YV180X Service_J.pdf - 第49页
JSD8013110 サービスマニュアル 第 3 章 3- 13 3 マ シ ン デ ー タ 編 集 モ ー ド 下図は、前側と後ろ側のフィーダープレートをそれぞれ 2 ブロック(合計 4 ブロック)に区切り、フィーダーセット番号の 7 , 1 0 , 107, 110 を基準位置 に設定した例です。 ■ フィーダープレート基準位置(例) 42301-D8-00 140 109 101 19 84 0 108 7 10 10 107 1…
サービスマニュアル
第
3
章
3-
12
マ
シ
ン
デ
ー
タ
編
集
モ
ー
ド
3
JSD8013110
4. 機械座標
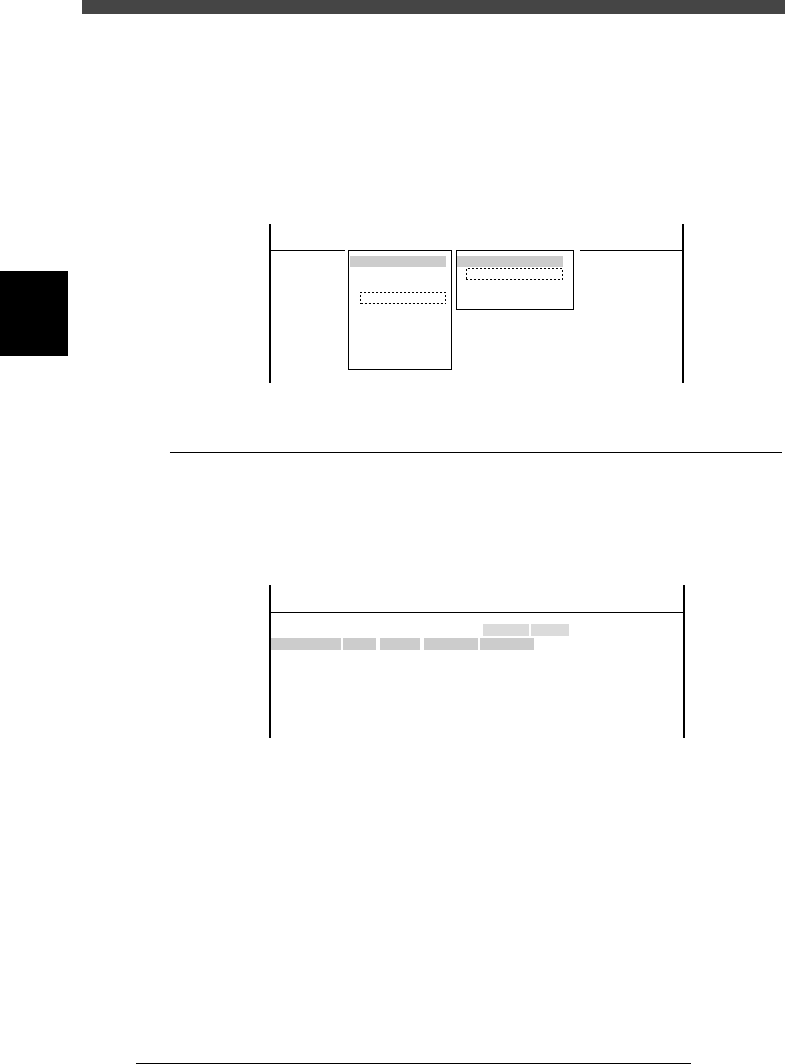
「3/2/マシンデータ編集」→「機械座標」を選択すると、下図のようにサブ
メニューが現れます。それぞれの内容について説明します。
■ 機械座標のサブメニューウインドウ
46311-C0-00
マシンデータ分類
ヘッド
カメラ
機械座標
トレイチェンジャー
ステーション
その他
精度パラメータ
予備データ
<<<アプリケーション>>> 3/メンテナンス/M
<<モード>> 2/マシンデータ編集
サブメニュー
フィーダープレート補正
ソフトリミット
機械座標
4.1 フィーダープレート補正
ここでは、フィーダープレートの管理情報の確認、および基準位置の編集や
ティーチング入力が行えます。
■ フィーダープレート補正画面
46312-D8-00
基準番号
2
10
18
26
30
0
0
総本数
8
8
8
4
8
0
0
X
-183.016
489.650
617.580
745.660
891.490
0.000
0.000
Z
17.310
17.140
17.140
17.140
17.180
0.000
0.000
ティーチユニット 速度
- - - - - - - -
対象
フィーダプレート補正
<<<アプリケーション>>> 3/メンテナンス/M
<<モード>> 2/マシンデータ編集
プレート番号
フィーダプレート 1
フィーダプレート 2
フィーダプレート 3
フィーダプレート 4
フィーダプレート 5
フィーダプレート 6
フィーダプレート 7
プレート番号 本機の前後に設けられたフィーダープレートは、フィーダー
セット位置 を幾つかのブロックに区切り、ブロックごとに基準
位置の座標が入力されています。各ブロックに「フィーダープ
レート番号」が付けられています。(この番号と実際にフィー
ダーを取り付けるフィーダーセット位置番号とは異なります。)
総本数 フィーダープレートの各ブロックに分けられたフィーダーセッ
ト位置の数です。標準仕様のYV180X では、この合計は80 に
なります。
基準番号 基準位置に指定されているフィーダーセットNo. です。この基準
位置はブロック内のどこに設定しても構いません。
「X」「Z」 基準位置に8mm テープフィーダーをセットしたときの部品吸着
位置と高さ(mm)です。
JSD8013110
サービスマニュアル
第
3
章
3-
13
3
マ
シ
ン
デ
ー
タ
編
集
モ
ー
ド
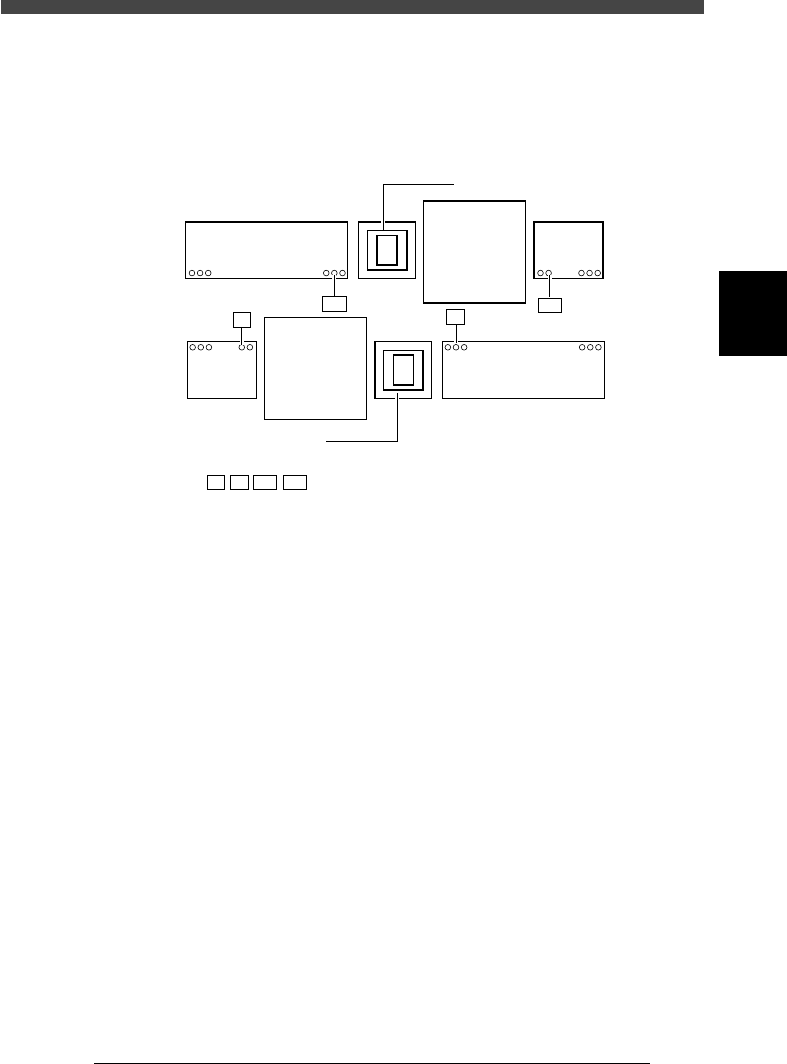
下図は、前側と後ろ側のフィーダープレートをそれぞれ2 ブロック(合計4
ブロック)に区切り、フィーダーセット番号の7, 10, 107, 110 を基準位置
に設定した例です。
■ フィーダープレート基準位置(例)
42301-D8-00
140 109
101
19840
108
7
10
10
107
110
107
110
7
を基準位置として、フィーダープレートを
合計4ブロックに区切った場合
マルチビューカメラ
マルチビューカメラ
Bテーブル
Aテーブル
●フィーダープレート基準位置のティーチング(X 軸方向)
フィーダープレート基準位置は出荷時に正確に設定されていますので、通常
は再ティーチングする必要はありません。何らかの理由で再ティーチングが
必要になったときは、下記の手順で行ってください。ティーチングにはヘッ
ド 1 を使用します。(ヘッド1 が届かない位置はヘッド8 を使用します。)
あらかじめ、小型チップ部品のテープフィーダーを用意してください。
e
1
非常停止ボタンを押します。
2
ヘッド1 にノズルが付いていることを確認します。
小型チップ部品用のノズル(例えばタイプ72)を勧めます。
3
テープフィーダーをフィーダープレートの基準位置にセッ
トします。
4
安全を確認して、非常停止を解除します。
非常停止ボタンを回転解除し、[READY] ボタンを押してください。
サービスマニュアル
第
3
章
3-
14
マ
シ
ン
デ
ー
タ
編
集
モ
ー
ド
3
JSD8013110
5
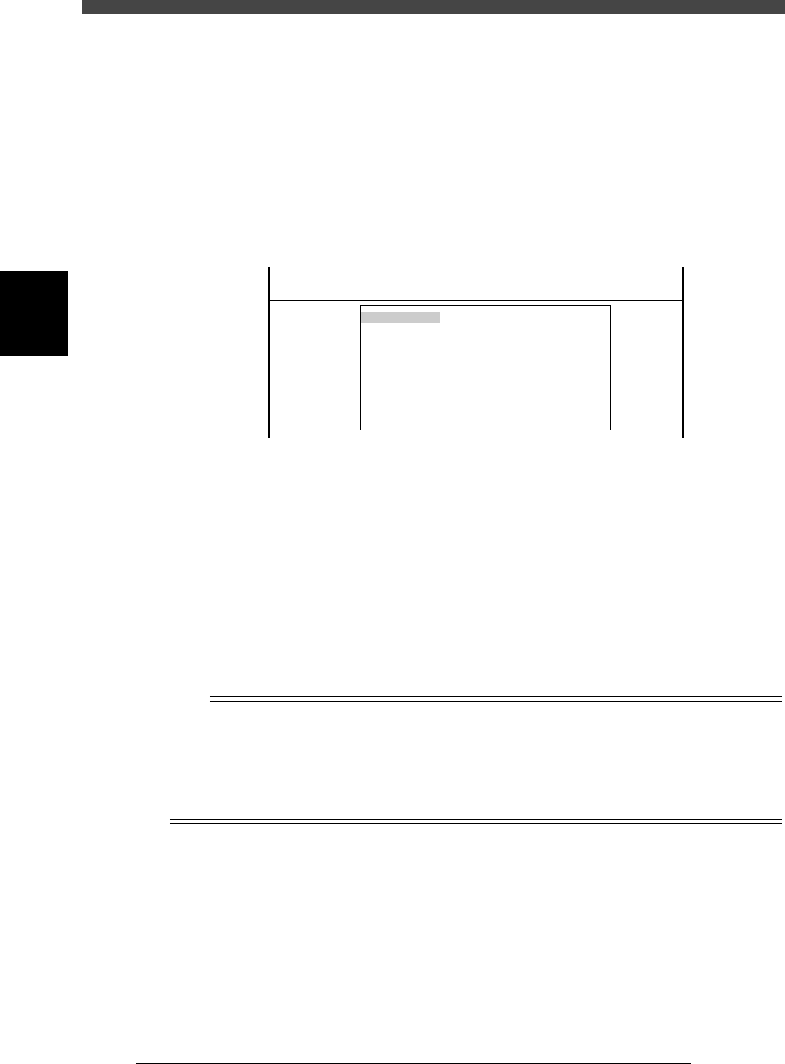
テープフィーダーのシャッターを開きます。
1.「3/4/A2 フィーダー出力モニター」を選択実行します。
2. 矢印キーで、カーソルをテープフィーダーをセットしたフィーダー番
号に合わせ、[ENTER] キーを押します。
フィーダーが駆動する(シャッターが開く)と、状態表示は"0" から
"1" に変化します。
■ フィーダー出力モニター画面
46313-D8-00
フィーダーバルブ出力
1-8
9-16
18-24
25-32
33-40
41-48
49-56
57-64
00000000
00000000
00000000
00000000
00000000
/////////
/////////
/////////
00000000
00000000
00000000
00000000
00000000
/////////
/////////
/////////
101-108
109-116
117-124
125-132
133-140
141-148
149-156
157-164
<<<アプリケーション>>> 3/メンテナンス/M
<<モード>> 4/手動
<コマンドリスト>
A/IOユーティリティー
6
ヘッド部をテープフィーダーの上に移動させます。
1.「3/4/B1 ジョイスティック軸選択」を選択実行し、軸を「A テーブル
XY 軸」または「Bテーブル XY 軸」へ切り替えます。
2. YPU のジョイスティックを操作して、ヘッドをテープフィーダーの吸
着部品の上に移動させます。
3. YPUの[SEL AXIS] または [AXIS GROUP] キーを押して軸を「A テー
ブルZR 軸」または「BテーブルZR 軸」に切り替え、ノズルを下降さ
せてノズル先端が部品の中心に位置するようにします。
参考
部品上でノズルの位置を微調整するときは、手動モードの「3/4/B2 運転スピード変更」コマ
ンドやYPUの「SPEED」キーで低速度を指定するか、ジョイスティックを移動させたい方向
にわずかに傾けると容易に行えます。あるいは非常停止の状態で、X軸モーターシャフトと
ボールスクリューを連結しているカップリング部を手で回しながら、軸位置を微調整すること
もできます。