YV180X Service_J.pdf - 第122页
JSD8013110 サービスマニュアル 第 4 章 4- 66 マ シ ン 調 整 モ ー ド 4 5 調整データを保存します。 「B 2 調整後データ保存」または「B 0 データ保存後終了」を選択実行して ください。 (保存したくない場合は、 「B 3 調整前データ復活」または「B 7 強制終了」を選択実行してください。 ) 参考 ここで調整したマーカー認識時のオフセット値は、マシンデータ編集モードの「精度パラメー ター」→「マルチ…
JSD8013110
サービスマニュアル
第
4
章
4-
65
マ
シ
ン
調
整
モ
ー
ド
4
3.5.5 マーカー
ヘッド部に設けられた基準マーカーを利用して部品を認識すると、 マシンの
経時変化による影響が少なくなり、常に安定した認識精度を得ることができ
ます。ここでは、基準マーカーを認識する際のオフセット値を調整する方法
を説明します。
1
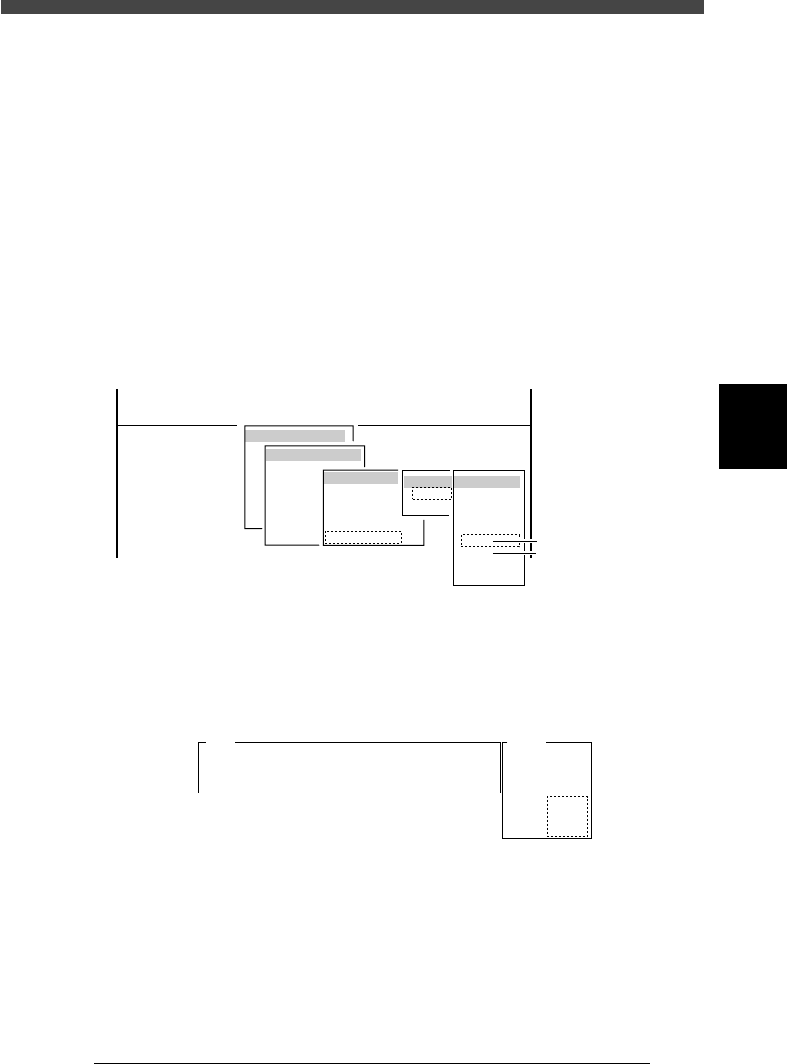
「マーカー」コマンドを実行します。
1.「3/3/B1 調整項目選択」→「マルチビューカメラ 」→「マーカー」を
選択します。
2. 調整を行う「テーブル」と「カメラ番号」を選択します。
通常、A テーブルのマルチカメラは「カメラ 5」、B テーブルは「カメ
ラ6」になっています。
46445-D8-D0
対象指定
視野 & ピント
照明光量
カメラスケール
両方向認識オフセット
マーカー
調整・検査対象
マルチビューカメラ
<<<アプリケーション>>> 3/メンテナンス/M
<<モード>> 3/マシン調整
<コマンドリスト> B/ファイル操作
B1 調整項目選択
カメラ番号
カメラ1
カメラ2
カメラ3
カメラ4
カメラ5
カメラ6
カメラ7
カメラ8
テーブル
Aテーブル
Bテーブル
Aテーブル マルチカメラ
Bテーブル マルチカメラ
2
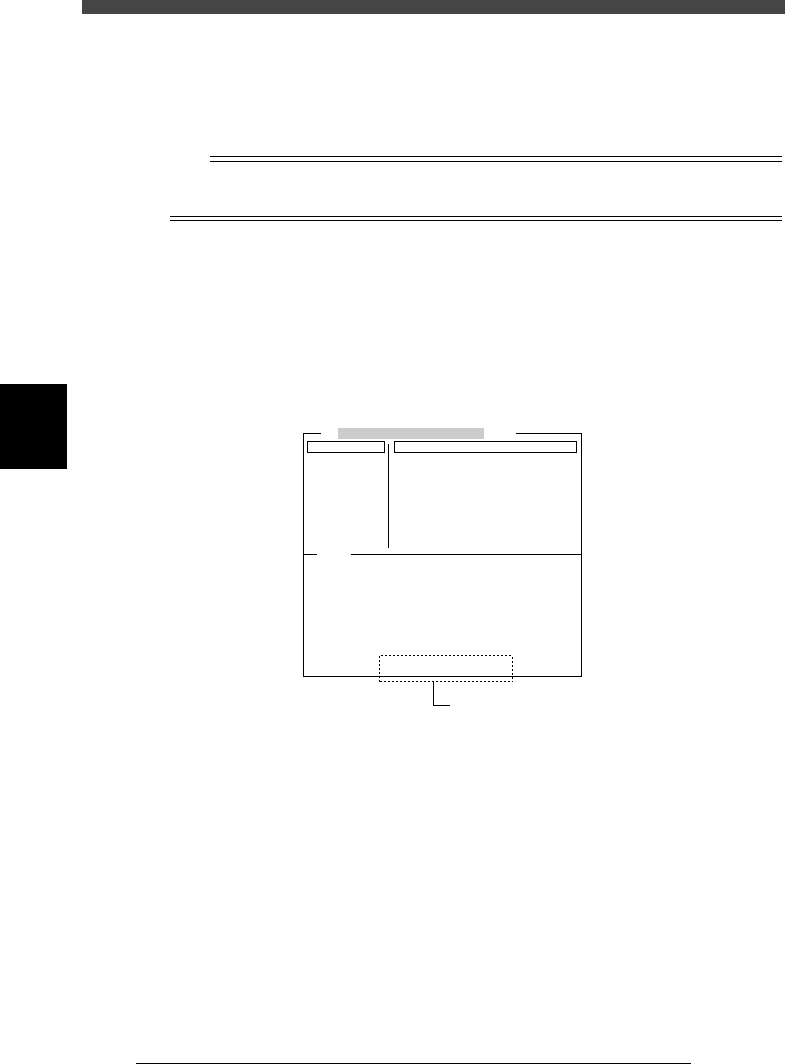
安全を確認して、[ENTER]キーを押します。
ヘッドがマルチカメラ上を数回横切り、マーカーを認識する際のオフセッ
ト値が自動的に測定され、結果が操作ディスプレイの右上に表示されま
す。 (YV180Xの結果は、Marker2 として表示されます。)
46453-D8-00
Aテーブル
カメラ番号 = 5
Marker1
Marker2
X+ 0.00
- 0.00
Y+ 0.00
- 0.00
X+ 0.20
- 0.15
Y+ 0.55
- 0.00
<<<結果>>>
マルチカメラのマーカーの調整結果を表示します.
調整結果を・・・
A762
3
結果を残したい場合は [ENTER] キーを押します。
結果を破棄したい場合は、[ESC] キーを押してください。
4
操作ディスプレイの指示に従って、調整を終了します。
JSD8013110
サービスマニュアル
第
4
章
4-
66
マ
シ
ン
調
整
モ
ー
ド
4
5
調整データを保存します。
「B2 調整後データ保存」または「B0 データ保存後終了」を選択実行して
ください。(保存したくない場合は、「B3 調整前データ復活」または「B7
強制終了」を選択実行してください。)
参考
ここで調整したマーカー認識時のオフセット値は、マシンデータ編集モードの「精度パラメー
ター」→「マルチカメラマーカー」(4章「6.1」参照) の中に保存されます。
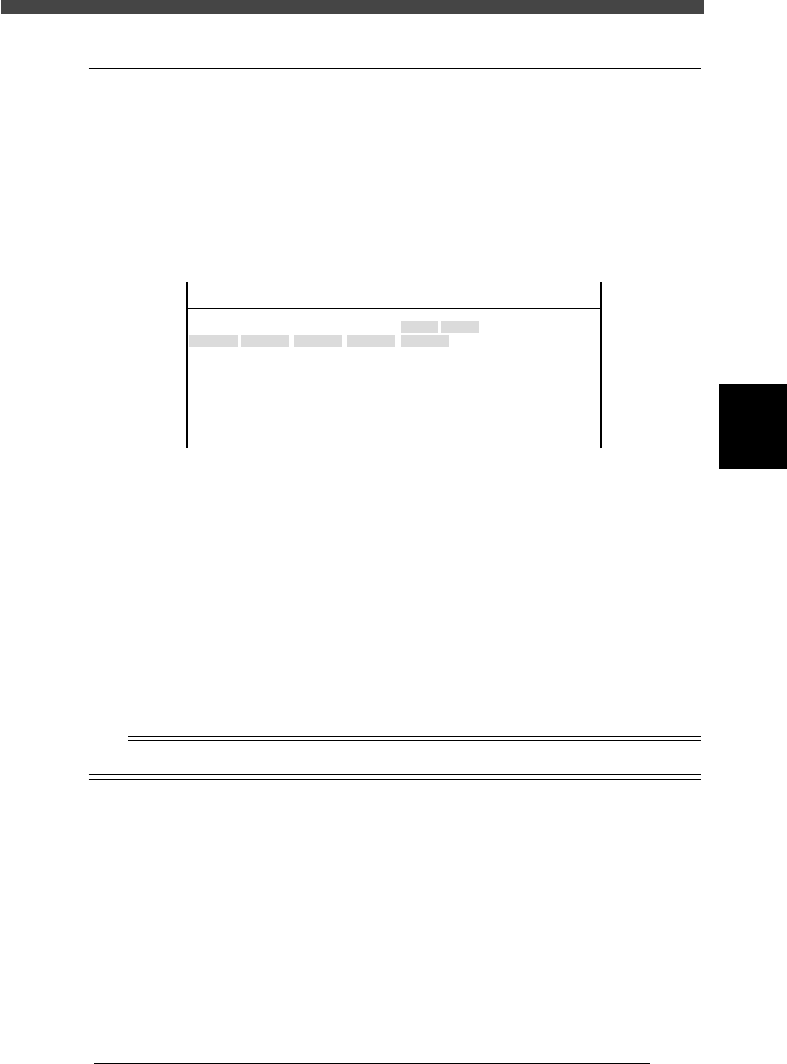
6
調整データを確認します。
データマネージャーの補助調整に入り、適当な部品(吸着させる必要はあ
りません)の認識テストを行って、マーカー認識結果にばらつきがないこ
とを確かめてください。(補助調整の詳細は、マウンターのオペレーショ
ンマニュアルをご覧ください。)
■ 認識テスト後の補助調整画面
46460-D8-00
部品名: QFP208pin-0.5P
コ マ ン ド
部品吸着
*
部品認識テスト
適正値検索
部品廃棄
定義形状表示
認識状態確認
終了
補助調整項目
フィーダーセット番号
公差
部品しきい値
部品照明レベル
リード検出範囲
画像モニター表示モード
状態確認モード
40
30
30
0.80
なし
水平
(%)
(mm)
3 / 8
V0
(X= 0.000, Y= 0.000, R= 0.000)
部品を検出できました
位置、角度の補正データを入手しました
[ Marker 2 ] (X= 0.002, Y= -0.002)
この値が±0.005以下であることを確認する
JSD8013110
サービスマニュアル
第
4
章
4-
67
マ
シ
ン
調
整
モ
ー
ド
4
3.6 R 軸絶対精度補正
部品搭載するときの各ヘッドのR 軸(ノズル回転軸)の角度補正です。
「3/2/ マシンデータ編集」→「A1 編集切替」→「R 絶対精度補正」を選択
実行すると、下図のように設定値が表示されます。ここには、各ヘッドで0
度、180 度、90 度、-90 度搭載したときのR 軸の角度補正値が入力されて
います。
■ R軸絶対精度補正画面
46307-C0-00
ティーチユニット 速度
---- ----
ヘッド番号
ヘッド 1A
ヘッド 2A
ヘッド 3A
ヘッド 4A
ヘッド 5A
ヘッド 6A
ヘッド 7A
ヘッド 8A
対象
R 絶対精度補正
<<<アプリケーション>>> 3/メンテナンス/M
<<モード>> 2/マシンデータ編集
180°
0.000
0.000
0.000
0.000
0.000
0.000
0.000
0.000
0°
0.000
0.000
0.000
0.000
0.000
0.000
0.000
0.000
90°
0.000
0.000
0.000
0.000
0.000
0.000
0.000
0.000
-90°
0.000
0.000
0.000
0.000
0.000
0.000
0.000
0.000
搭載角度 0 度を基準としているマルチビューカメラで部品を搭載したときに
90 度、180 度および -90 度の搭載が多少オフセットしている場合がありま
す。このオフセットは、調整ユーティリティーを使ってSOP 部品をカメラ
で認識させ、0 度の認識結果に対する各角度の認識結果の差を求めることに
より補正できます。(基準となる0 度のパラメーターには常に 0.00 が入りま
す。)
「R軸絶対精度補正」ユーティリティを実行すると、カメラで0 度、180 度、
90 度、-90 度の搭載角度で画像認識し、各搭載角度での R 軸補正値が自動
的に測定されます。以下の手順に従って調整してください。
c
注意
基準となる角度での搭載自体が傾いている場合は、カメラ角度の再調整が必要です。