X3_X4_Series machine.pdf - 第442页
7 Station extensions User manual SIPLACE X-S eries 7.14 SIPLACE pr oductivity lift Software Version S R.601.xx 11/2005 US Edition 442 7.14.3 Advantages of the productivity lif t The pro ductivity lift can r aise the pr o…
User manual SIPLACE X-Series 7 Station extensions
Software Version SR.601.xx 11/2005 US Edition 7.14 SIPLACE productivity lift
441
7.14.2 Implementing parallel placement
Lines with machines arranged in parallel take up a lot more space, so the parallel placement con-
cept was implemented with an underfloor conveyor and horizontal / vertical lift (HV shuttle). The
machines are still arranged in series, but the lift units and underfloor conveyors allow the line to
be operated in parallel. In this way, SIPLACE lines remain almost as compact as before.
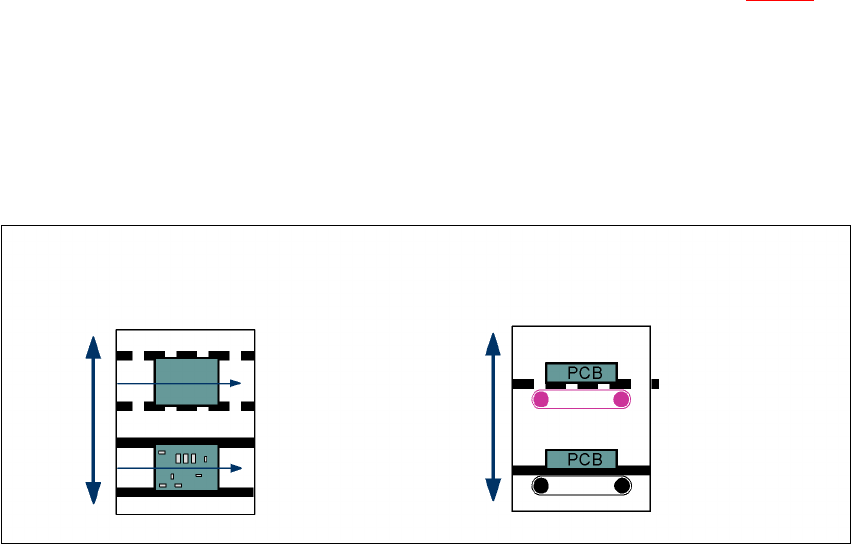
Underfloor conveyor
Two conveyor belts carry empty or placed PCBs underneath the machines (see Fig. 7.14 - 1).
The maximum component height is 17 mm.
Horizontal/vertical lift (horizontal/vertical shuttle)
There is an HV shuttle at the start of a line, between the machines and at the end of the line. It
carries the PCBs between the underfloor and processing levels, and between the two tracks on
the underfloor conveyors.
7
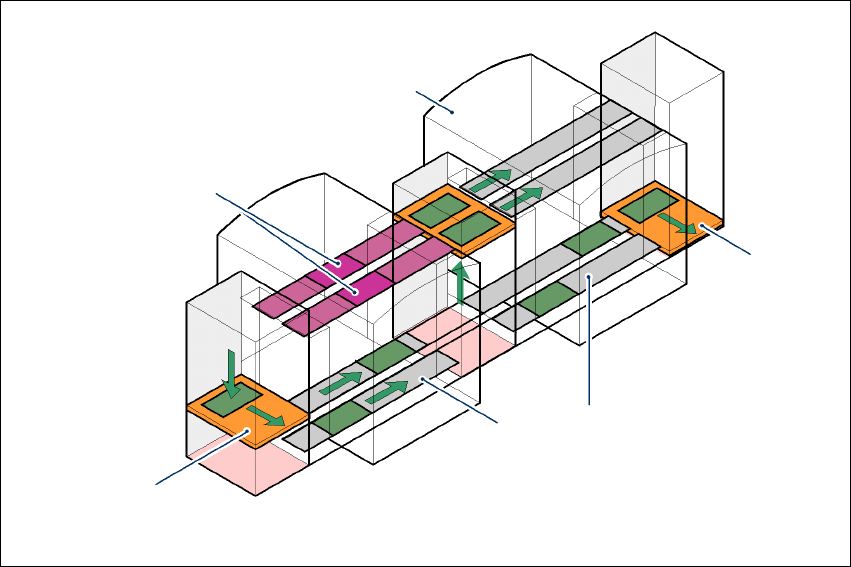
Fig. 7.14 - 2 Horizontal / vertical shuttle (HV shuttle), conveyor track change and lift function
Vertical conveyor
HV shuttle
Lift function
Horizontal conveyor
Unplaced
Placed
Standard
conveyor level
Underfloor
conveyor level
HV shuttle
Conveyor track change
7 Station extensions User manual SIPLACE X-Series
7.14 SIPLACE productivity lift Software Version SR.601.xx 11/2005 US Edition
442
7.14.3 Advantages of the productivity lift
The productivity lift can raise the productivity of a line overall because it increases the placement
rates of the machines on the line.
7
Fig. 7.14 - 3 Productivity lift – Avoiding stoppages
If lines are connected in parallel, individual machines may fail without bringing the entire line to a
standstill. It is also possible access individual machines while the rest of the line continues plac-
ing without interruption. This chaining increases the components to be placed per station and
minimizes conveyor idle times. This leads to an overall higher placement rate on the line.
This could be for
– process-related investigations or test operation
– programming PCB fiducials, package forms or test placements
– maintenance or repairs
– operating errors, such as not splicing tapes on in good time or missing components.
Another advantage is that the line can be reconfigured as required using the software, without
having to reset the machines.
Conveyor section, processing
Placement machine
Horizontal
and vertical lift
Underfloor
conveyor
Track change

User manual SIPLACE X-Series Index
11/2005 US Edition
443
Index
12 mm X tape feeder module 294
12/16 mm S tape feeder module
333
12-segment Collect&Place head
angular accuracy
132
C&P component camera, type 28 (18 x 18) digi-
tal or type 29 (27 x 27) digital, high resolution
129
checking and self-learning functions
130
component range
132
component sensor
430
component specification
132
description
129
description of the functions
130
DP axis
131
forced air valve
128
intermediate distributor board
129
nozzle types
132
set-down force
132
silencer
128
star axis
131
star drive - DR motor
129
star with 12 sleeves, star axis
128
technical data
132
turning station, DP axis
128
vacuum generator
128
valve adjustment drive
129
X/Y accuracy
132
Z axis
131
Z axis motor
129
16 mm X tape feeder module
295
1D PCB barcode scanner
417
20-nozzle Collect&Place head
"vacuum sensor holding circuit" board
120
angular accuracy
127
C&P component camera, type 23, 6 x 6, digital
121
component range
127
component sensor
121
component specification
127
compressed air connection for 20 Venturi
nozzles in the pick-up/placement and holding
circuit
120
DP drive
120
handle
121
intermediate distributor board
121
line for the exhaust air from the pressure control
valve
120
nozzle types
127
pressure control valve
120
return cylinder
120
set-down force
127
star motor
121
star with 20 nozzles
121
X/Y accuracy
127
Z motor
120
24 mm X tape feeder module
296
24/32 mm S DP tape feeder module for deep po-
ckets
335
24/32 mm S tape feeder module
334
2D PCB barcode scanner
417
3 x 8 mm S tape feeder module
331
3 x 8 mm S tape feeder module for 0201/0402 com-
ponents
332
32 mm X tape feeder module
297
44 mm S DP tape feeder module for deep pockets
337
44 mm S tape feeder module
336
44 mm X tape feeder module
298
56 mm S DP tape feeder module for deep pockets
339
56 mm S tape feeder module
338
56 mm X tape feeder module
299
6-segment Collect&Place head
angular accuracy
137
C&P component camera , type 29, 27 x 27
134
checking and self-learning functions
135
component range
137
component specification
137
description
135
description of the functions
135
DP axis
136
forced air valve
133
intermediate distributor board
134
nozzle types
137
set-down force
137
silencer
133
star axis
136
star drive - DR motor
134