SI-G200MK5 Operation Manual (CS).pdf - 第347页
保养篇 2. 维修检查 电子零件装着机 SI-G20 0MK5 (CS) 2-35 4. 手动操作使吸嘴头部移动到 X 轴的左右中 央位置。 ①按 手動操作 (手动操作)菜单、 軸操作 (轴操作)标签、 XY 钮的顺序点击,显示 XY 轴的操作画面。 ② 点 击移动模式中的 微調動作移動 (微调动作移动)钮。 ③ 按 右边的光标钮、将吸嘴头部 微調動作移動 (微调动作移动)到左右中 央位置。 ④点 击 結束 (结束)钮、关 闭 XY 轴…
保养篇
2. 维修检查
2-34
电子零件装着机
SI-G200MK5 (CS)
“吸嘴相位调整”
本作业要在前侧、及后侧的两个吸嘴头处进行作业。
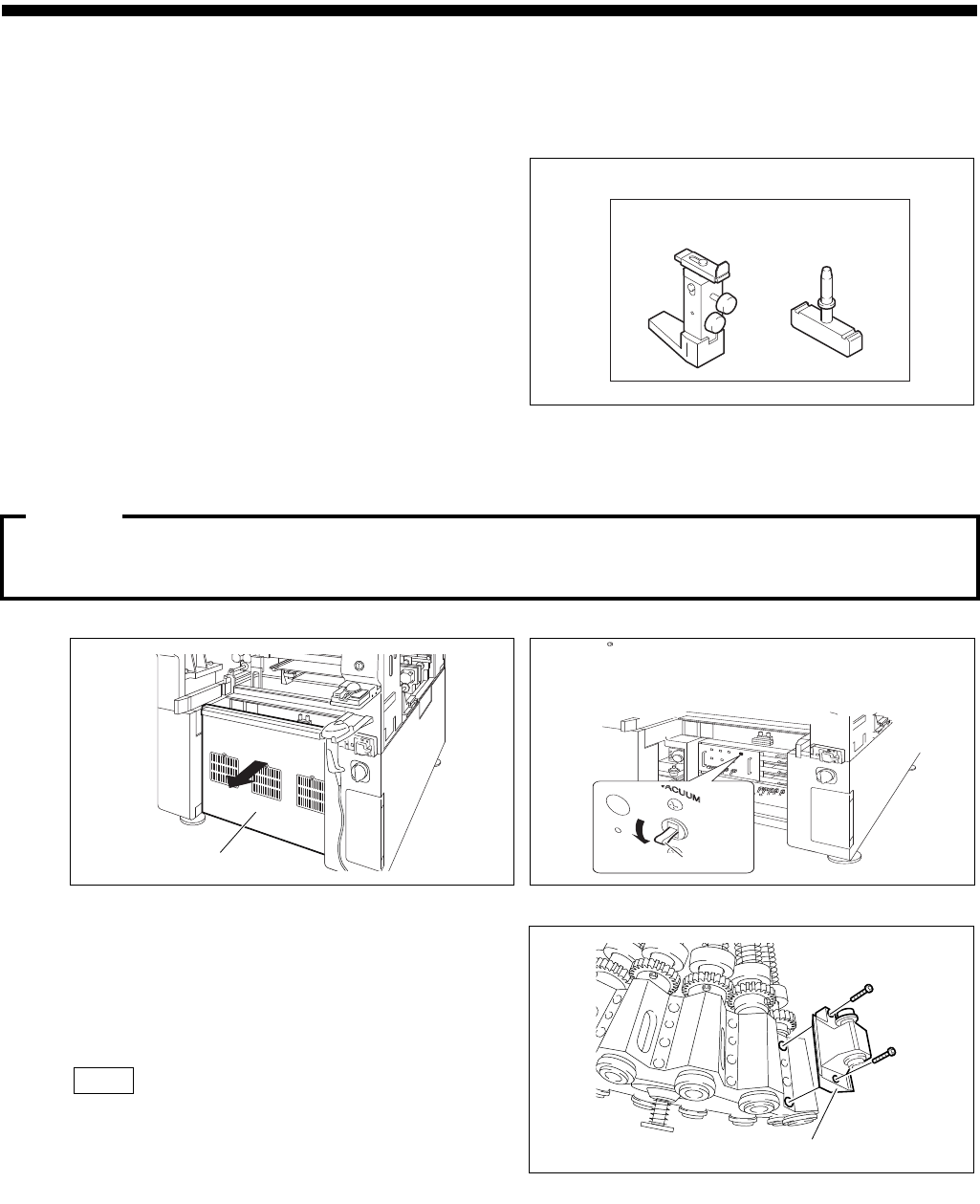
[必需的工具]
吸嘴相位调整治具 (
A-1244-685-A)
定位治具 (
2-515-525-01)
杠杆式百分表
扭矩螺丝刀 (
10cNm,对边尺寸 1.27mm)
[作业顺序]
1. 使 VACUUM 断路器处于 OFF 状态。
(如
VACUUM 断路器已是 OFF 状态的
场合、则进入顺序
2。)
① 拆下装置背面的下部面板。
② 使电源装置的
VACUUM 断路器处于 OFF 状态。
为了防止吸入机械阀上的垃圾、灰尘等,在拆下机械阀前要先将
VACUUM
断路器置于
OFF
状态。
2. 拆下所有的机械阀。
(没有安装机械阀时、请进入顺序
3。)
①旋松
2 根螺丝帽、拆下机械阀。
② 手动操作旋转旋转座、按顺序拆下所有
的机械阀。
3. 在显示 HI 画面的状态,按操作面板的
ORG 钮、回复装置的原点。
下部面板
VACUUM 断路器
机械阀
小心 :
保养篇
2. 维修检查
电子零件装着机 SI-G200MK5 (CS)
2-35
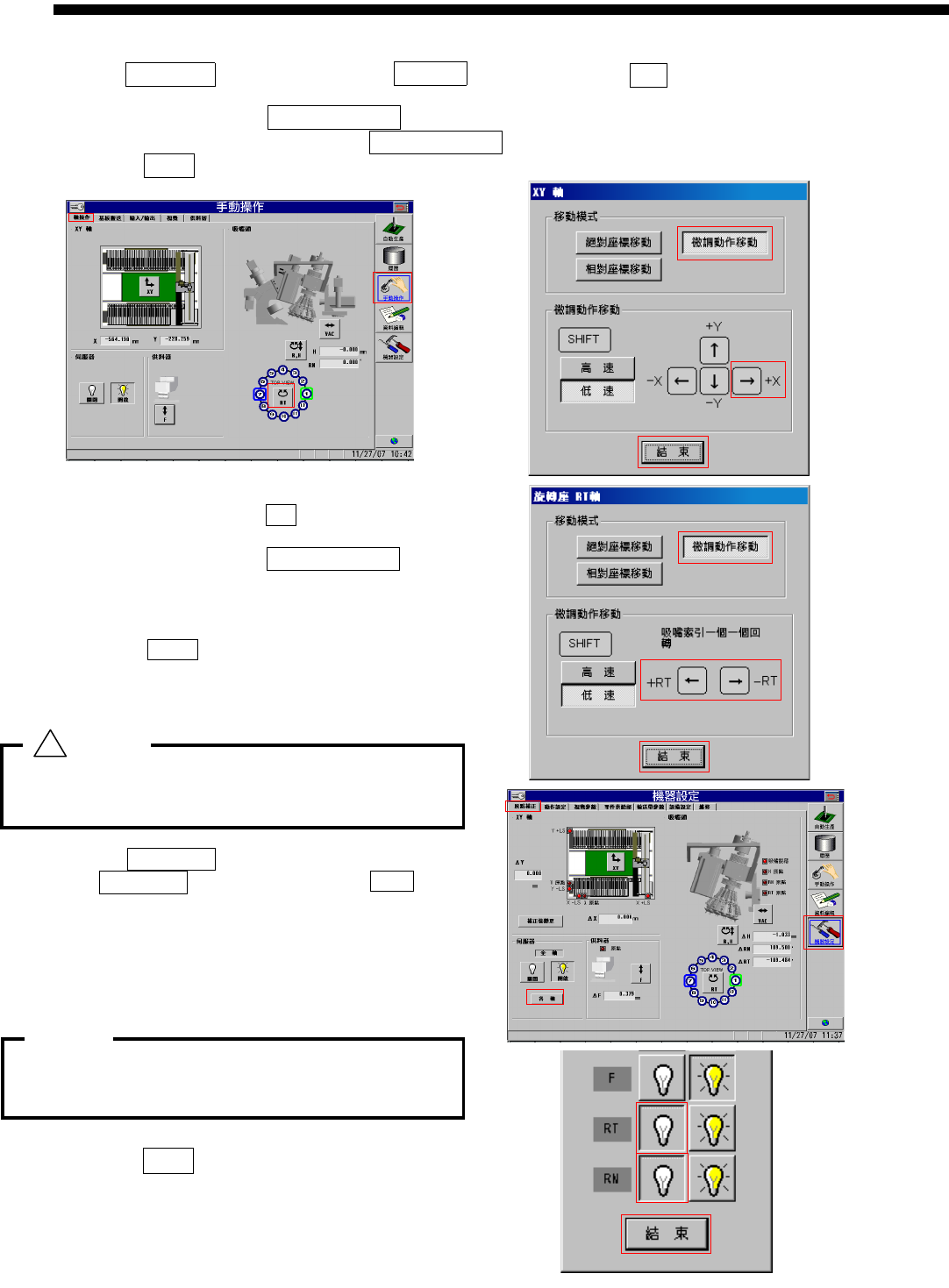
4. 手动操作使吸嘴头部移动到 X 轴的左右中央位置。
①按
手動操作 (手动操作)菜单、軸操作 (轴操作)标签、 XY 钮的顺序点击,显示 XY
轴的操作画面。
② 点击移动模式中的
微調動作移動 (微调动作移动)钮。
③ 按右边的光标钮、将吸嘴头部
微調動作移動 (微调动作移动)到左右中央位置。
④点击
結束 (结束)钮、关闭 XY 轴画面。
5. 使旋转座 No.1 移动到跟前。
① 点击轴操作画面的 RT 钮、显示旋转
座
RT 轴的操作画面。
② 点击移动模式中的
微調動作移動 (微
调动作移动)钮。
③ 按住左右光标钮、使旋转座
No.1 移动
到跟前。
点击 結束 (结束)钮,关闭旋转座
RT 轴画面。
6. 使 RN、 RT 的伺服器处于关闭状态。
不切断伺服器进行作业,则手及指头等可能会
被卷入到小齿轮中。在作业前必须使伺服器处
于关闭状态。
①按 機器設定 (机器设定)菜单、
原點補正 (原点补正)标签→各軸
( 各轴 ) 钮的顺序点击。显示各轴伺
服器画面。
②点击
RT 和 RN 的伺服器关闭钮、关闭
RT、 RN 的伺服器。
伺服器关闭时,钮的响应时间将变慢,因此
需确认按钮确实被按下,显示钮按下后被
切换的画面。
③点击 結束 (结束)钮,关闭各轴伺服
器画面。
警告 :
!
POINT:
保养篇
2. 维修检查
2-36
电子零件装着机
SI-G200MK5 (CS)
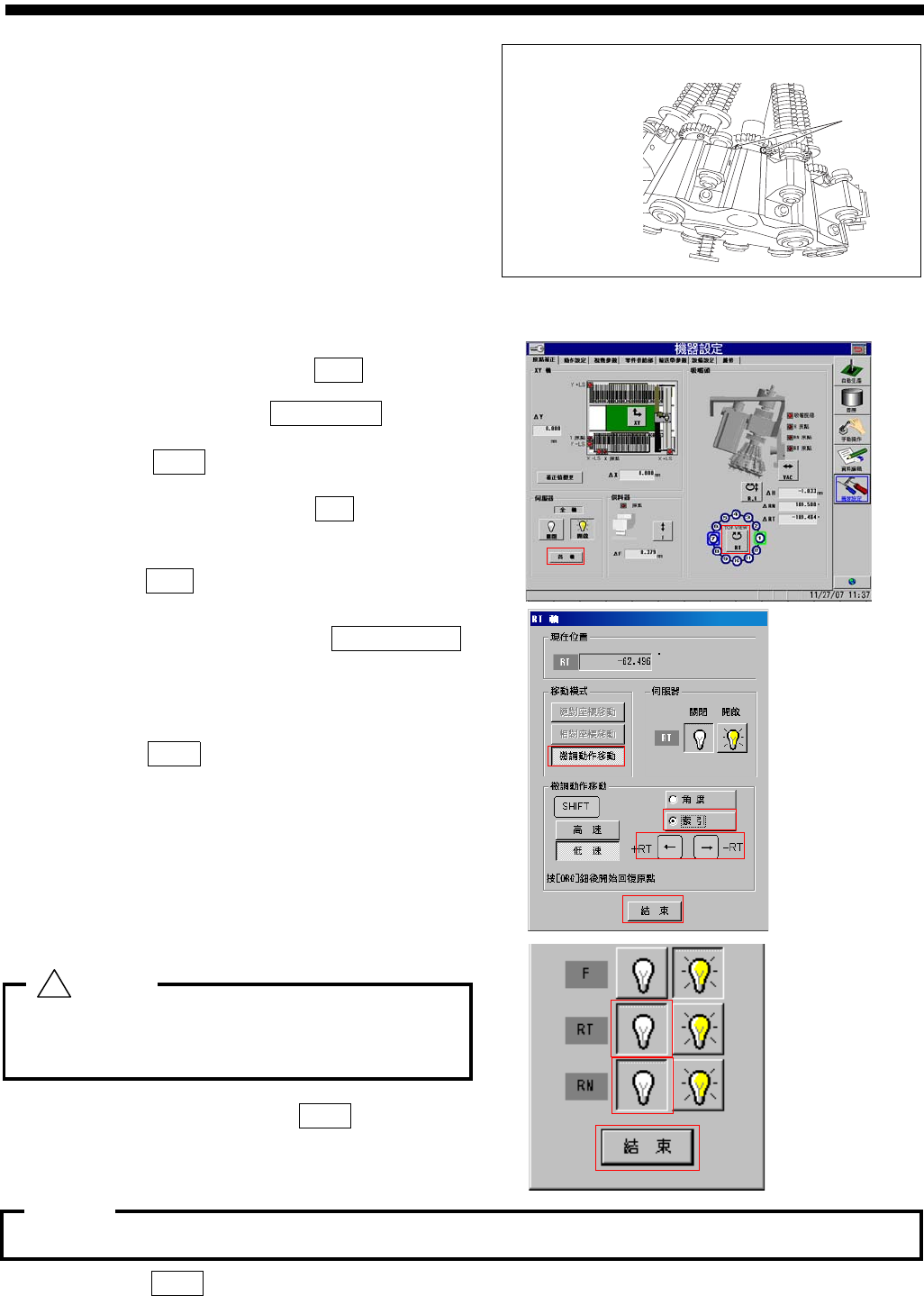
7.
旋松旋转座 No.1 小齿轮的 2 根螺丝。
8. 进行 RT 轴原点复位操作。
① 在原点偏移画面中点击各軸 (各轴)
钮,显示各轴伺服器画面。
②点击
RT 和 RN 的 伺服器開啟 ( 伺服
器开启
) 钮使伺服变为开启状态。
③点击
結束 (结束)钮,关闭各轴伺服
器画面。
④ 在原点偏移画面中点击
RT 钮。
显示
RT 轴的操作画面。
⑤ 在显示
RT 轴画面的状态下,点击操作面
板的
ORG 钮。使 RT 轴回复到原点。
9. 将旋转座 No.1 移动到跟前。
①
在
RT
轴的操作画面点击
微調動作移動
(微调动作移动)钮
。
② 点击索引的复选框。
③ 按住左右光标钮,将旋转座
No.1 移动
到跟前。
④点击
結束 (结束)钮,关闭 RT 轴
画面。
10. 使 RN、 RT 的伺服器处于关闭状态。
不切断伺服器进行,则手及指头等可能会被卷
入到小齿轮中。在作业前必须使伺服器处于关
闭状态。
① 点击原点偏移画面的 各軸 (各轴)
钮,显示各轴伺服器画面。
②点击
RT 和 RN 伺服器的关闭钮,关闭
RT、 RN 的伺服器。
伺服器关闭时,钮的响应时间将变慢,因此需确认钮确实被按下,画面已被切换。
③点击 結束 (结束)钮,关闭各轴伺服器画面。
螺丝
警告 :
!
POINT: