YV180X Service_J.pdf - 第79页
JSD8013110 サービスマニュアル 第 4 章 4- 23 マ シ ン 調 整 モ ー ド 4 3 出力モニター画面を開き、ヘッド 1 を下降させます。 1. 「 3/4/A1 入出力モニター」→「選択表示」→「ヘッド」を選択しま す。 2 . カーソルを「 HEAD-A ヘッドの上下 (T2A10)」 また は 「HEAD-B ヘッドの上下 (T2B10)」 に合わせ、 [ENTER] キーを押してヘッド 1 を 下降させます…
JSD8013110
サービスマニュアル
第
4
章
4-
22
マ
シ
ン
調
整
モ
ー
ド
4
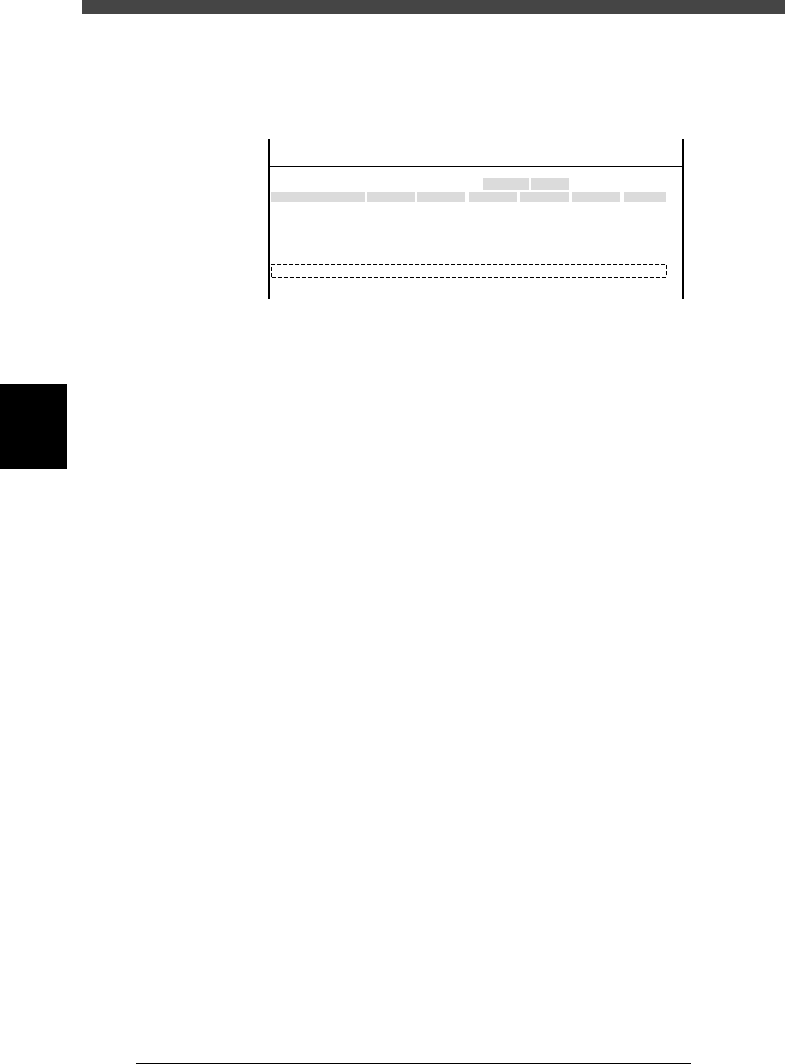
基板面
部品搭載位置の基板面の高さや部品の持ち帰りをチェックするためのパラ
メーターが設定されています。
46417-D8-00
種類
通常
100
廃棄後
フィーダー
100
R
0.000
0.000
0.000
0.000
17.480
0.200
Z
0.000
0.000
17.480
0.500
対象名
FINEモード
ロケートピン基準
基板外形基準
待機位置
廃棄位置
基板面
同時吸着範囲
Y
0.005
118.810
118.810
0.000
71.321
0.5000
X
-28.280
-28.280
562.000
255.916
0.500
ティーチユニット 速度
- - - - - - - -
対象
機械座標
<<<アプリケーション>>> 3/メンテナンス/M
<<モード>> 2/マシンデータ編集
A
A
A
A
A
A
A
種類 自動運転中にノズルの空認識を行うための設定です。
なし :空認識を行いません。
廃棄後 :部品廃棄があった場合に空認識を行います。
搭載後 :部品搭載ごとに空認識を行います。
Z 部品を装着するときのヘッド部全体の高さ。
R 固定トレイを使用したときのパレット面の高さ。 (YV180X では
無効です。)
フィーダー 基板を固定・解除するときに上昇・下降するPU (プッシュアッ
プ) 軸の速度です。10 ∼100%に設定できます。出荷時は100
%となっています。 (YV180X のプッシュアッププレートはエア
駆動ですので、この設定は無効です。)
「基板面」高さを設定するときは以下の手順を参考にしてください。
基板面と固定側コンベアレールの上面は同じ高さとなりますので、ここでは
コンベアレール上面の高さを「基板面」高さとして設定します。各ヘッドに
タイプ72 ノズルが付いていることを確認してください。
1
ジョイスティックで 操作するXY 軸を選択します。
「3/4/B1 ジョイスティック軸選択」→「A テーブル XY 軸」 (または「B
テーブル XY 軸」) を選択してください。
2
ヘッド部を固定側のコンベアレール上に移動させます。
ジョイスティックを操作して、ヘッド1 のノズルが固定側コンベアレール
の真上に来る位置で止めてください。
JSD8013110
サービスマニュアル
第
4
章
4-
23
マ
シ
ン
調
整
モ
ー
ド
4
3
出力モニター画面を開き、ヘッド1 を下降させます。
1.「3/4/A1 入出力モニター」→「選択表示」→「ヘッド」を選択しま
す。
2. カーソルを「HEAD-A ヘッドの上下 (T2A10)」または「HEAD-B
ヘッドの上下 (T2B10)」に合わせ、[ENTER] キーを押してヘッド1 を
下降させます。
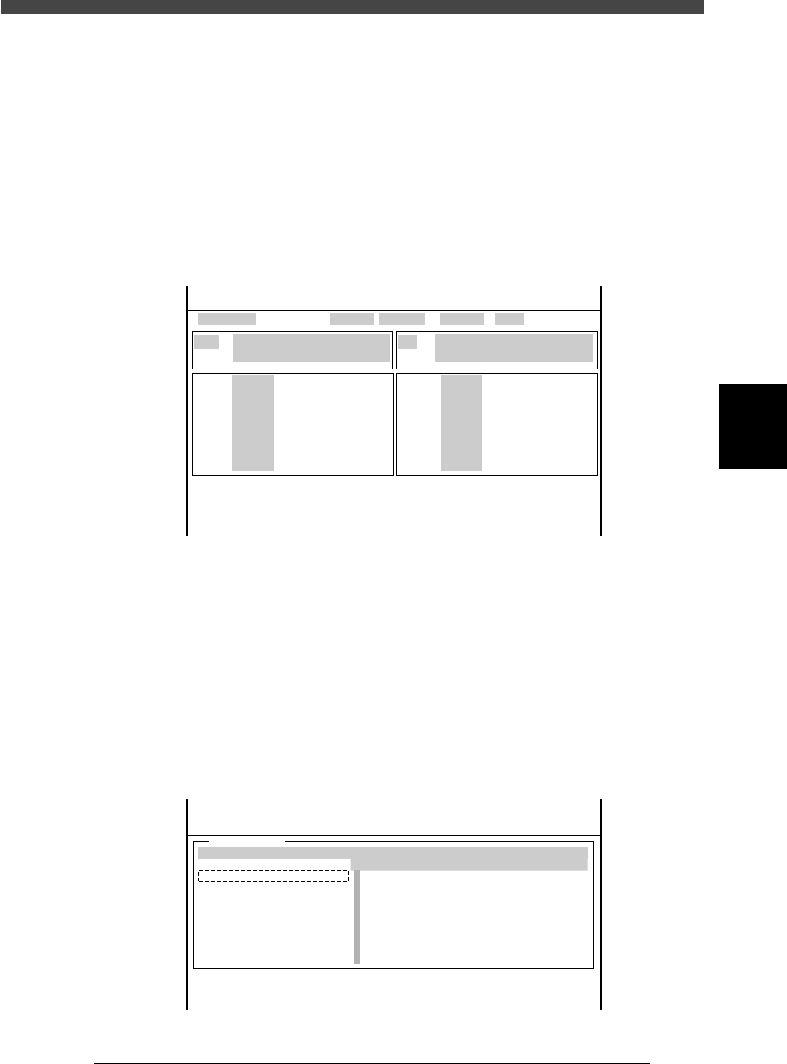
ヘッドが下降すると、出力表示は“1” に変わります。
■ 出力モニター画面
46414-D8-00
T2A00
T2B00
T2A10
T2B10
T2A67
T2B67
T2A65
T2B65
N2230
N2330
N2223
N2323
N2216
N2316
N2214
N2314
00000000 ↑
00000000
0
0
0
0
0
0 ↓
指定アーム Aテーブル XY軸
軸移動速度 40
機械原点からの座標 X1= Y1= Z1= R1=
HEAD
HEAD
HEAD
HEAD
HEAD
HEAD
HEAD
HEAD
HEAD
HEAD
HEAD
HEAD
HEAD
HEAD
HEAD
HEAD
10000000 ↑
00000000
10000000
00000000
0
0
0
0 ↓
<<<アプリケーション>>> 3/メンテナンス/M
<<モード>> 4/手動
入出力モニター 表示形式 選択表示 表示対象 HEAD
OUT HEAD-A ヘッド1-8 の吸着
OFF 0 / ON 1
I N HEAD-A ヘッド1-8 下降端
上昇時 1 / 下降時 0
4
軸の選択、軸移動速度の設定をします。
1. YPUの[SEL AXIS]キーを押して、軸の選択を「ZR 軸」に変更します。
2. YPUの[SPEED]キーを押して、運転スピードを20%以下にします。
出力モニター画面の下部に表示されている指定アームと軸移動速度が
切り替わったことを確認してください。
5
「3/4/A4 真空センサー入力モニター」を開きます。
■ 真空センサー入力モニター
46415-C0-00
[↑] [↓] : ヘッド選択 [ENTER] : バキュームON/OFF [ESC] : 終了
真空センサーレベル
現在値
0
0
0
0
0
0
0
0
上限値
0
0
0
0
0
0
0
0
下限値
0
0
0
0
0
0
0
0
ヘッド
A
A
A
A
A
A
A
A
<<<アプリケーション>>> 3/メンテナンス/M
<<モード>> 4/手動
<コマンドリスト> A/IOユーティリティ
[スペース] :画面停止
機械原点からの座標 X1= Y1= Z1= R1=
JSD8013110
サービスマニュアル
第
4
章
4-
24
マ
シ
ン
調
整
モ
ー
ド
4
6
ヘッド1 の真空を発生させます。
カーソルがヘッド1 の行にあることを確認し、[ENTER]キーを押して真空
を発生させてください。真空センサー入力モニターの右側に真空レベルを
します。バーグラフが現れます。
7
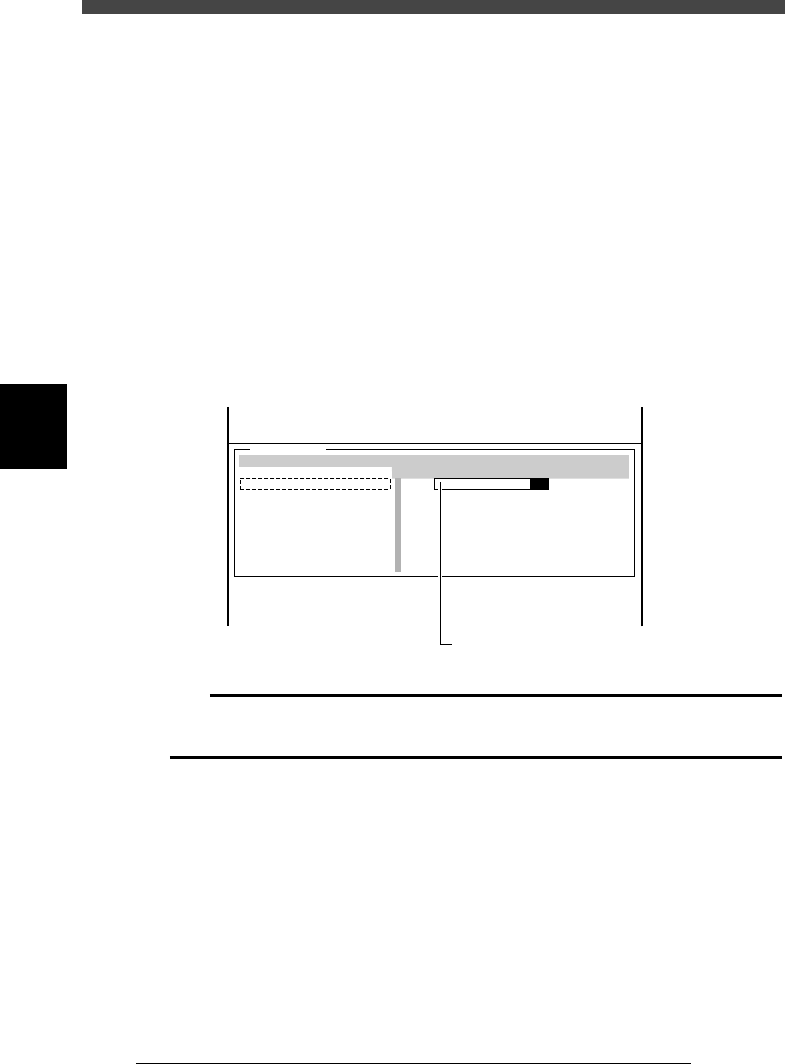
真空センサー入力モニターを見ながらヘッドを下降させ、
そのZ 座標値をメモします。
1. YPU のジョイスティックを操作してヘッドを下降させます。
ヘッド1 のノズル先端がコンベアレール上面に達すると真空センサー
レベルが上昇し、バーグラフの緑ゾーンが右に延びていきます。
2. 真空センサーレベルが最大になったときの高さでヘッドを止めます。
バーグラフがすべて緑ゾーンになったときにヘッドの下降を止めてく
ださい。このときのノズル高さが基板面高さ「Z」となりますので、画
面下部に表示された Z1 (または Z2) の値をメモしておきます。
46416-C0-00
[↑] [↓] : ヘッド選択 [ENTER] : バキュームON/OFF [ESC] : 終了
真空センサーレベル
現在値
202
0
0
0
0
0
0
0
上限値
210
0
0
0
0
0
0
0
下限値
195
0
0
0
0
0
0
0
ヘッド
A
A
A
A
A
A
A
A
<<<アプリケーション>>> 3/メンテナンス/M
<<モード>> 4/手動
<コマンドリスト> A/IOユーティリティ
[スペース] :画面停止
機械原点からの座標 X1= Y1= Z1= R1=
バーグラフ全体が緑になったときのZ座標を調べる
c
注意
タイプ72ノズルはバフィング (スプリング動作) タイプですので、真空センサーレベルが最大に
なった後もヘッドの下降を続けると正確なZ座標が得られません。
8
各ヘッドでの平均値を計算します。
Step 3∼7 の操作を各ヘッドで行ない、平均値を算出してください。
9
機械座標画面を開きます。
「3/3/B1 調整項目選択」→「機械座標」を選択実行してください。
0
基板面高さ「Z」座標の値を入力します。
算出したノズル高さの値を「基板面」の「Z」欄に入力してください。
q
データを保存します。
[ESC] キーを押してから、「B2 調整後データ保存」または「B0 データ保
存後終了」を選択実行してください。(保存したくない場合は、「B3 調整
前データ復活」または「B7 強制終了」を選択実行してください。)