YV180X Service_J.pdf - 第73页
JSD8013110 サービスマニュアル 第 4 章 4- 17 マ シ ン 調 整 モ ー ド 4 5 ロケートピンの中心と移動カメラを合わせます。 Y P U のジョイスティックを操作して、固定ロケートピンの中心をビジョ ンディスプレイのセンターカーソルに合わせてください。 6 ロケートピン「X 」 「Y 」 座標のティーチングを実行します。 1. [F10]キ ー を 2 回押して「X 」座標を入力します。 2 . 次にカーソルを…
JSD8013110
サービスマニュアル
第
4
章
4-
16
マ
シ
ン
調
整
モ
ー
ド
4
移動カメラを使って固定ロケートピンのXY 座標をティーチングする手順を
説明します。
1
ロケートピンを上昇させます。
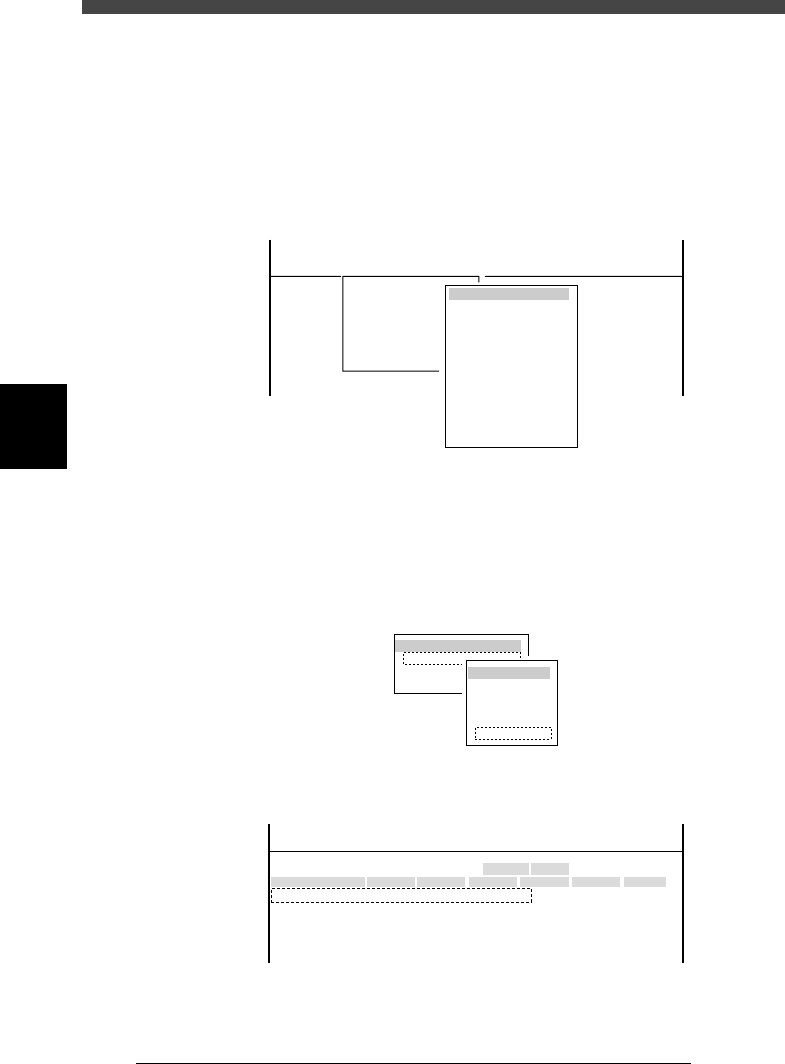
1.「3/4/A0 コンベアユニット操作」を選択実行します。
2. カーソルを「ロケートピン」 に合わせ、[ENTER] キーを押します。
ロケートピンが上昇すると、「状態」表示が"ON" に変わります。
46412-C0-00
<<<アプリケーション>>> 3/メンテナンス/M
<<モード>> 4/手動
<コマンドリスト> A/IOユーティリティ
A0
コンベアユニット操作
(状態)
ON
OFF
OFF
OFF
OFF
OFF
OFF
OFF
OFF
OFF
ロケートピン
プッシュアップ
基板クランプ
エッジクランプ
プッシュイン
メインストッパー
入口ストッパー
出口ストッパー
コンベアモーター
基板幅
プログラマブルピン
戻る
コンベアユニット
2
マシン調整モードに入り、機械座標画面を開きます。
「3/3/B1 調整項目選択」→「機械座標」を選択実行してください。
3
[F10]キーを押して、ティーチング実行条件を指定します。
ティーチングユニットは「カメラ」、運転速度は「Speed = 20 ∼40」程
度の低速度を選択してください。
46413-D8-00
ティーチングユニット選択
カメラ
ヘッド1
ヘッド8
運転速度選択
スピード1 =
スピード2 =
スピード3 =
スピード4 =
スピード5 =
100
80
60
40
20
4
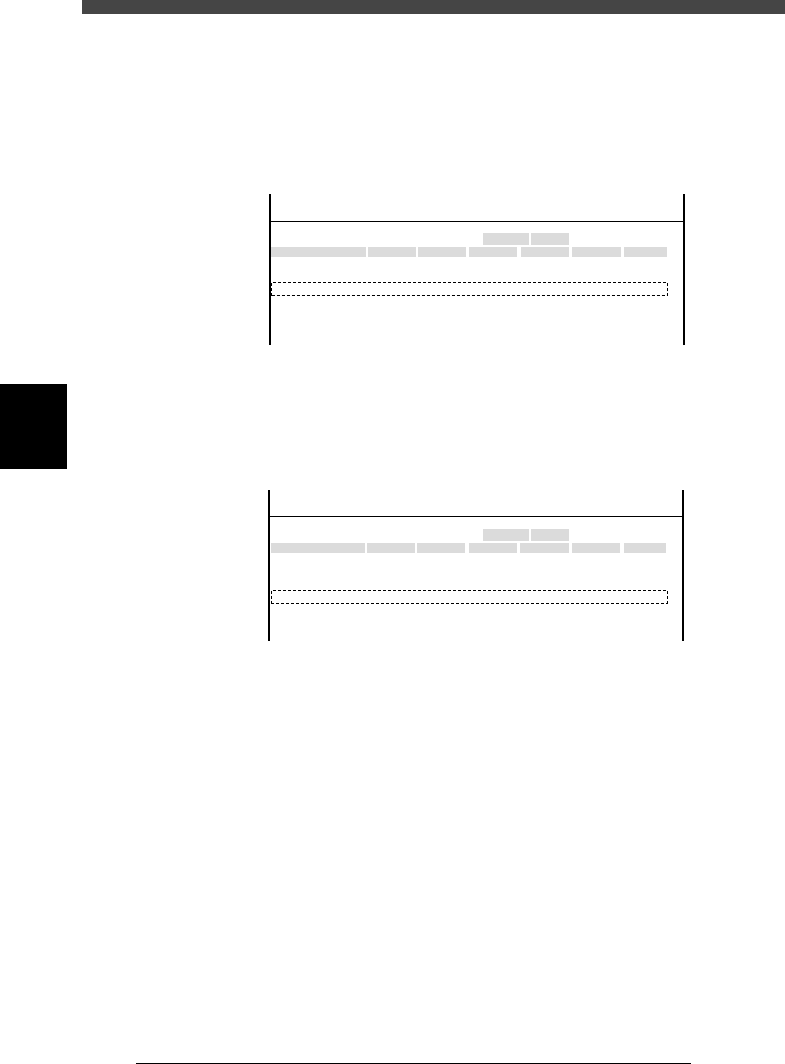
カーソルを「ロケートピン基準」の「X」欄に合わせます。
46411-D8-B0
種類
通常
100
フィーダー
100
R
0.000
0.000
0.000
0.000
Z
0.000
0.000
対象名
FINEモード
ロケートピン基準
基板外形基準
待機位置
廃棄位置
Y
0.005
118.810
118.810
0.000
71.321
X
-28.280
-28.280
562.000
255.916
ティーチユニット 速度
- - - - - - - -
対象
機械座標
<<<アプリケーション>>> 3/メンテナンス/M
<<モード>> 2/マシンデータ編集
A
A
A
A
A

JSD8013110
サービスマニュアル
第
4
章
4-
17
マ
シ
ン
調
整
モ
ー
ド
4
5
ロケートピンの中心と移動カメラを合わせます。
YPU のジョイスティックを操作して、固定ロケートピンの中心をビジョ
ンディスプレイのセンターカーソルに合わせてください。
6
ロケートピン「X」「Y」座標のティーチングを実行します。
1. [F10]キーを2 回押して「X」座標を入力します。
2. 次にカーソルを「ロケートピン基準」の「Y」欄に移動し、[F10]キー
を2 回押して「Y」座標を入力します。
7
ティーチングしたデータを保存します。
[ESC] キーを押してから、「B2 調整後データ保存」または「B0 データ保
存後終了」を選択実行してください。 (保存したくない場合は、「B3 調整
前データ復活」または「B7 強制終了」を選択実行してください。)
JSD8013110
サービスマニュアル
第
4
章
4-
18
マ
シ
ン
調
整
モ
ー
ド
4
基板外形基準
通常は「ロケートピン基準」と同じ XYR 座標値を入力します。
基板固定方法を「外形基準」にしたときに、「ロケートピン基準」と比べて
固定された基板の位置がズレるときは、そのズレを「ロケートピン基準」座
標値から引いて、この項目に入力します。
46411-D8-C0
種類
通常
100
フィーダー
100
R
0.000
0.000
0.000
0.000
Z
0.000
0.000
対象名
FINEモード
ロケートピン基準
基板外形基準
待機位置
廃棄位置
Y
0.005
118.810
118.810
0.000
71.321
X
-28.280
-28.280
562.000
255.916
ティーチユニット 速度
- - - - - - - -
対象
機械座標
<<<アプリケーション>>> 3/メンテナンス/M
<<モード>> 2/マシンデータ編集
A
A
A
A
A
待機位置
基板搬送時にヘッドが待機している位置やノズル詰まり防止エアーブローの
方法が設定されています。
46411-D8-D0
種類
通常
100
フィーダー
100
R
0.000
0.000
0.000
0.000
Z
0.000
0.000
対象名
FINEモード
ロケートピン基準
基板外形基準
待機位置
廃棄位置
Y
0.005
118.810
118.810
0.000
71.321
X
-28.280
-28.280
562.000
255.916
ティーチユニット 速度
- - - - - - - -
対象
機械座標
<<<アプリケーション>>> 3/メンテナンス/M
<<モード>> 2/マシンデータ編集
A
A
A
A
A
種類 ノズルにゴミや半田などが詰まるのを防ぐために、ノズル内の
エアブローを行うかどうかを設定します。詳しくは後述の「ノ
ズル詰まり防止エアブロー」の説明をご覧ください。
X・Y 基板搬送時にヘッドが待機している XY 位置で、出荷時には標準
的な待機位置が入力されています。(YV180X では、Y 座標は使
用しません。)
Z 基板搬送時の待機位置でのヘッドの高さで、通常は0.000 です。
この値は変更しないでください。
R 基板搬送時の待機位置でのヘッドの角度で、通常は0.000 です。
この値は変更しないでください。