YV180X Service_J.pdf - 第87页
JSD8013110 サービスマニュアル 第 4 章 4- 31 マ シ ン 調 整 モ ー ド 4 T 軸搬送速度設定 自動運転中にT軸 ( 搬送爪) の移動速度を設定します。 46421-D8-A0 種類 通常 100 廃棄後 4.00 即時停止 2.00 2.00 未使用 フィーダー 100 0 0 R 0.000 0.000 0.000 0.00…
JSD8013110
サービスマニュアル
第
4
章
4-
30
マ
シ
ン
調
整
モ
ー
ド
4
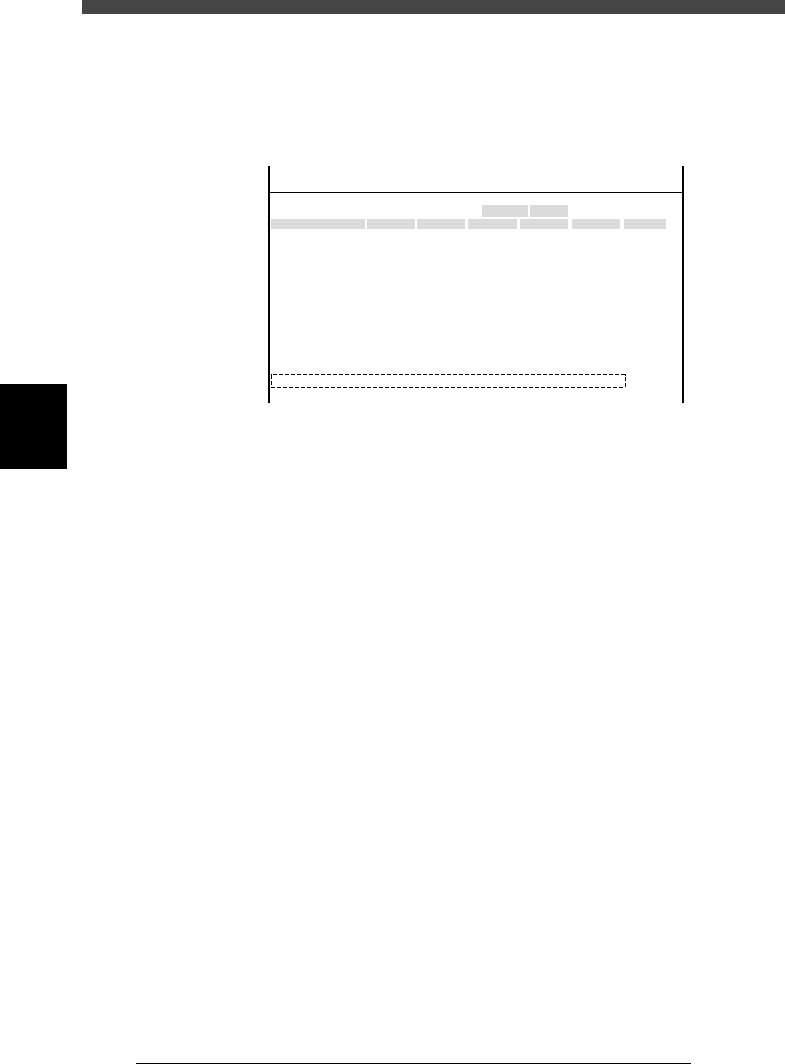
T 軸搬送距離設定
コンベア上の基板を搬送するT 軸 (搬送爪) は、最初は高速で基板を送り、
メインストッパーなどに近づくと衝撃を和らげるために低速に切り替わりま
す。ここでは、このT 軸の自動運転中の動きを設定します。
46421-D8-00
種類
通常
100
廃棄後
4.00
即時停止
2.00
2.00
未使用
フィーダー
100
0
0
R
0.000
0.000
0.000
0.000
17.480
0.200
0.000
10.000
Z
0.000
0.000
17.480
0.500
16.000
16.000
0.000
10.000
20
対象名
FINEモード
ロケートピン基準
基板外形基準
待機位置
廃棄位置
基板面
同時吸着範囲
QFP装着浮代
リトライ回数の上限
廃棄ステーション1
廃棄ステーション2
フィデューシャル補正
T軸搬送距離設定
T軸搬送速度設定
Y
0.005
118.810
118.810
0.000
71.321
0.5000
150.000
210.000
0.000
30
X
-28.280
-28.280
562.000
255.916
0.500
100.000
130.000
0.000
10.000
100
ティーチユニット 速度
- - - - - - - -
対象
機械座標
<<<アプリケーション>>> 3/メンテナンス/M
<<モード>> 2/マシンデータ編集
A
A
A
A
A
A
A
A
A
A
A
A
X 基板を搬送するためにT 軸が下降する位置の余裕を 10.0∼
50.0mm の範囲で指定します。例えば、30.0と入力すると、基
板の上流側の端より30mm手前の位置でT 軸が下降して、搬送
動作を始めます。右→左流れの場合、T 軸の下降位置座標は次の
ように決まります。
T 軸の下降位置座標 = (T軸初期位置) - (基板長さ) - (この値)
Z 基板を搬送するT 軸が、メインストッパーの手前で低速に切り
替わる位置を10.0 ∼50.0mm の範囲で指定します。例えば、
30.0と入力すると、メインストッパーの手前 30mmの位置で基
板搬送が低速に切り替わります。
R 基板を固定位置に搬送した後、T軸が上昇するために戻る距離
(mm)です。
JSD8013110
サービスマニュアル
第
4
章
4-
31
マ
シ
ン
調
整
モ
ー
ド
4
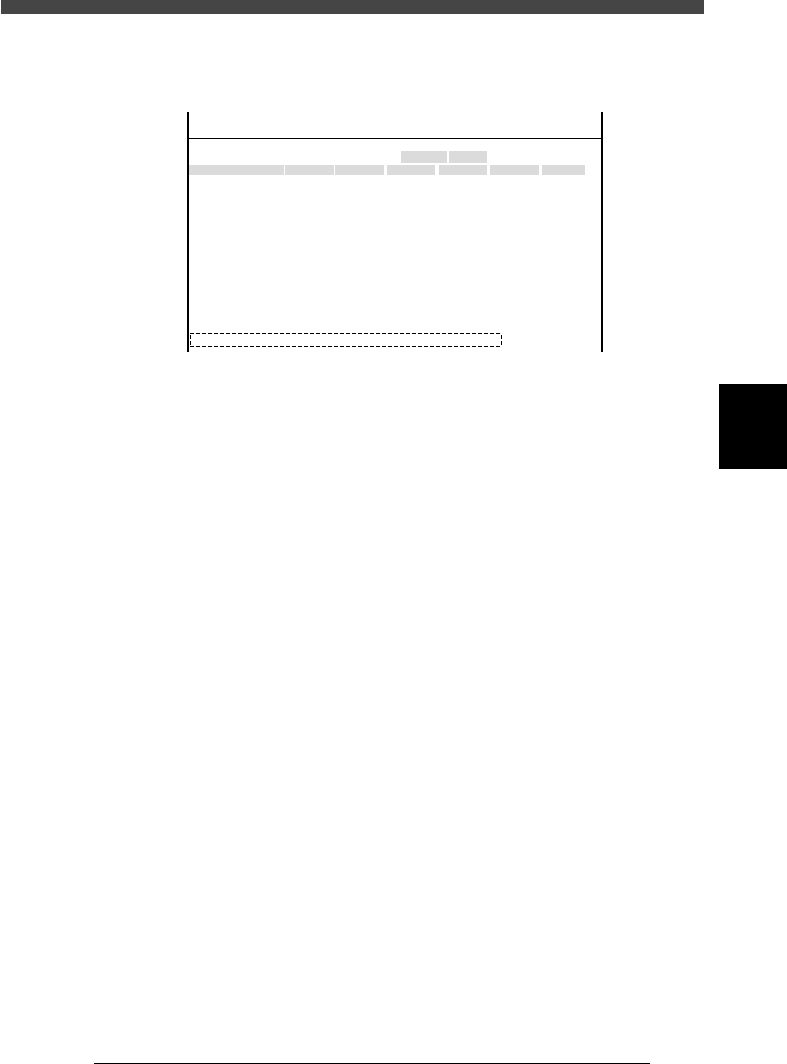
T 軸搬送速度設定
自動運転中にT軸 (搬送爪) の移動速度を設定します。
46421-D8-A0
種類
通常
100
廃棄後
4.00
即時停止
2.00
2.00
未使用
フィーダー
100
0
0
R
0.000
0.000
0.000
0.000
17.480
0.200
0.000
10.000
Z
0.000
0.000
17.480
0.500
16.000
16.000
0.000
10.000
20
対象名
FINEモード
ロケートピン基準
基板外形基準
待機位置
廃棄位置
基板面
同時吸着範囲
QFP装着浮代
リトライ回数の上限
廃棄ステーション1
廃棄ステーション2
フィデューシャル補正
T軸搬送距離設定
T軸搬送速度設定
Y
0.005
118.810
118.810
0.000
71.321
0.5000
150.000
210.000
0.000
30
X
-28.280
-28.280
562.000
255.916
0.500
100.000
130.000
0.000
10.000
100
ティーチユニット 速度
- - - - - - - -
対象
機械座標
<<<アプリケーション>>> 3/メンテナンス/M
<<モード>> 2/マシンデータ編集
A
A
A
A
A
A
A
A
A
A
A
A
X 自動運転中にT軸 (搬送爪) が基板搬送開始位置へ移動すると
き、また基板固定位置から離れるときの速度です。設定範囲は
10 ∼100%です。
Y 基板を高速搬送するときの速度です。設定範囲は 10 ∼100% で
す。
Z 基板を低速搬送するときの速度です。設定範囲は10 ∼100% で
す。
JSD8013110
サービスマニュアル
第
4
章
4-
32
マ
シ
ン
調
整
モ
ー
ド
4
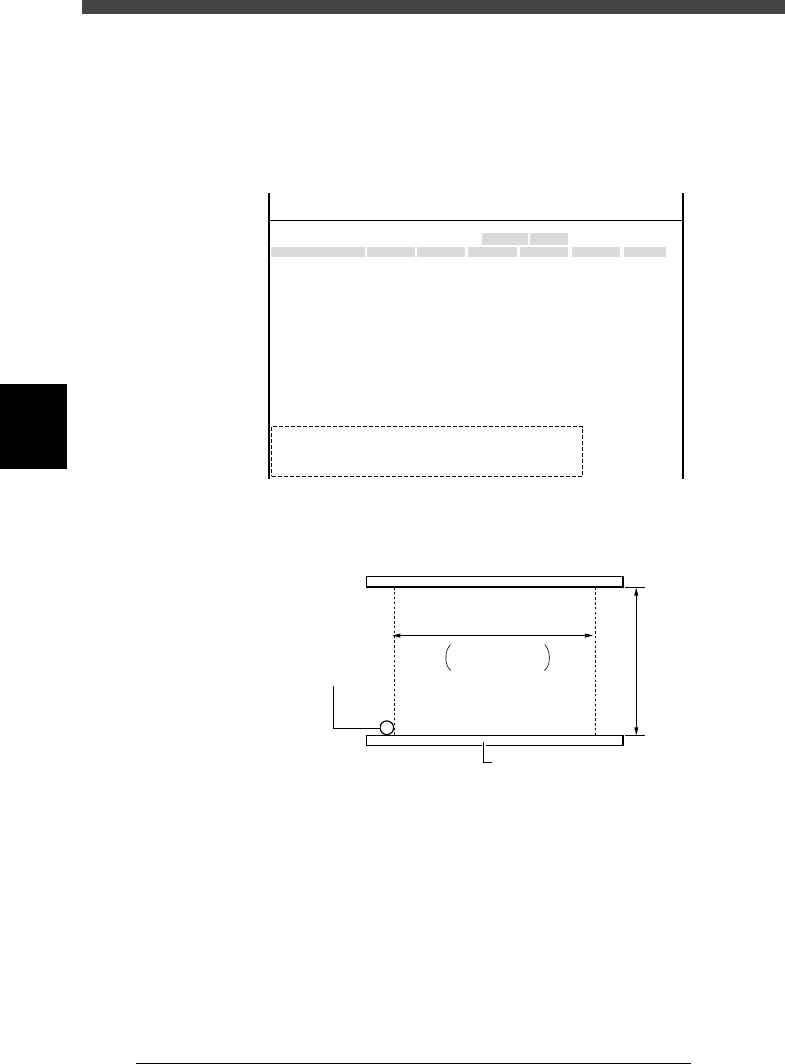
コンベア面補正1 ∼ 4
部品搭載をするときの基準面 (基板面高さ) を補正するための値です。コン
ベアを最大限に広げた状態で、W2, W3軸コンベア上面の 4 点 (下図参照)
のXYZ 座標をティーチング入力します。基板面高さのティーチング手順を
参考にしてください。
46422-D8-00
種類
通常
100
廃棄後
4.00
即時停止
2.00
2.00
未使用
フィーダー
100
0
0
R
0.000
0.000
0.000
0.000
17.480
0.200
0.000
10.000
Z
0.000
0.000
17.480
0.500
16.000
16.000
0.000
10.000
20
17.438
17.460
17.493
17.512
対象名
FINEモード
ロケートピン基準
基板外形基準
待機位置
廃棄位置
基板面
同時吸着範囲
QFP装着浮代
リトライ回数の上限
廃棄ステーション1
廃棄ステーション2
フィデューシャル補正
T軸搬送距離設定
T軸搬送速度設定
コンベア面補正1 A
コンベア面補正2 A
コンベア面補正3 A
コンベア面補正4 A
Y
0.005
118.810
118.810
0.000
71.321
0.5000
150.000
210.000
0.000
30
110.195
110.194
290.522
290.441
X
-28.280
-28.280
562.000
255.916
0.500
100.000
130.000
0.000
10.000
100
-9.709
312.105
312.105
-44.554
ティーチユニット 速度
- - - - - - - -
対象
機械座標
<<<アプリケーション>>> 3/メンテナンス/M
<<モード>> 2/マシンデータ編集
A
A
A
A
A
A
A
A
A
A
A
A
■ コンベア面補正位置
42407-D8-00
+ +
+
+
コンベアレール
最大基板長
Mタイプ 330mm
Lタイプ 380mm
メインストッパー
最
大
基
板
幅
43
1
2
1∼4ティーチング位置