YV180X Service_J.pdf - 第70页
JSD8013110 サービスマニュアル 第 4 章 4- 14 マ シ ン 調 整 モ ー ド 4 3 . 2 機械座標 「 3/3/B1 調整項目」→「機械座標」を選択実行すると、下図のように機械座 標 ( 原点からの各部の位置座標やマシンデータなど) の画面が表示されます。 この画面上で、それぞれの機械座標の設定値をティーチングまたは調整でき ます。 以下に主な項目の定義と設定方法を説明します。 ( 必要に応じて、 キーボード の…
JSD8013110
サービスマニュアル
第
4
章
4-
13
マ
シ
ン
調
整
モ
ー
ド
4
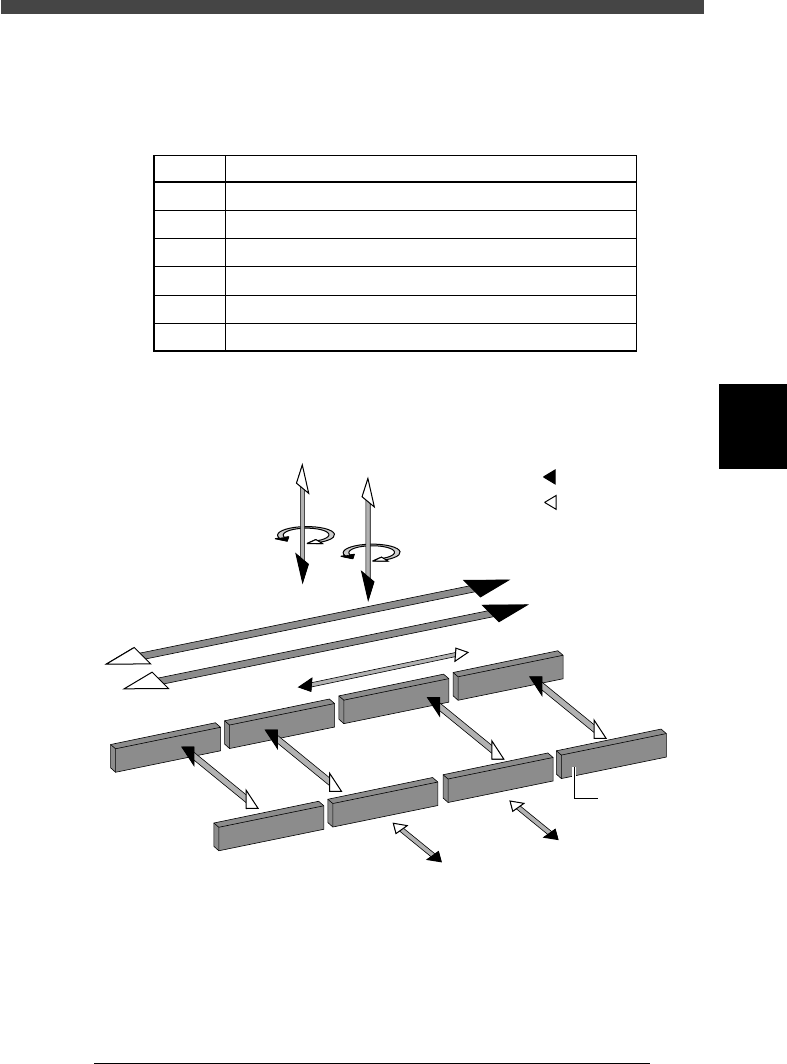
●軸構成
ソフトリミット画面に表示される各軸の機能を下表に示します。
■ 各軸の機能
44402-D8-00
X1, X2
Y1, Y2
Z1, Z2
R1, R2
W1~W4
T
軸 機 能
ヘッド部を基板搬送方向と平行に移動します。
コンベアテーブルを基板搬送方向と垂直に移動します。
ヘッド部を上下に動かします。
ヘッドのノズルシャフトを回転させます。
コンベア幅を可変します。
コンベア上の基板を搬送します。
標準仕様マシンの各軸のプラス・マイナス移動方向は下図のとおりです。
■ 軸構成とプラス・マイナス方向 (標準仕様)
42406-D8-00
W1軸
Z2軸
R2軸
プラス方向
マイナス方向
X2軸
X1軸
T軸
コンベアレール
Y2 (Bテーブル)
Y1 (Aテーブル)
W2軸
W3軸
W4軸
Z1軸
R1軸
JSD8013110
サービスマニュアル
第
4
章
4-
14
マ
シ
ン
調
整
モ
ー
ド
4
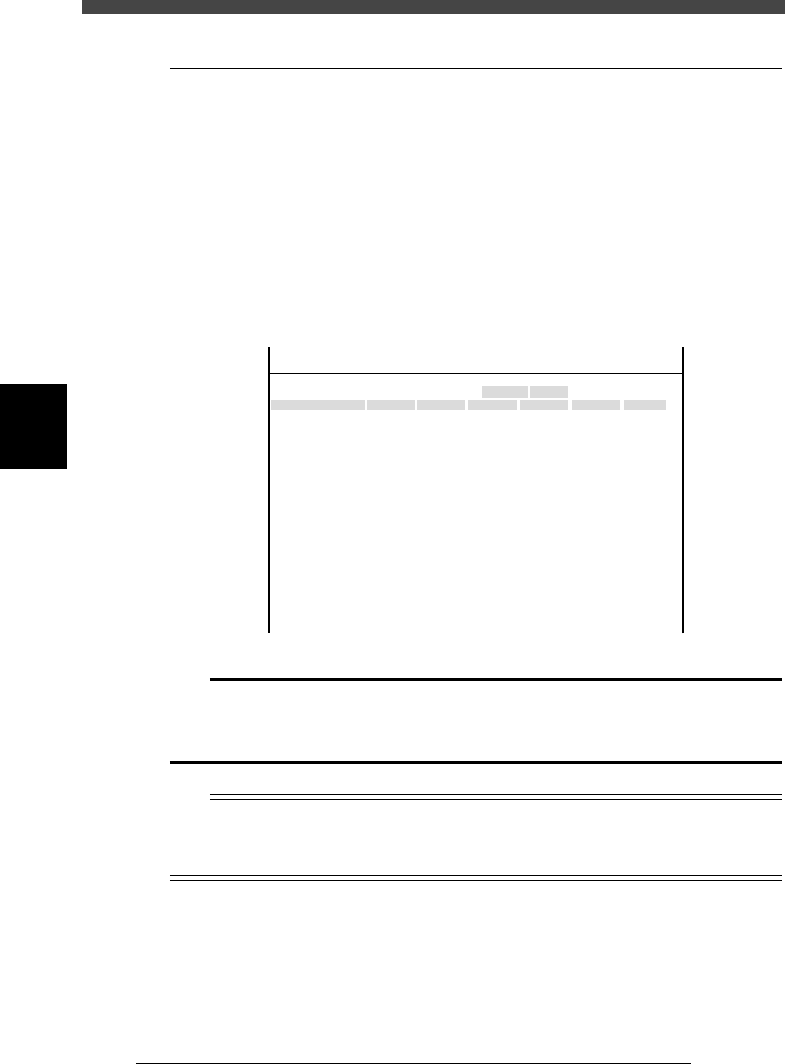
3.2 機械座標
「3/3/B1調整項目」→「機械座標」を選択実行すると、下図のように機械座
標 (原点からの各部の位置座標やマシンデータなど) の画面が表示されます。
この画面上で、それぞれの機械座標の設定値をティーチングまたは調整でき
ます。
以下に主な項目の定義と設定方法を説明します。 (必要に応じて、キーボード
の [F1] キーを押して操作ディスプレイに表示されるヘルプメッセージを参
照してください。)
■ 機械座標画面
46459-D8-00
種類
通常
100
廃棄後
4.00
即時停止
2.00
2.00
未使用
フィーダー
100
0
0
R
0.000
0.000
0.000
0.000
17.480
0.200
0.000
10.000
Z
0.000
0.000
17.480
0.500
16.000
16.000
0.000
10.000
20
17.438
17.460
17.493
17.512
対象名
FINEモード
ロケートピン基準
基板外形基準
待機位置
廃棄位置
基板面
同時吸着範囲
QFP装着浮代
リトライ回数の上限
廃棄ステーション1
廃棄ステーション2
フィデューシャル補正
T軸搬送距離設定
T軸搬送速度設定
コンベア面補正1 A
コンベア面補正2 A
コンベア面補正3 A
コンベア面補正4 A
Y
0.005
118.810
118.810
0.000
71.321
0.5000
150.000
210.000
0.000
30
110.195
110.194
290.522
290.441
X
-28.280
-28.280
562.000
255.916
0.500
100.000
130.000
0.000
10.000
100
-9.709
312.105
312.105
-44.554
ティーチユニット 速度
- - - - - - - -
対象
機械座標
<<<アプリケーション>>> 3/メンテナンス/M
<<モード>> 3/マシン調整
A
A
A
A
A
A
A
A
A
A
A
A
c
注意
機械座標データは、納入機の仕様に合わせて出荷時に最適化されています。通常は変更しない
でください。変更する必要が生じた場合は、以下に説明する手順を参考に正確に調整してくだ
さい。
参考
機械座標画面は、マシンデータ編集モードで「機械座標」→「機械座標」を選択実行しても開
くことができます。 (3章「4.3」参照)
「フィディーシャル補正」パラメーターは現在未使用です。
JSD8013110
サービスマニュアル
第
4
章
4-
15
マ
シ
ン
調
整
モ
ー
ド
4
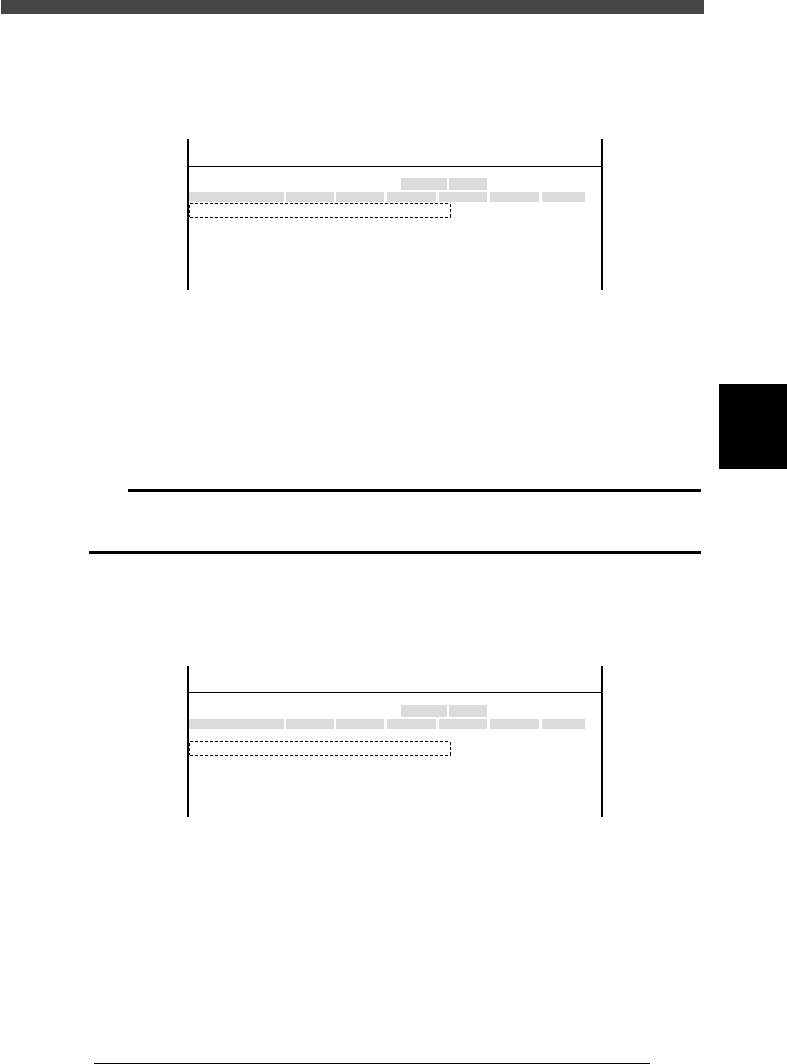
FINEモード
フィデューシャルマークをカメラで認識するときの精度や警告機能を作動さ
せるための吸着エラー率を設定することができます。
46411-D8-00
種類
通常
100
フィーダー
100
R
0.000
0.000
0.000
0.000
Z
0.000
0.000
対象名
FINEモード
ロケートピン基準
基板外形基準
待機位置
廃棄位置
Y
0.005
118.810
118.810
0.000
71.321
X
-28.280
-28.280
562.000
255.916
ティーチユニット 速度
- - - - - - - -
対象
機械座標
<<<アプリケーション>>> 3/メンテナンス/M
<<モード>> 2/マシンデータ編集
A
A
A
A
A
Y 移動カメラでフィデューシャルマークの認識を行う際のマーク
の位置の収束を0.000 ∼0.100mm の範囲で設定することがで
きます。通常0.005mm に設定します。ただし、マーク認識にお
いてFINEモード認識を設定した場合のみ有効です。
R 吸着エラー率の警告設定。自動運転中の吸着エラー率がこの設
定を越えた部品に対して警告機能が働きます。
c
注意
認識精度を上げていく (設定値を小さくする) と、認識速度が遅くなったり、部品の廃却回数が
増えます。
ロケートピン基準
基板を部品搭載位置へ固定するときの基準位置となる座標です。
46411-D8-A0
種類
通常
100
フィーダー
100
R
0.000
0.000
0.000
0.000
Z
0.000
0.000
対象名
FINEモード
ロケートピン基準
基板外形基準
待機位置
廃棄位置
Y
0.005
118.810
118.810
0.000
71.321
X
-28.280
-28.280
562.000
255.916
ティーチユニット 速度
- - - - - - - -
対象
機械座標
<<<アプリケーション>>> 3/メンテナンス/M
<<モード>> 2/マシンデータ編集
A
A
A
A
A
X・Y 固定ロケートピンの中心の XY 座標です。
R 搭載位置で基板が常に傾いて固定される場合に、基板の傾きを
指定します。通常は0.000 に設定します。