YV180X Service_J.pdf - 第88页
JSD8013110 サービスマニュアル 第 4 章 4- 32 マ シ ン 調 整 モ ー ド 4 コンベア面補正 1 ∼ 4 部品搭載をするときの基準面 ( 基板面高さ) を補正するための値です。コン ベアを最大限に広げた状態で、 W2, W3 軸コンベア上面の 4 点 ( 下図参照) の X Y Z 座標をティーチング入力します。基板面高さのティーチング手順を 参考にしてください。 46422-D8-00 種類 通常…
JSD8013110
サービスマニュアル
第
4
章
4-
31
マ
シ
ン
調
整
モ
ー
ド
4
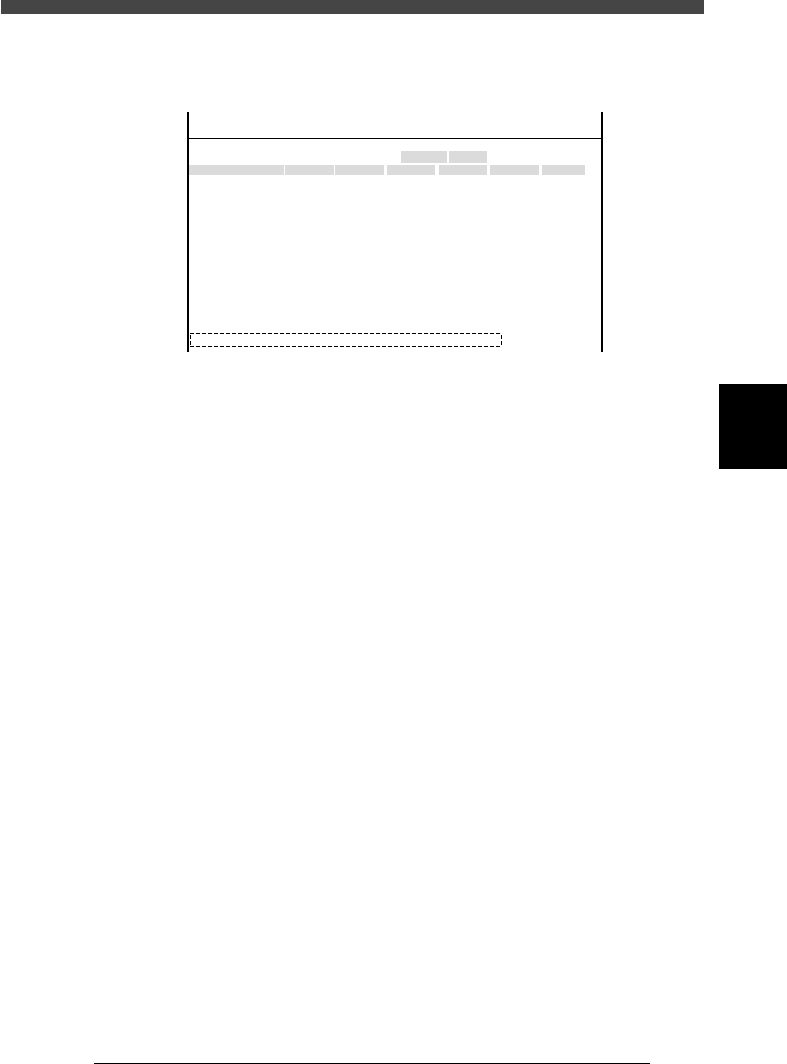
T 軸搬送速度設定
自動運転中にT軸 (搬送爪) の移動速度を設定します。
46421-D8-A0
種類
通常
100
廃棄後
4.00
即時停止
2.00
2.00
未使用
フィーダー
100
0
0
R
0.000
0.000
0.000
0.000
17.480
0.200
0.000
10.000
Z
0.000
0.000
17.480
0.500
16.000
16.000
0.000
10.000
20
対象名
FINEモード
ロケートピン基準
基板外形基準
待機位置
廃棄位置
基板面
同時吸着範囲
QFP装着浮代
リトライ回数の上限
廃棄ステーション1
廃棄ステーション2
フィデューシャル補正
T軸搬送距離設定
T軸搬送速度設定
Y
0.005
118.810
118.810
0.000
71.321
0.5000
150.000
210.000
0.000
30
X
-28.280
-28.280
562.000
255.916
0.500
100.000
130.000
0.000
10.000
100
ティーチユニット 速度
- - - - - - - -
対象
機械座標
<<<アプリケーション>>> 3/メンテナンス/M
<<モード>> 2/マシンデータ編集
A
A
A
A
A
A
A
A
A
A
A
A
X 自動運転中にT軸 (搬送爪) が基板搬送開始位置へ移動すると
き、また基板固定位置から離れるときの速度です。設定範囲は
10 ∼100%です。
Y 基板を高速搬送するときの速度です。設定範囲は 10 ∼100% で
す。
Z 基板を低速搬送するときの速度です。設定範囲は10 ∼100% で
す。
JSD8013110
サービスマニュアル
第
4
章
4-
32
マ
シ
ン
調
整
モ
ー
ド
4
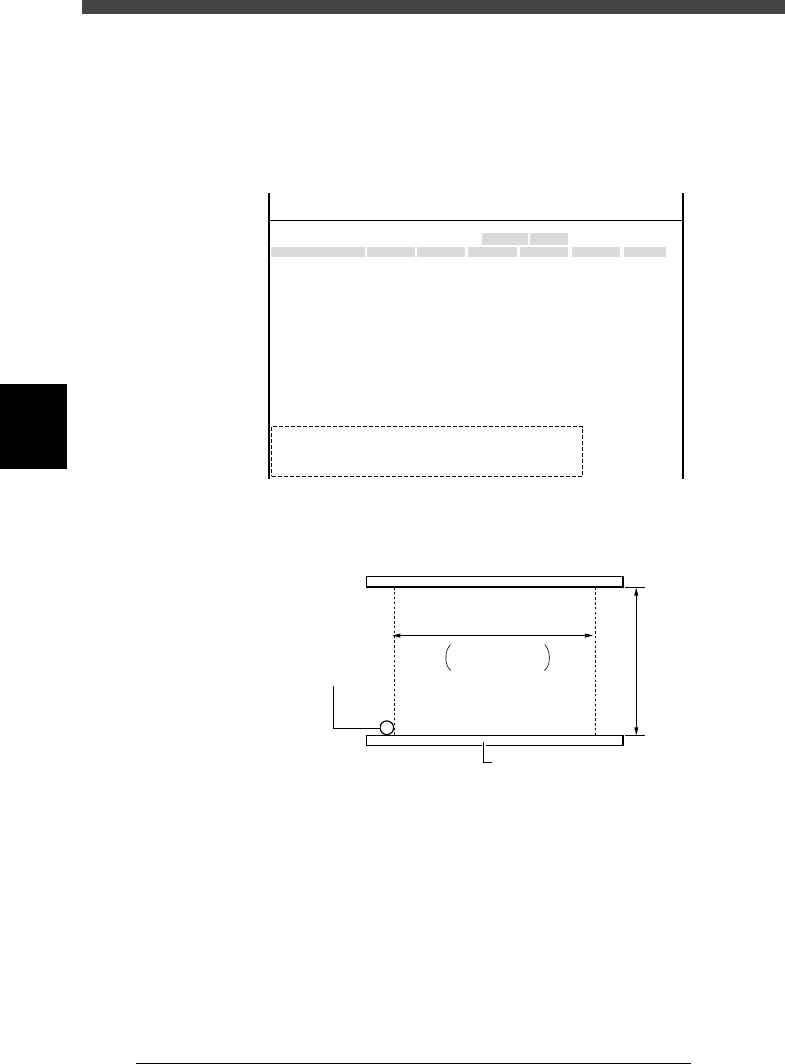
コンベア面補正1 ∼ 4
部品搭載をするときの基準面 (基板面高さ) を補正するための値です。コン
ベアを最大限に広げた状態で、W2, W3軸コンベア上面の 4 点 (下図参照)
のXYZ 座標をティーチング入力します。基板面高さのティーチング手順を
参考にしてください。
46422-D8-00
種類
通常
100
廃棄後
4.00
即時停止
2.00
2.00
未使用
フィーダー
100
0
0
R
0.000
0.000
0.000
0.000
17.480
0.200
0.000
10.000
Z
0.000
0.000
17.480
0.500
16.000
16.000
0.000
10.000
20
17.438
17.460
17.493
17.512
対象名
FINEモード
ロケートピン基準
基板外形基準
待機位置
廃棄位置
基板面
同時吸着範囲
QFP装着浮代
リトライ回数の上限
廃棄ステーション1
廃棄ステーション2
フィデューシャル補正
T軸搬送距離設定
T軸搬送速度設定
コンベア面補正1 A
コンベア面補正2 A
コンベア面補正3 A
コンベア面補正4 A
Y
0.005
118.810
118.810
0.000
71.321
0.5000
150.000
210.000
0.000
30
110.195
110.194
290.522
290.441
X
-28.280
-28.280
562.000
255.916
0.500
100.000
130.000
0.000
10.000
100
-9.709
312.105
312.105
-44.554
ティーチユニット 速度
- - - - - - - -
対象
機械座標
<<<アプリケーション>>> 3/メンテナンス/M
<<モード>> 2/マシンデータ編集
A
A
A
A
A
A
A
A
A
A
A
A
■ コンベア面補正位置
42407-D8-00
+ +
+
+
コンベアレール
最大基板長
Mタイプ 330mm
Lタイプ 380mm
メインストッパー
最
大
基
板
幅
43
1
2
1∼4ティーチング位置
JSD8013110
サービスマニュアル
第
4
章
4-
33
マ
シ
ン
調
整
モ
ー
ド
4
3.3 吸装着レベル
3.3.1 吸着レベル
ノズルが下降して部品を吸着すると、ノズルは密閉された状態と同じにな
り、負圧センサーの検出値は上昇します。この値があらかじめ設定した吸着
レベルよりも上昇したとき、部品がノズルに吸着されたと判断されます。吸
着レベルは各ヘッドあるいはノズルごとに、ノズル解放状態の最低真空圧よ
りも少し高いレベル (オフセット:5) に設定します。下記の手順で設定して
ください。
「全ノズル共通」で吸着レベルを設定するときは、あらかじめ全ヘッドにタ
イプ72 ノズルを装着させておいてください。
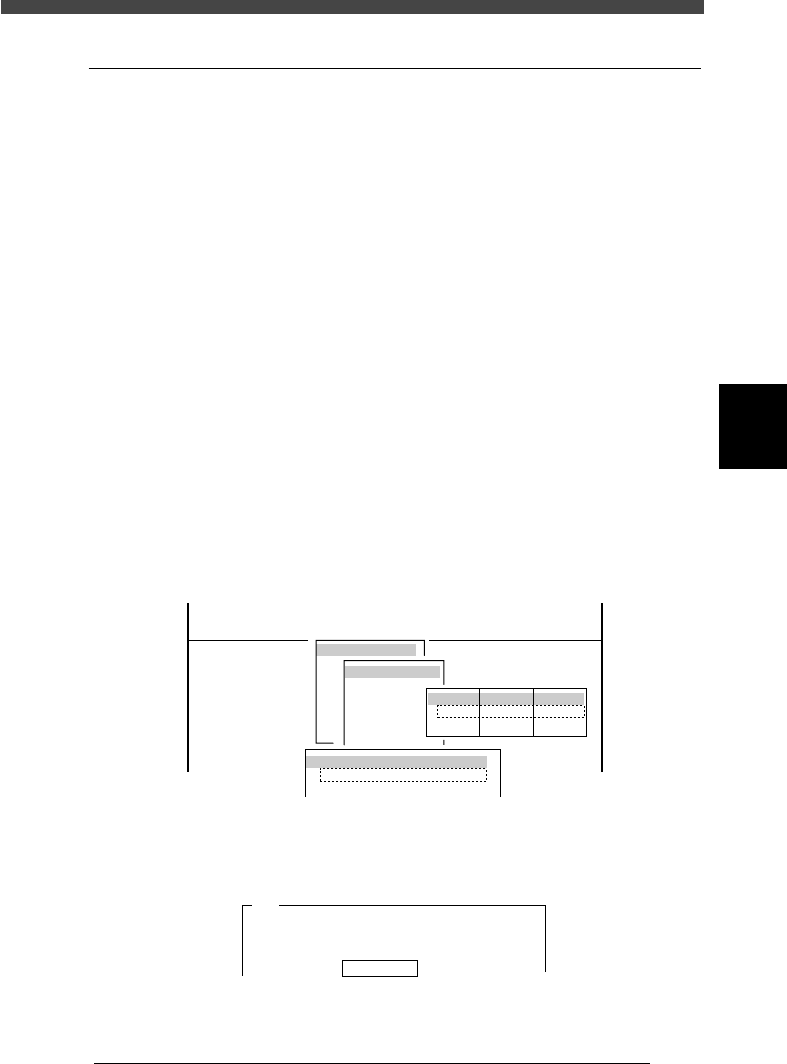
1
「吸装着レベル」コマンドを実行します。
1.「3/3/B1 調整項目選択」→「吸装着レベル」を選択します。
2.「各ノズル別」または「全ノズル共通」を選択します。
ノズル別に調整したいときは、「各ノズル別」を選択してください。
後の手順でノズルを指定するためのボックスが現れます。
3. 調整を行う「テーブル」 →「全ヘッド」→「吸着レベル」を選択しま
す。
46423-D8-00
対象指定
吸着レベル
装着レベル
ヘッド指定
全ヘッド
ヘッド番号
テーブル
Aテーブル
Bテーブル
調整・検査対象
吸装着レベル
<<<アプリケーション>>> 3/メンテナンス/M
<<モード>> 3/マシン調整
<コマンドリスト> B/ファイル操作
B1 調整項目選択
吸装着レベル測定方法
各ノズル別
全ノズル共通
2
オフセット「5」を確認して、 [ENTER] キーを押します。
オフセットは、通常「5」に指定します。
46424-C0-00
A441
吸装着レベルのオフセット値を入力してください。
吸着レベルは各ヘッド解放状態の負圧レベルよりオフセット分高い値を
装着レベルは各ヘッド・・・
オフセット 5