X3_X4_Series machine.pdf - 第200页
4 Setting up and commissioning User manual SIPLACE X-Series 4.4 Setting up the placement machine Software Version SR.601.xx 11/2005 US E dition 200 4.4.6 Fitting the output conveyor 4.4.6.1 T ools – Allen ke ys, DIN 91 1…
User manual SIPLACE X-Series 4 Setting up and commissioning
Software Version SR.601.xx 11/2005 US Edition 4.4 Setting up the placement machine
199
4.4.5 Fitting the extension kits to the machine frame
4.4.5.1 Fitting the extension kit on the PCB output side
When the placement machine is delivered, the extension kit on the PCB output side and the PCB
output conveyor are dismantled. The procedure for attaching the extension kit to the PCB output
side is as follows:
– Fitting the output conveyor
see Section 4.4.6, page 200
– Fitting the extension kit on the PCB output side see Section 4.4.7, page 201
– Installing the axis unit on X2, X3 and X4 see Section 4.4.8, page 208
– Fitting the main fault indicator see Section 4.4.13, page 230
– Integrating the placement machine into the line see Section 4.4.15, page 232
– Making final adjustments to the placement machine see Section 4.4.16, page 235
4.4.5.2 Fitting the extension kit on the PCB input side
If the extension kit on the PCB input side was also removed for ease of transportation, you will
have to carry out the following steps before integrating the placement machine into the line (see
Section 4.4.15
, page 232):
– Fitting the input conveyor
see Section 4.4.9, page 215
– Fitting the extension kit on the PCB input side see Section 4.4.10, page 217
– Installing the axis unit on X2, X3 and X4 see Section 4.4.11, page 223
– Installing the axis unit on X3 and X4 see Section 4.4.12, page 228
– Fitting the main fault indicator see Section 4.4.13, page 230
– Integrating the placement machine into the line see Section 4.4.15, page 232
– Making final adjustments to the placement machine see Section 4.4.16, page 235
4 Setting up and commissioning User manual SIPLACE X-Series
4.4 Setting up the placement machine Software Version SR.601.xx 11/2005 US Edition
200
4.4.6 Fitting the output conveyor
4.4.6.1 Tools
– Allen keys, DIN 911, set
– Phillips screwdriver, size 1
4.4.6.2 Assembly
4
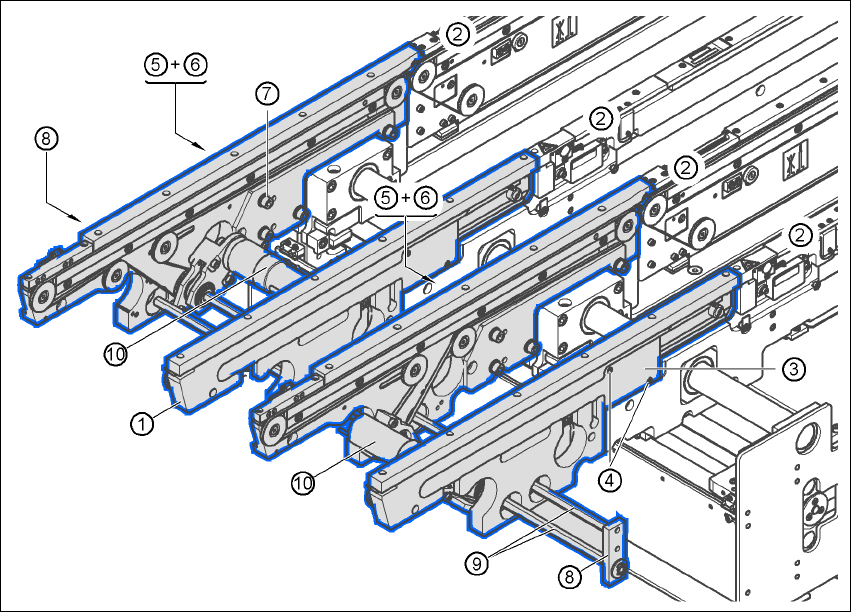
Fig. 4.4 - 7 Output conveyor - dual conveyor
(1) Panel, output conveyor
(2) Panel, processing conveyor 2
(3) Cable cover 20 x 200
(4) Countersunk screw, ISO 7046, M3x6, 2x per cable cover
(5) Cable cover 20 x 310
(6) Fillister head screw DIN 912, M3x5, 1x per cable cover
(7) Fillister head screw DIN 912, M6x16, and washer, 4x per panel
(8) Guide for hexagonal shaft
(9) Hexagonal shaft (single conveyor: one, dual conveyor: two)
(10) Drive unit
User manual SIPLACE X-Series 4 Setting up and commissioning
Software Version SR.601.xx 11/2005 US Edition 4.4 Setting up the placement machine
201
Æ Remove the cable covers (items 3 and 5 in Fig. 4.4 - 7) from the panels (item 1 in Fig. 4.4 -
7) of the output conveyor.
Æ Carefully place the panel (item 1 in Fig. 4.4 - 7) against the panel on the processing conveyor
(item 2 in Fig. 4.4 - 7
).
CAUTION 4
Be careful not to cut through any of the light barrier or drive motor cables.
Æ Fix each panel using 4 fillister head screws M6x16 and the associated washers (item 7 in Fig.
4.4 - 7
).
Æ Connect the power cable to the light barriers and drive motors.
Æ Fix the cable covers in place (item 3 and 5 in Fig. 4.4 - 7).
Æ Introduce the hexagonal shaft (item 9 in Fig. 4.4 - 7) into the drive unit (item 10 in Fig. 4.4 - 7).
Æ Make sure that the hexagonal shaft guide (item 8 in Fig. 4.4 - 7) always points towards the
conveyor side wall to which the drive unit (item 10 in Fig. 4.4 - 7
) is fixed.
4.4.7 Fitting the extension kit on the PCB output side
4.4.7.1 Tools
– Allen keys, DIN 911, set
– Machine key