CP-6-series Mechanical Reference.pdf - 第291页
2.2 Mid-Stopper Position Alignment When a double board production program is executed, the gap between boards is fixed by the mid-stopper and this gap is maintained while board transport is carried out. As a result, the …
2.1 Adjustment of the Lifter Air Cylinder Sensors
WARNING
• Turn off the 200 V servo power before carrying out this work.
• The CP-643E/643ME conveyor is equipped with laser sensors.
In areas where there is a risk of eye damage from the laser beams,
be sure to install a laser beam shield at the laser emission area
before performing this sensor adjustment procedure.
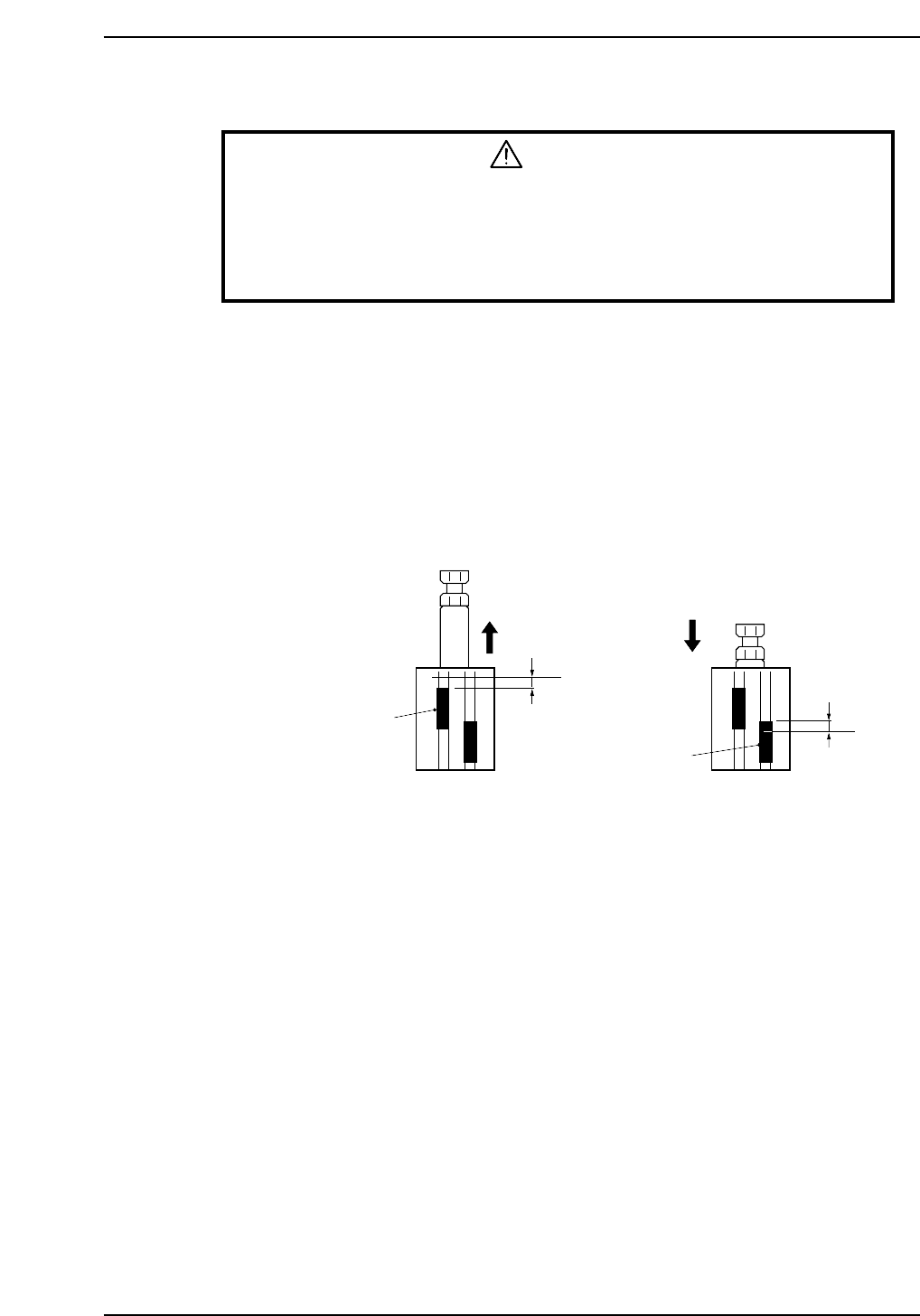
1. Release the air inside the cylinder.
2. Raise the lifter, set the cylinder in the extended status and check the position at
which the upper limit sensor comes ON.
3. From the position at which the sensor comes ON, lower the upper limit sensor by
0.5 mm and secure it in place.
4. Lower the lifter, set the cylinder in the contracted status, and check the position at
which the lower limit sensor comes ON.
5. From the position at which the sensor comes ON, raise the lower limit sensor by
0.5 mm and secure it in place.
a
b
Upper limit sensor
Lower limit sensor
0.5 mm
0.5 mm
CP6M10006
a: Position at which the upper limit sensor comes ON with the cylinder in the extended status
b: Position at which the lower limit sensor comes ON with the cylinder in the contracted status
Part 9 Chapter 2 In-Conveyor
Edition 1.0 9-2-3 CP-6-series Mechanical Reference
2.2 Mid-Stopper Position Alignment
When a double board production program is executed, the gap between boards is fixed
by the mid-stopper and this gap is maintained while board transport is carried out. As a
result, the mid-stopper position must be correctly set in order to accurately carry out
mark acquisition and placement.
WARNING
• Turn off the 200 V servo power before carrying out this work.
• The CP-643E/643ME conveyor is equipped with laser sensors.
In areas where there is a risk of eye damage from the laser beams,
be sure to install a laser beam shield at the laser emission area
before performing this sensor adjustment procedure.
1. Check the board size in the X-direction.
2. Input the following values from the operation panel.
• PCB Distance (mm)
• Pcb_X (mm)
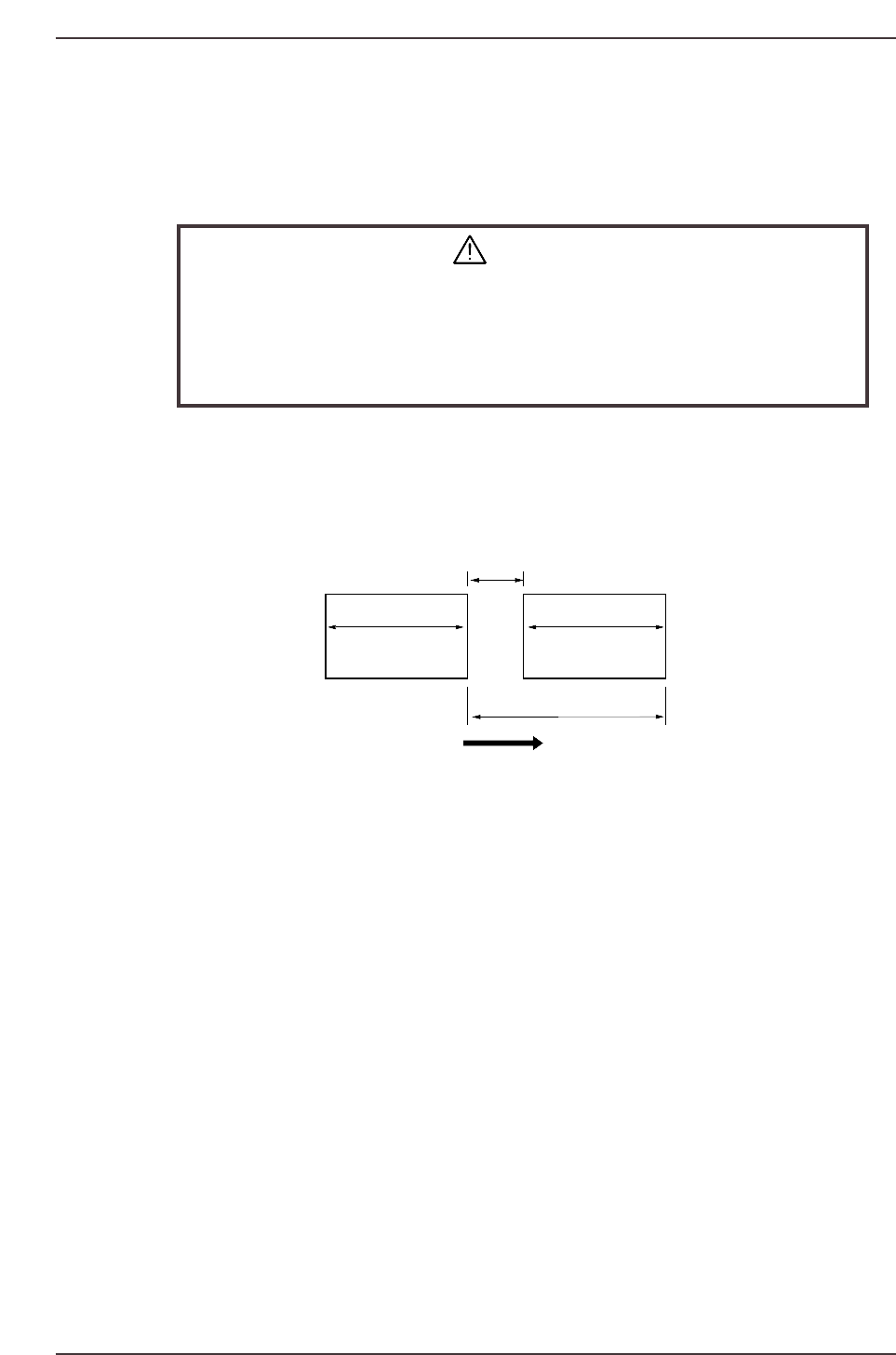
Note: A 15-mm gap is required between the first and second panels to accommodate the
mid-stopper.
When using 2-panel production, the maximum panel length (Pcb_X) is 220 mm.
However, because the mid-stopper has a limited range of movement, if the panel
length is less than 80 mm, then the gap between the two panels must be calculated
using the formula [Gap = 95 mm – Panel length] and modified in the production
program.
For example, if the panel length is 50 mm, then the gap is [95 mm – 50 mm = 45
mm].
3. Put two boards on the in-conveyor.
4. Advance the first board forward until it makes contact with the board stopper on
the front of the in-conveyor.
5. Confirm that the first board check sensor comes ON at a position 5.0 mm from the
first board advance limit position.
6. Loosen the adjusting bolt and adjust the mid-stopper position until the first and
second board advance limits match the PCB Distance dimension which has been
specified.
CP6M10007
Board flow direction
Pcb_X Pcb_X
PCB Distance
15 mm
Second board First board
Part 9 Chapter 2 In-Conveyor
Edition 1.0 9-2-4 CP-6-series Mechanical Reference
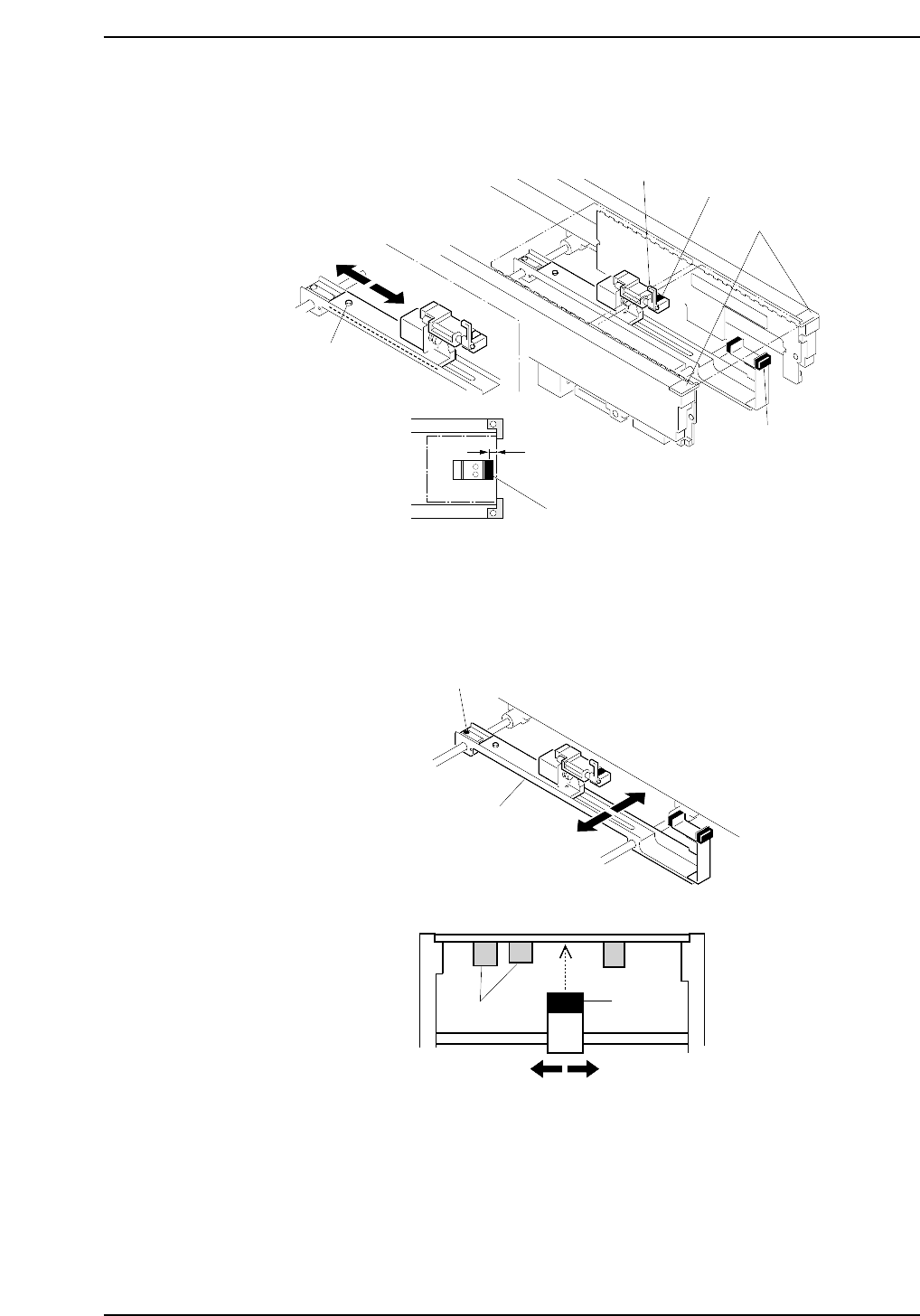
7. Advance the second board and verify that the second board check sensor switches
ON when the board makes contact with the mid-stopper.
8. Check the positions of premounted parts on the lower surface of the board.
Set the sensor avoiding the premounted part positions. Loosen the adjusting bolt
shown below and move the slider in the Y-direction to adjust the sensor position.
CP6M10009
Adjusting bolt
Slider
Y-direction
Premounted
parts
Sensor
CP6M10008
Mid-stopper
Adjustment bolt
Board stopper
5.0 mm
Second board check sensor
First board check sensor
First board check sensor
Part 9 Chapter 2 In-Conveyor
Edition 1.0 9-2-5 CP-6-series Mechanical Reference