SI-G200MK5 Operation Manual (CS).pdf - 第177页
操作編 电子零件贴装机 SI-G 200MK5 系列 1-109 3.2.1.1 搬入轨道运转 ( 使用 搬入軌道運轉 ( 搬 入轨道运转 ) 框 ) 选择运转速度时, 点击 搬入軌道運轉 ( 搬入轨道运转 ) 框内的 高速 ( 高速 ) 或 低速 ( 低速 ) 钮 。 欲使搬出方向 ( 正方向 ) 的轨道动作时 点击 搬入軌道運轉 ( 搬入轨道运转 ) 框内的 钮。搬入轨道开始运转 。 欲使搬入方向 ( 反方向 ) 的轨道动作时 点击…
操作編
电子零件贴装机 SI-G200MK5 系列
1-108
3.2.1 基板搬送轨道的操作
[概要]
调整驱动部关系着基板搬送及至装着位置的定位。
可个别操作执行如下。
· 轨道马达的驱动
· 决定基板装着位置
( 前进端) 停止器的升降
· 根据装着位置在装着高度保持基板固定板的升降
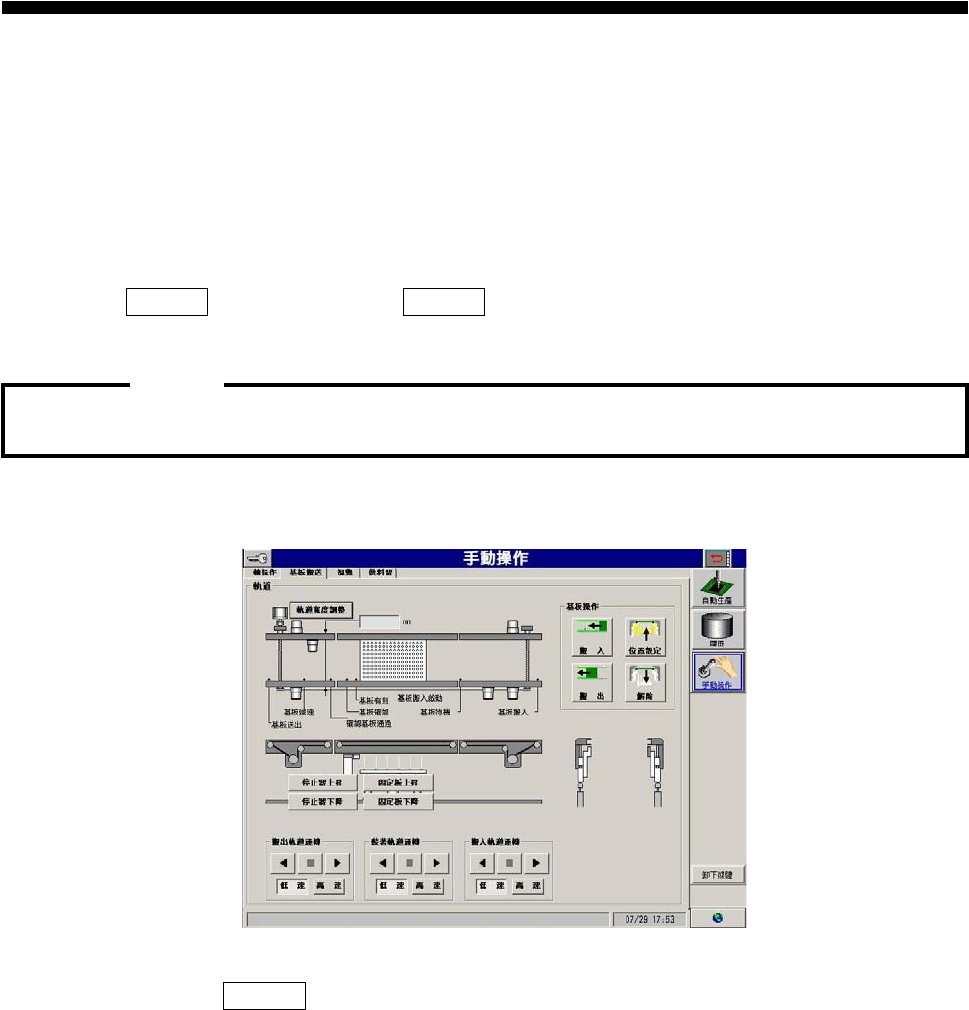
[操作顺序]
依顺序点击 手動操作
(手动操作) 画面 → 基板搬送 (基板搬送) 子目绿。会表示以下的画面。
图 3.2.1
手動操作- 基板搬送 ( 手动操作- 基板搬送) 画面
选择右流
( ← )规格时的 基板搬送 (基板搬送) 画面。
基板的进行方向在 SI-G200MK5 有左流向( → ) 及右流向( ← )2 种规格。依规格会出现不同画面
。
注意:
操作編
电子零件贴装机 SI-G200MK5 系列
1-109
3.2.1.1 搬入轨道运转( 使用 搬入軌道運轉 ( 搬入轨道运转) 框)
选择运转速度时, 点击 搬入軌道運轉 (搬入轨道运转) 框内的 高速 (高速) 或 低速 (低速)钮。
欲使搬出方向
( 正方向) 的轨道动作时
点击 搬入軌道運轉
( 搬入轨道运转) 框内的 钮。搬入轨道开始运转。
欲使搬入方向( 反方向) 的轨道动作时
点击 搬入軌道運轉
( 搬入轨道运转) 框内的 钮。搬入轨道开始运转。
停止轨道时
点击 搬入軌道運轉
( 搬入轨道运转) 框内的 钮。搬入轨道停止运す。
关于轨道的表示颜色:
绿色: 正方向
(搬出方向) 运转
黄色: 逆方向
(搬入方向) 运转
白色: 停止
3.2.1.2 装着轨道运转
( 使用 裝著軌道運轉 ( 装着轨道运转) 框)
运转速度的选择时,点击 裝著軌道運轉 ( 装着轨道运转) 框内的 高速 (高速) 或 低速 (低速)钮。
欲使搬出方向( 正方向) 的轨道动作时
点击 裝著軌道運轉
( 装着轨道运转) 框内的 钮。装着轨道开始运转。
欲使搬入方向( 反方向) 的轨道动作时
点击 裝著軌道運轉
( 装着轨道运转) 框内的 钮。装着轨道开始运。
停止轨道时
点击 裝著軌道運轉
( 装着轨道运转) 框内的 钮。装着轨道停止运。
关于轨道的表示颜色
绿色: 正方向
( 搬出方向) 运转
黄色: 逆方向
( 搬入方向) 运转
白色: 停止
3.2.1.3搬出轨道运转
( 使用 搬出軌道運轉 ( 搬出轨道运转) 框)
运转速度的选择时,点击 搬出軌道運轉 ( 搬出轨道运转) 框内的 高速 ( 高速) 或 低速 ( 低速)钮。
在搬出方向
( 正方向) 使轨道运转时
点击 搬出軌道運轉
( 搬出轨道运转) 框内的 钮。搬出轨道开始运转。
在搬入方向
( 反方向) 使轨道运转时
点击 搬出軌道運轉
( 搬出轨道运转) 框内的 钮。搬出轨道开始运转。
停止轨道运转时
点击 搬出軌道運轉
( 搬出轨道运转) 框内的 钮。搬出轨道停止运转。
关于轨道的表示颜色:
绿色: 正方向
( 搬出方向) 运转
黄色: 逆方向
( 搬入方向) 运转
白色: 停止
操作編
电子零件贴装机 SI-G200MK5 系列
1-110
3.2.1.4 固定板装置操作
在装着位置矫正基板弯曲的固定板装置的操作。
使固定板装置上升时
点击装置图旁的 固定板上昇
( 固定板上升) 钮。固定板装置上升并停止在上升端。
使固定板装置下降时
点击装置图旁的 固定板下降
( 固定板下降) 钮。固定板装置下降并停止在下降端。
有关固定板装置的表示色
:
黄色: 上升
白色: 下降
3.2.1.5 停止器操作
在基板的装着位置
( 前进端面) 操作定位的停止器。
使停止器上升时
点击装置图旁的 停止器上昇
( 停止器上升) 钮。停止器上升并停止在上升端。
使停止器下降时
点击装置图旁的 停止器下降
( 停止器下降) 钮。停止器下降并停止在下降端。
有关停止器的表示颜色
黄色: 上升
白色: 下降