.5.2-4 输入卷轴信息
将对象零件的剩余数以数字键盘后键盘输入到零件剩余数。
双供给器时在框内项目中设定对哪只轴进行输入。作为输入轴从第1轴 第2轴中选择其一并点击。
第1轴:供给器左侧的供给部安装于贴装机时的奇数供给器。
第2轴:供给器右侧的供给部安装于贴装机时的偶数供给器
如想要对两轴输入相同信息时也需要进行分别输入。两轴不能同时输入信息。
以上的设定完成后点击输入即对供给器实行输入。