2OM-GXH-3使用说明书.pdf - 第130页
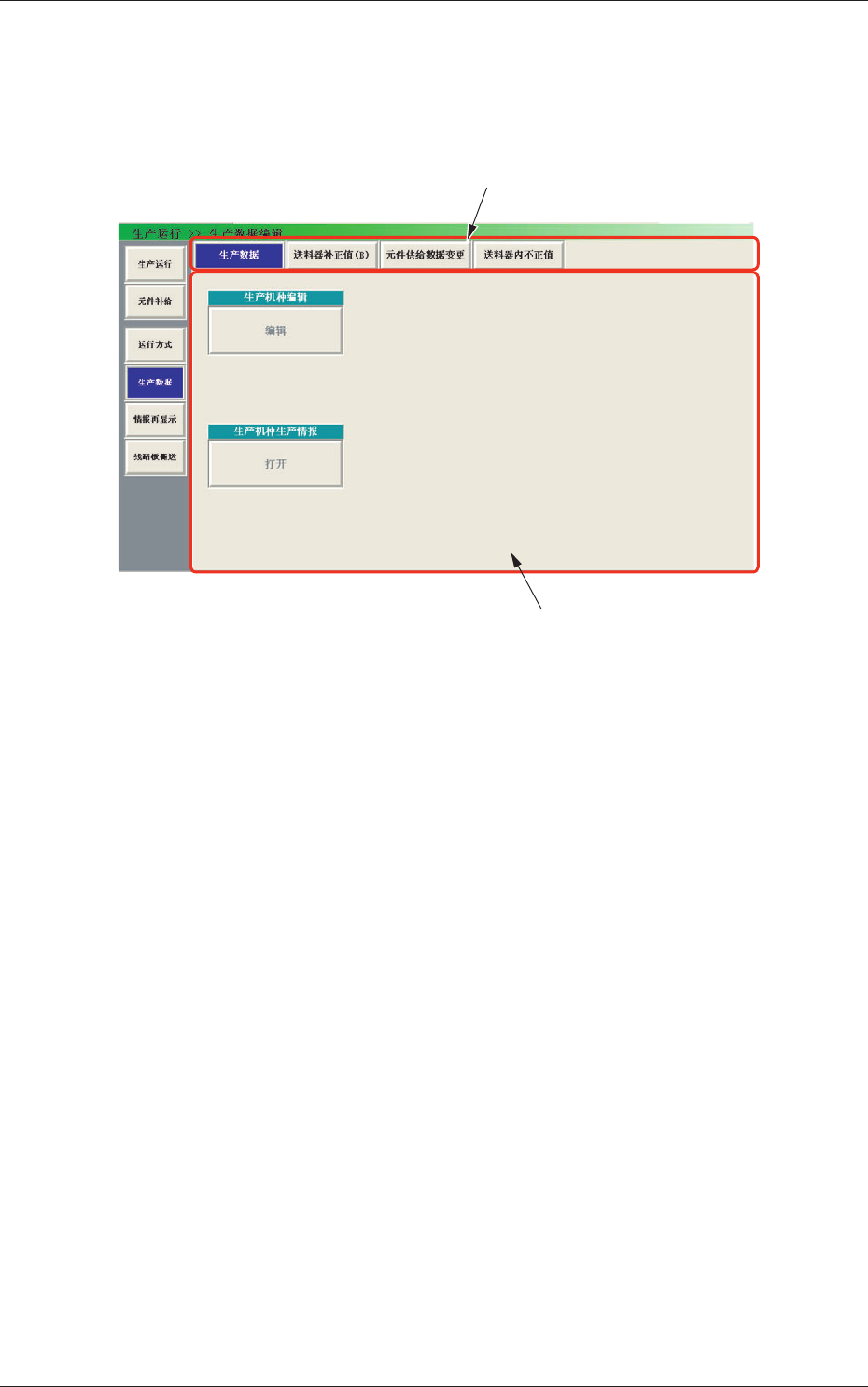
2-42 0708-001 5. “ 生产数据编辑 ” 界面 5. “ 生产数据编辑 ” 界面 在生产运行子菜单栏中,按 [ 生产数据 ] 按钮,便显示作为初始界面 的 “ 生产数据 ” 界面。 Fig.2B25 “ 生产数据 ” 界面 [1] 切换按钮 生产数据 可以进行当前生产机种数据的编辑。 送料器补正值 (B) 可以调整送料器补正值 (B)。 元件供给数据变更 可以简易变更生产机种的元件供给数据。 [2] “ 生产数据 ” 界面…
2-41-1
[简短解说] 交替模式 ( 接合 ) 预告的设定示例
•
将预告条件设定为
“
剩余料带长度
”
时
将
“
剩余料带长度
”
的
“
设定数
”
设定为
“
600mm
”
时
(1005 元件、传送间距 2mm)
发生接合预告的条件为料带剩余 1500mm 以下 ( 在接合停止的默认
值 900mm 加上 600mm 的长度 ) 时。
•
将预告条件设定为
“
可能生产的线路板数量
”
时
将
“
可能生产的线路板数量
”
的
“
设定数
”
设定为
“
50 块
”
时
(5 片 /1 线路板实装、1005 元件、传送间距 2mm)
发生接合预告的条件为将接合停止默认值的 900mm 换算为线路板
数量、再加上 50 块的数量。
接合停止的默认值 900mm/2mm=450 个
用 450 个元件能够生产的线路板数 450 个 /5 个 (1 块 )=90 块
由此,90 块 +50 块 =140 块,发生接合预告的条件为 140 块以下时。
4.5 交替模式 ( 接合 )
0811-001
2-420708-001
5.
“
生产数据编辑
”
界面
5.
“
生产数据编辑
”
界面
在生产运行子菜单栏中,按 [ 生产数据 ] 按钮,便显示作为初始界面
的
“
生产数据
”
界面。
Fig.2B25
“
生产数据
”
界面
[1] 切换按钮
生产数据
可以进行当前生产机种数据的编辑。
送料器补正值 (B)
可以调整送料器补正值 (B)。
元件供给数据变更
可以简易变更生产机种的元件供给数据。
[2]
“
生产数据
”
界面
显示所选择的 Tab 内容。
[1] 切换按钮
[2]
“
生产数据
”
界面
2-430801-002
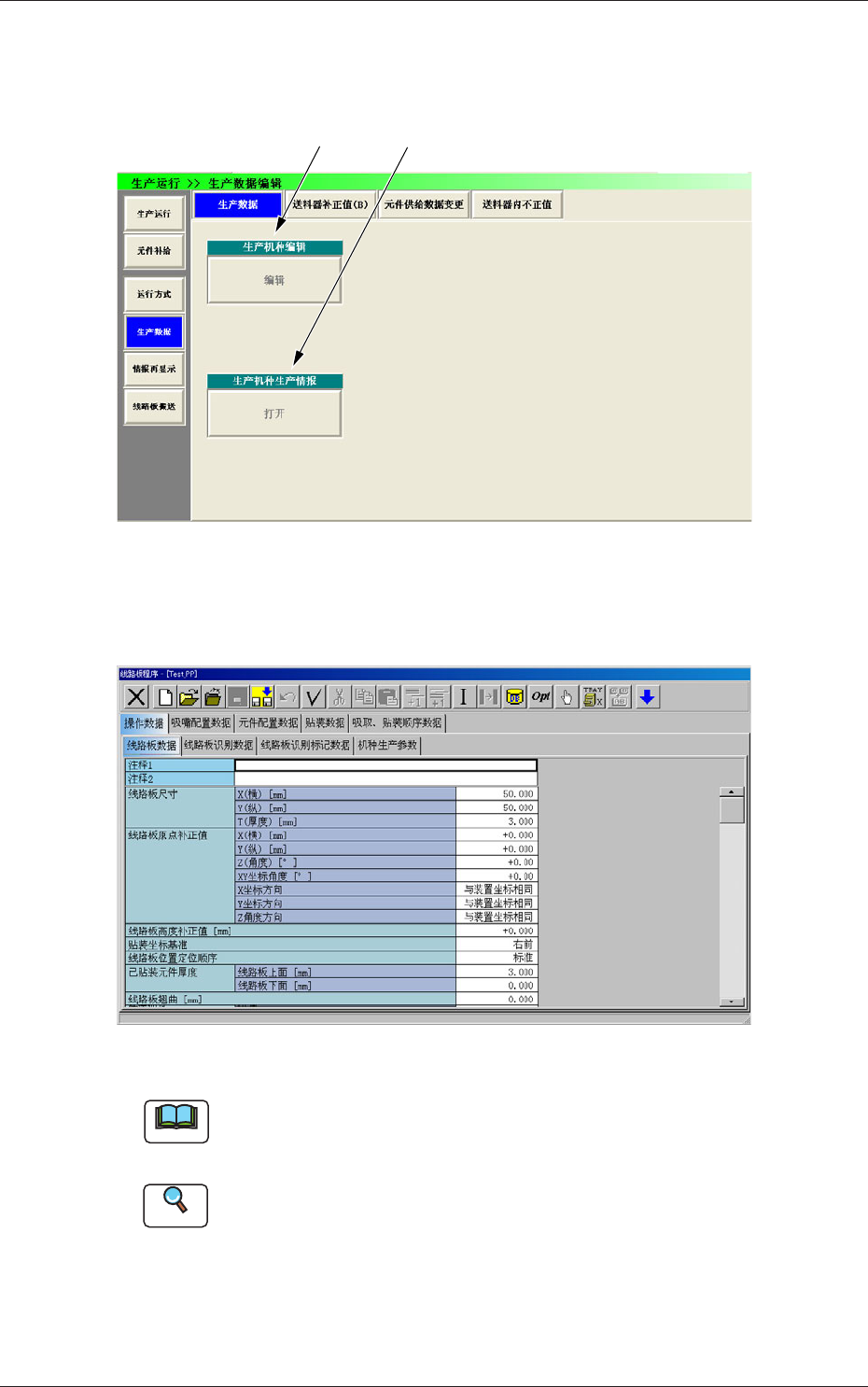
5.1 生产数据
5.1 生产数据
按 [ 生产数据 ] 按钮,便显示
“
生产数据
”
界面。
Fig.2B26
“
生产数据
”
界面
[1] 生产机种编辑
显示当前选择的生产机种数据的
“
线路板程序
”
界面。
Fig.2B27
“
线路板程序编辑
”
界面
Note
在运行中、待机中、暂停中状态下,不能变更数据。
Reference
有关线路板程序的编辑方法请参照
“
第三卷 第三章 线路板程序
”
章
节。
[1]
[2]