YV180X Service_J.pdf - 第80页
JSD8013110 サービスマニュアル 第 4 章 4- 24 マ シ ン 調 整 モ ー ド 4 6 ヘッド 1 の真空を発生させます。 カーソルがヘッド 1 の行にあることを確認し、 [ENTER] キーを押して真空 を発生させてください。真空センサー入力モニターの右側に真空レベルを します。バーグラフが現れます。 7 真空センサー入力モニターを見ながらヘッドを下降させ、 その Z 座標値をメモします。 1 . Y P U のジョ…
JSD8013110
サービスマニュアル
第
4
章
4-
23
マ
シ
ン
調
整
モ
ー
ド
4
3
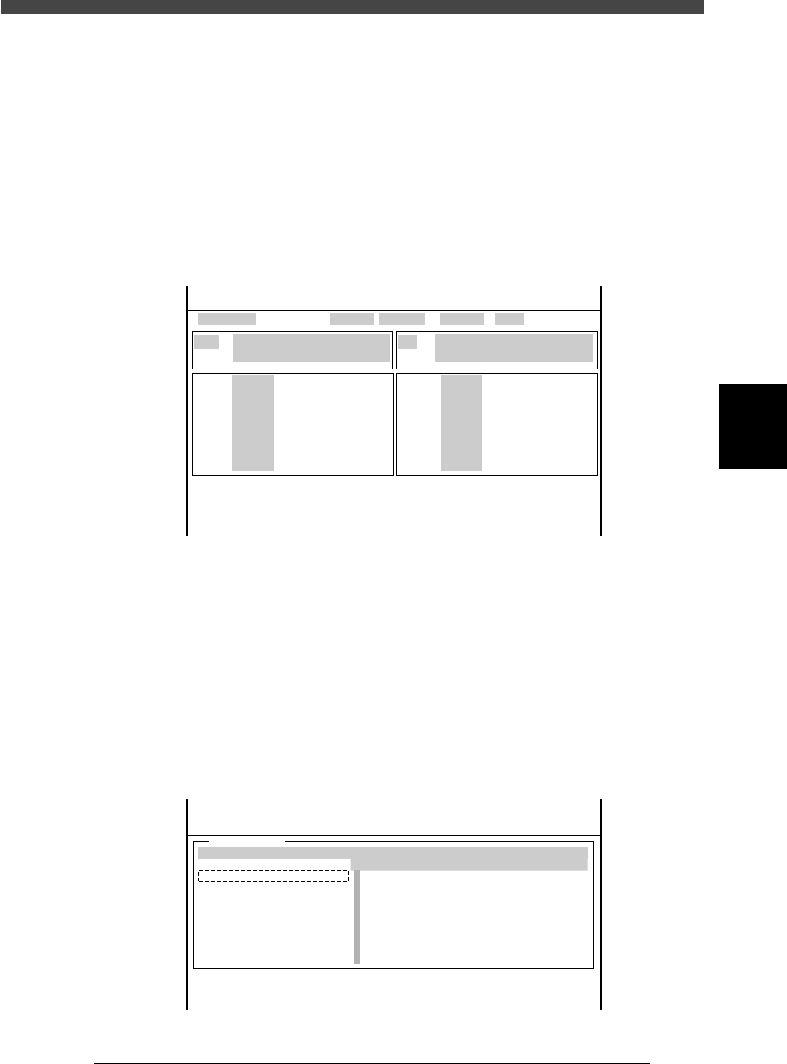
出力モニター画面を開き、ヘッド1 を下降させます。
1.「3/4/A1 入出力モニター」→「選択表示」→「ヘッド」を選択しま
す。
2. カーソルを「HEAD-A ヘッドの上下 (T2A10)」または「HEAD-B
ヘッドの上下 (T2B10)」に合わせ、[ENTER] キーを押してヘッド1 を
下降させます。
ヘッドが下降すると、出力表示は“1” に変わります。
■ 出力モニター画面
46414-D8-00
T2A00
T2B00
T2A10
T2B10
T2A67
T2B67
T2A65
T2B65
N2230
N2330
N2223
N2323
N2216
N2316
N2214
N2314
00000000 ↑
00000000
0
0
0
0
0
0 ↓
指定アーム Aテーブル XY軸
軸移動速度 40
機械原点からの座標 X1= Y1= Z1= R1=
HEAD
HEAD
HEAD
HEAD
HEAD
HEAD
HEAD
HEAD
HEAD
HEAD
HEAD
HEAD
HEAD
HEAD
HEAD
HEAD
10000000 ↑
00000000
10000000
00000000
0
0
0
0 ↓
<<<アプリケーション>>> 3/メンテナンス/M
<<モード>> 4/手動
入出力モニター 表示形式 選択表示 表示対象 HEAD
OUT HEAD-A ヘッド1-8 の吸着
OFF 0 / ON 1
I N HEAD-A ヘッド1-8 下降端
上昇時 1 / 下降時 0
4
軸の選択、軸移動速度の設定をします。
1. YPUの[SEL AXIS]キーを押して、軸の選択を「ZR 軸」に変更します。
2. YPUの[SPEED]キーを押して、運転スピードを20%以下にします。
出力モニター画面の下部に表示されている指定アームと軸移動速度が
切り替わったことを確認してください。
5
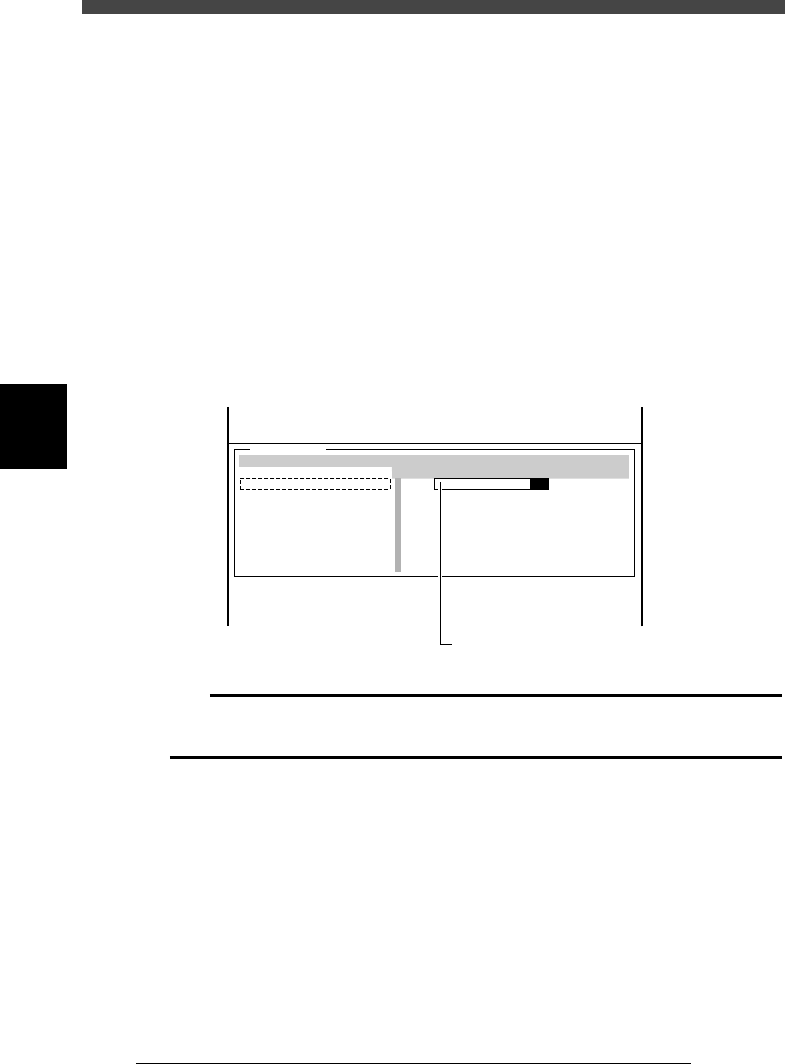
「3/4/A4 真空センサー入力モニター」を開きます。
■ 真空センサー入力モニター
46415-C0-00
[↑] [↓] : ヘッド選択 [ENTER] : バキュームON/OFF [ESC] : 終了
真空センサーレベル
現在値
0
0
0
0
0
0
0
0
上限値
0
0
0
0
0
0
0
0
下限値
0
0
0
0
0
0
0
0
ヘッド
A
A
A
A
A
A
A
A
<<<アプリケーション>>> 3/メンテナンス/M
<<モード>> 4/手動
<コマンドリスト> A/IOユーティリティ
[スペース] :画面停止
機械原点からの座標 X1= Y1= Z1= R1=
JSD8013110
サービスマニュアル
第
4
章
4-
24
マ
シ
ン
調
整
モ
ー
ド
4
6
ヘッド1 の真空を発生させます。
カーソルがヘッド1 の行にあることを確認し、[ENTER]キーを押して真空
を発生させてください。真空センサー入力モニターの右側に真空レベルを
します。バーグラフが現れます。
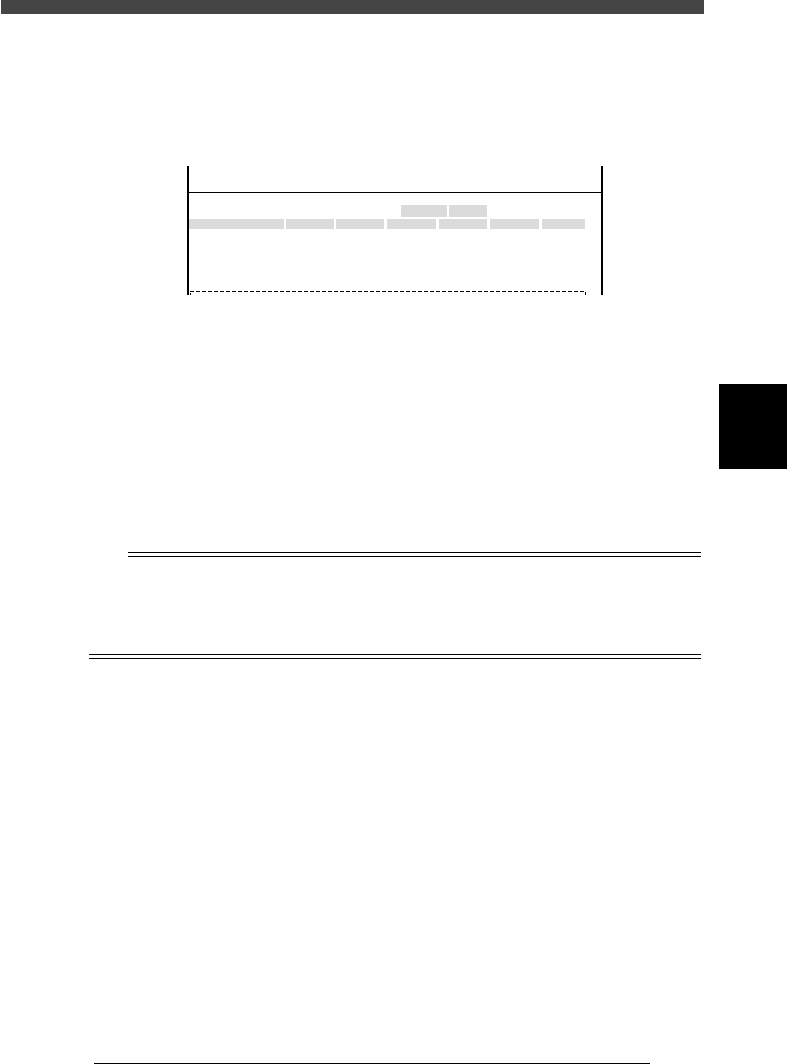
7
真空センサー入力モニターを見ながらヘッドを下降させ、
そのZ 座標値をメモします。
1. YPU のジョイスティックを操作してヘッドを下降させます。
ヘッド1 のノズル先端がコンベアレール上面に達すると真空センサー
レベルが上昇し、バーグラフの緑ゾーンが右に延びていきます。
2. 真空センサーレベルが最大になったときの高さでヘッドを止めます。
バーグラフがすべて緑ゾーンになったときにヘッドの下降を止めてく
ださい。このときのノズル高さが基板面高さ「Z」となりますので、画
面下部に表示された Z1 (または Z2) の値をメモしておきます。
46416-C0-00
[↑] [↓] : ヘッド選択 [ENTER] : バキュームON/OFF [ESC] : 終了
真空センサーレベル
現在値
202
0
0
0
0
0
0
0
上限値
210
0
0
0
0
0
0
0
下限値
195
0
0
0
0
0
0
0
ヘッド
A
A
A
A
A
A
A
A
<<<アプリケーション>>> 3/メンテナンス/M
<<モード>> 4/手動
<コマンドリスト> A/IOユーティリティ
[スペース] :画面停止
機械原点からの座標 X1= Y1= Z1= R1=
バーグラフ全体が緑になったときのZ座標を調べる
c
注意
タイプ72ノズルはバフィング (スプリング動作) タイプですので、真空センサーレベルが最大に
なった後もヘッドの下降を続けると正確なZ座標が得られません。
8
各ヘッドでの平均値を計算します。
Step 3∼7 の操作を各ヘッドで行ない、平均値を算出してください。
9
機械座標画面を開きます。
「3/3/B1 調整項目選択」→「機械座標」を選択実行してください。
0
基板面高さ「Z」座標の値を入力します。
算出したノズル高さの値を「基板面」の「Z」欄に入力してください。
q
データを保存します。
[ESC] キーを押してから、「B2 調整後データ保存」または「B0 データ保
存後終了」を選択実行してください。(保存したくない場合は、「B3 調整
前データ復活」または「B7 強制終了」を選択実行してください。)
JSD8013110
サービスマニュアル
第
4
章
4-
25
マ
シ
ン
調
整
モ
ー
ド
4
同時吸着範囲
複数のヘッドで同時吸着が可能かどうかを判断するためのパラメーターで
す。同時吸着が可能な吸着位置(XY) と高さ (Z) の許容範囲です。「X」
「Y」「Z」「R」欄は、それぞれ以下の部品に適用されます。
46417-D8-A0
種類
通常
100
廃棄後
フィーダー
100
R
0.000
0.000
0.000
0.000
17480
Z
0.000
0.000
17480
対象名
FINEモード
ロケートピン基準
基板外形基準
待機位置
廃棄位置
基板面
Y
0.005
118.810
118.810
0.000
71.321
X
-28.280
-28.280
562.000
255.916
ティーチユニット 速度
- - - - - - - -
対象
機械座標
<<<アプリケーション>>> 3/メンテナンス/M
<<モード>> 2/マシンデータ編集
A
A
A
A
A
A
X 通常部品 (XY サイズが0.65mm 以上の部品) に適用される吸着
位置(XY) の許容範囲です。
Y 極小部品 (XY サイズのいずれかが0.65mm未満の部品) に適用
される吸着位置(XY) の許容範囲です。
Z 通常部品 (XY サイズが0.65mm以上の部品) に適用される吸着
高さ(Z) の許容範囲です。
R 極小部品 (XY サイズのいずれかが0.65mm 未満の部品) に適用
される吸着高さ(Z) の許容範囲です。
n
要点
テープフィーダー部品のように、部品情報の「フィーダー位置計算」が「自動」に設定されて
いるときは、ヘッドオフセット(3章「2.2 オフセット」を参照)の大きさが同時吸着に影響し
ます。 (ここで指定した許容範囲よりヘッドオフセットが大きいときは、同時吸着を行いませ
ん。)