YV180X Service_J.pdf - 第52页
サービスマニュアル 第 3 章 3- 16 マ シ ン デ ー タ 編 集 モ ー ド 3 JSD8013110 0 [F10] キーを押して、ティーチング実行条件を設定します。 1 . ティーチングユニットは、 「ヘッド 1 」 (ティーチングに使用している ヘッド番号)を選択し、 [ENTER] キーを押します。 2 . 「スピード 1 」∼「スピード 5 」の任意の運転速度を選択し、 [ENTER] キーを押します。 q 基準フィ…
JSD8013110
サービスマニュアル
第
3
章
3-
15
3
マ
シ
ン
デ
ー
タ
編
集
モ
ー
ド
7
ティーチングに使用しているヘッドを下降させて、位置を
確認します。
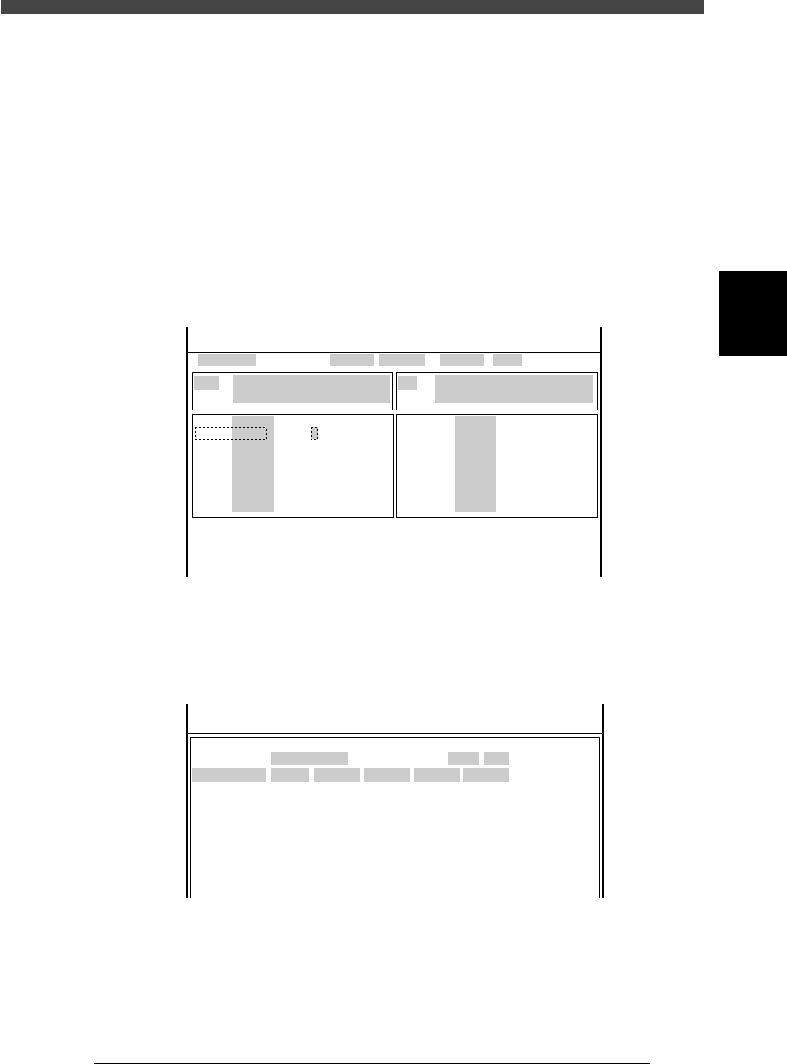
以下のように手動モードの入出力モニターを開いて、ティーチングに使用
しているヘッドを下降させ、ノズル先端が部品の中心に位置していること
を確認してださい。必要に応じてStep 6 を繰り返してください。
1.「3/4/A1 入出力モニター」→「選択表示」→「ヘッド」を選択しま
す。
2. 矢印キーをカーソルを「T2A10」(ヘッドA1-8 の上下)または
「T2B10」(ヘッドB1-8 上下) に合わせ、[ENTER]キーを押して、ヘッ
ド1 を下降させます。
46314-D8-00
T2B00
T2B10
T2B67
T2B65
T2B66
T2B26
T2B97
T2B80
N2360
N2370
N2330
N2323
N2316
NF09
NF10
NG13
00000000
00000000
0
0
0
0
0
指定アーム 本機 XY軸
軸移動速度 40
機械原点からの座標 X1= Y1= Z1= R1=
HEAD
HEAD
HEAD
HEAD
HEAD
HEAD
HEAD
HEAD
HEAD
HEAD
HEAD
HEAD
HEAD
SPARE
SPARE
SPARE
00000000
10000000
0
0
0
0
0
00000000 ↓
<<<アプリケーション>>> 3/メンテナンス/M
<<モード>> 4/手動
入出力モニター 表示形式 選択表示 表示対象 HEAD
OUT Aテーブルヘッド1–8の上下
OFF 0 / ON 1
I N HEAD 吸着判定 1–8
吸着NG 0 / 吸着OK 1
8
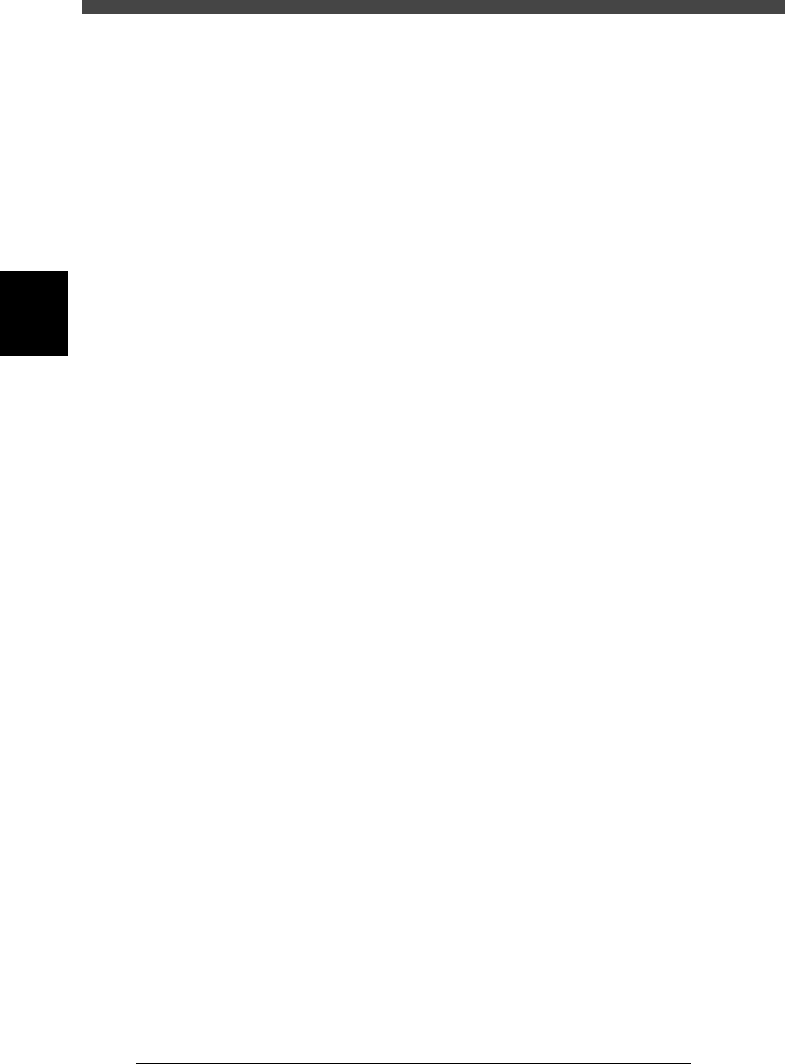
フィーダープレート補正画面を開きます。
「3/2/ 機械座標」→「フィーダープレート補正」を選択実行してくださ
い。
46315-D8-00
基準番号
1
9
17
25
33
41
49
0
総本数
8
8
8
8
8
8
2
0
Y
0.000
0.000
0.000
0.000
0.000
0.000
0.000
0.000
X
-101.028
27.092
155.073
283.073
411.073
543.220
671.220
0.000
Z
16.950
16.950
16.950
16.950
16.950
16.950
16.950
0.000
<<<アプリケーション>>> 3/メンテナンス/M
<<モード>> 2/マシンデータ編集
対象
フィーダプレート補正
ティーチユニット 速度
--- ---
プレート番号
フィーダプレート 1
フィーダプレート 2
フィーダプレート 3
フィーダプレート 4
フィーダプレート 5
フィーダプレート 6
フィーダプレート 7
フィーダプレート 8
9
カーソルをこれからティーチングするフィーダープレート
番号に合わせます。
Step 6 でヘッドを移動させたフィーダープレート番号を選択してくださ
い。
サービスマニュアル
第
3
章
3-
16
マ
シ
ン
デ
ー
タ
編
集
モ
ー
ド
3
JSD8013110
0
[F10] キーを押して、ティーチング実行条件を設定します。
1. ティーチングユニットは、「ヘッド1」(ティーチングに使用している
ヘッド番号)を選択し、[ENTER]キーを押します。
2.「スピード1」∼「スピード5」の任意の運転速度を選択し、[ENTER]
キーを押します。
q
基準フィーダー位置「X」のティーチングします。
カーソルを「X」欄に合わせ、[F10] キーを2 回押してX 座標を入力しま
す。
w
基準フィーダー位置「Z」のティーチングを実行します。
1. カーソルを同じフィーダープレート番号の「Z」欄へ合わせます。
2. YPU のジョイスティックを操作してノズルを下降させ、ノズル先端が
部品にちょうど接触する位置で止めます。
3. [F10] キーを2回押して、Z 座標を入力します。
e
他のフィーダープレート番号に関しても同じ方法でティー
チングします。
同じテープフィーダーと部品を使用して、各フィーダープレートの基準座
標をティーチングしてください。
r
データを保存します。
[ESC] キーを押してから、「A0 全保存終了」を選択実行してください。
(保存したくない場合は、「A9 全破棄終了」を選択実行してください。)
t
部品吸着テストを実行して、吸着位置を確認します。
マシン調整モードの「部品吸着テスト」コマンド (第5 章の「2.2」参照)
を実行して、すべての基準フィーダー位置で吸着テストを行ってくださ
い。その結果をマシンデータ編集モードの「フィーダープレート補正」に
反映させてください。
JSD8013110
サービスマニュアル
第
3
章
3-
17
3
マ
シ
ン
デ
ー
タ
編
集
モ
ー
ド
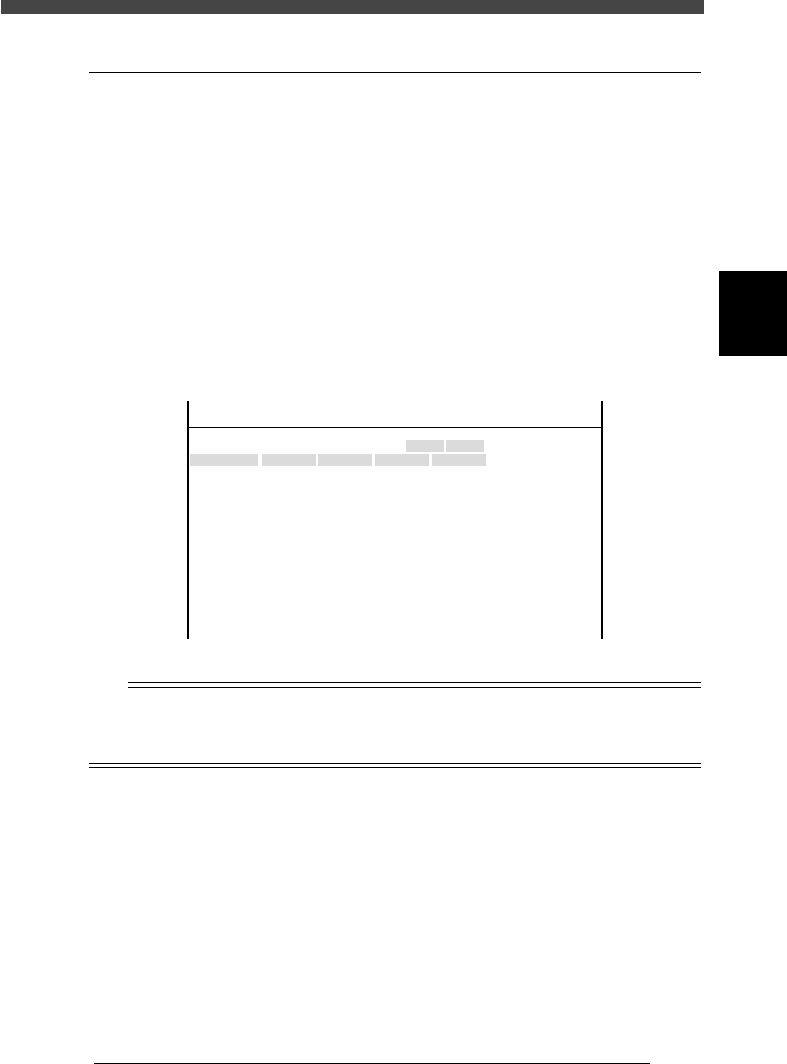
4.2 ソフトリミット
ソフトリミットとは、軸移動の際に目標位置が両端のメカニカルストッパー
と干渉しないように、移動許可領域をソフトウエアで制限する設定値です。
目標位置がこの設定値を越えていると、「ソフトリミットオーバー!」のエ
ラーメッセージが表示されて、軸移動を停止します。手動モードのときに
は、ソフトリミットの範囲内でジョイスティックを使って軸移動を行えま
す。
「機械座標」サブメニューから「ソフトリミット」を選択すると下図の画面
が開きます。ここでは、各軸のソフトリミットや軸移動のための初期位置が
入力されています。
■ ソフトリミット画面
46316-D8-00
ティーチユニット 速度
- - - - - - - -
軸
W1/RIGHT
W2/A-TBL
W3/B-TBL
W4/LEFT
Z1/A-TBL
Z2/B-TBL
T1/MAIN
X1/A-TBL
X2/B-TBL
Y1/A-TBL
Y2/B-TBL
R1/A-TBL
R2/B-TBL
対象
ソフトリミット
<<<アプリケーション>>> 3/メンテナンス/M
<<モード>> 2/マシンデータ編集
初期位置
-323.600
-321.790
-323.650
-328.650
0.000
0.000
360.271
-25.815
448.199
15.100
11.000
初期移動
395.000
マイナス方向
-277.973
-272.227
-274.202
-283.200
-0.238
-0.154
-32.840
-91.717
-88.200
-26.815
-36.140
-360.000
-360.000
プラス方向
11.323
13.753
11.993
7.113
23.477
23.076
842.547
942.344
943.970
452.790
449.199
360.000
360.000
参考
ソフトリミット画面は、マシン調整モードで「3/3/B1 調整項目選択」→「ソフトリミット」
を選択実行しても開くことができます。ソフトリミットの各パラメーターの詳細や設定方法に
ついては、後述のマシン調整モード (第5章の「3.1.1 ソフトリミット」) をご覧ください。