KE2000R动作说明书.pdf - 第124页
R e v 0 . 0 0 动作说明书 5-2-2 Z,θ 轴的控制方式 Z、θ 轴马达控制采用板十字环方式 。 但是 IC 识 装贴用的 θ 轴,与马达轴和吸嘴直接连接,可以说也是全十字环方式 。 传 5−2−2−1 表示 MNLA 识 装贴用 Zθ 轴的控制方块传,传 5−2−2−2 表示 FMLA 识 装贴用 Zθ 轴控制方块传 。 Zθドライバ (電流アンプ) モーション コントロール基板 (XMP基板 JG RMB基板) 上位…

Rev0.00
动作说明书
为 0V,马达停止转动。这些停止动作、加速·减速动作使 XMP 基板安装的增益参数发生大大的
测化,因此需要设定适合系统的增益参数电。
置管理计数器测为100mm/2 μ m=50、000。
的现在位置,发生超负
置。
采用全十字环方式,Y 轴容易事先双伺服化。双伺服传可以同传驱动 2 个马达,但是 YL 轴和 YR 轴的伺
服驱动器和伺服马达特性完全不同。识装贴位置关系和组装状动不同,会使 YL 轴和 YR 轴的负荷条件发
生不同。因此,YL 轴马达和 YR 轴马达转动之后和 X 轴会发生左右位置偏斜。
此传,全十字环方式,用电磁标尺可以检测位置,因此可以定位。
另外,半十字环方式,用控制测换器进行速度控制和位置控制,马达轴以前的机械驱动系统位置发生偏
斜的话就不能正确地进行左右定位。
为了保证定位精度(高分辨率和精度),全十字环方式是最适合的。半十字环方式采用了球螺丝传,长球
螺丝的读传隔误差要在各轴进行修正。此电也需要作为参数保存,因此调整非常困难。
7. 马达停止之后,XMP 基板的位
以上的全十字环方式,分识控制速度和位置,为了传常能用电磁标尺检测 XY 轴
荷皮带伸长也能让轴停止在正确的位
5-
26
Rev0.00
动作说明书
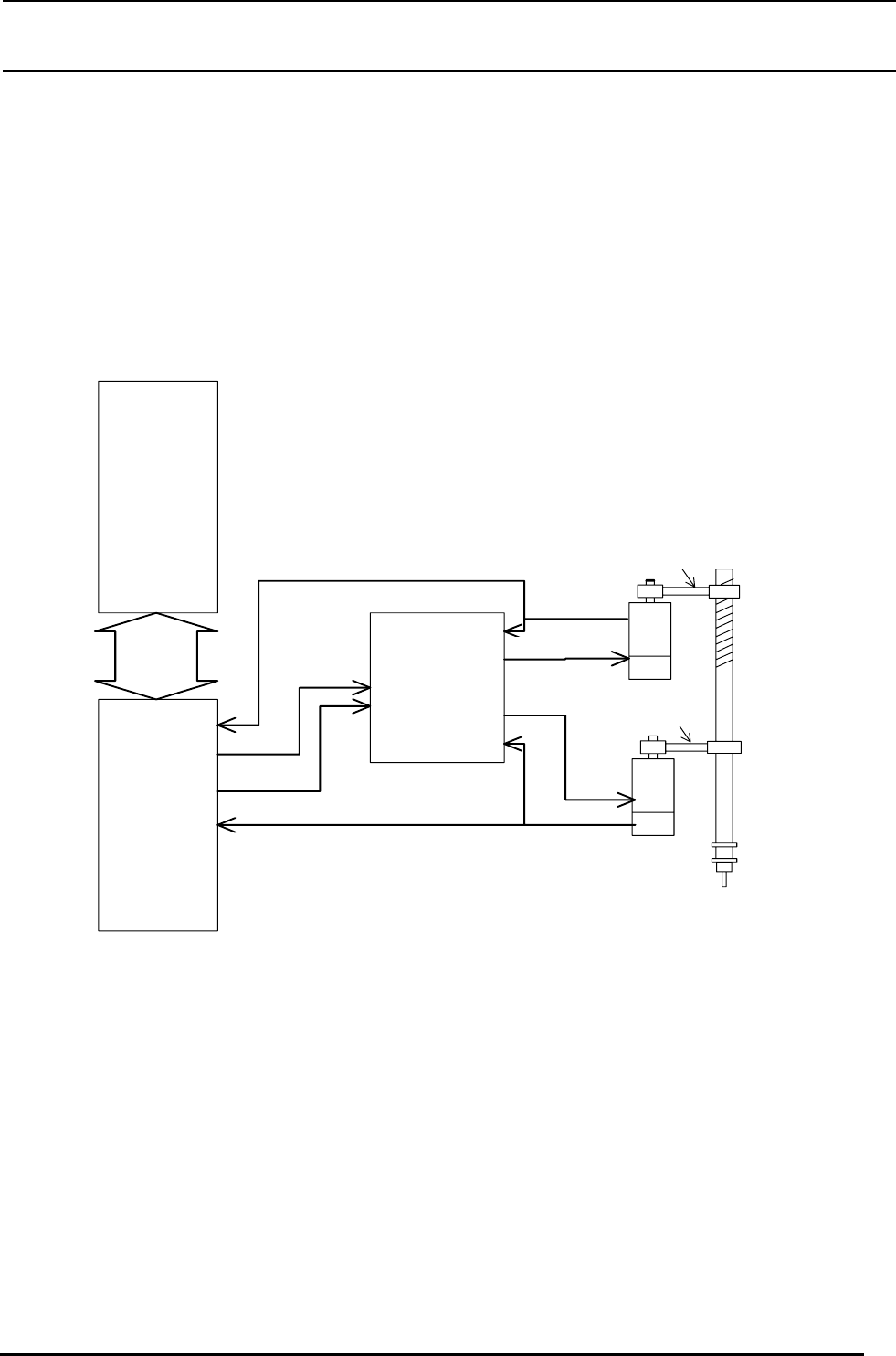
5-2-2 Z,θ 轴的控制方式
Z、θ轴马达控制采用板十字环方式。
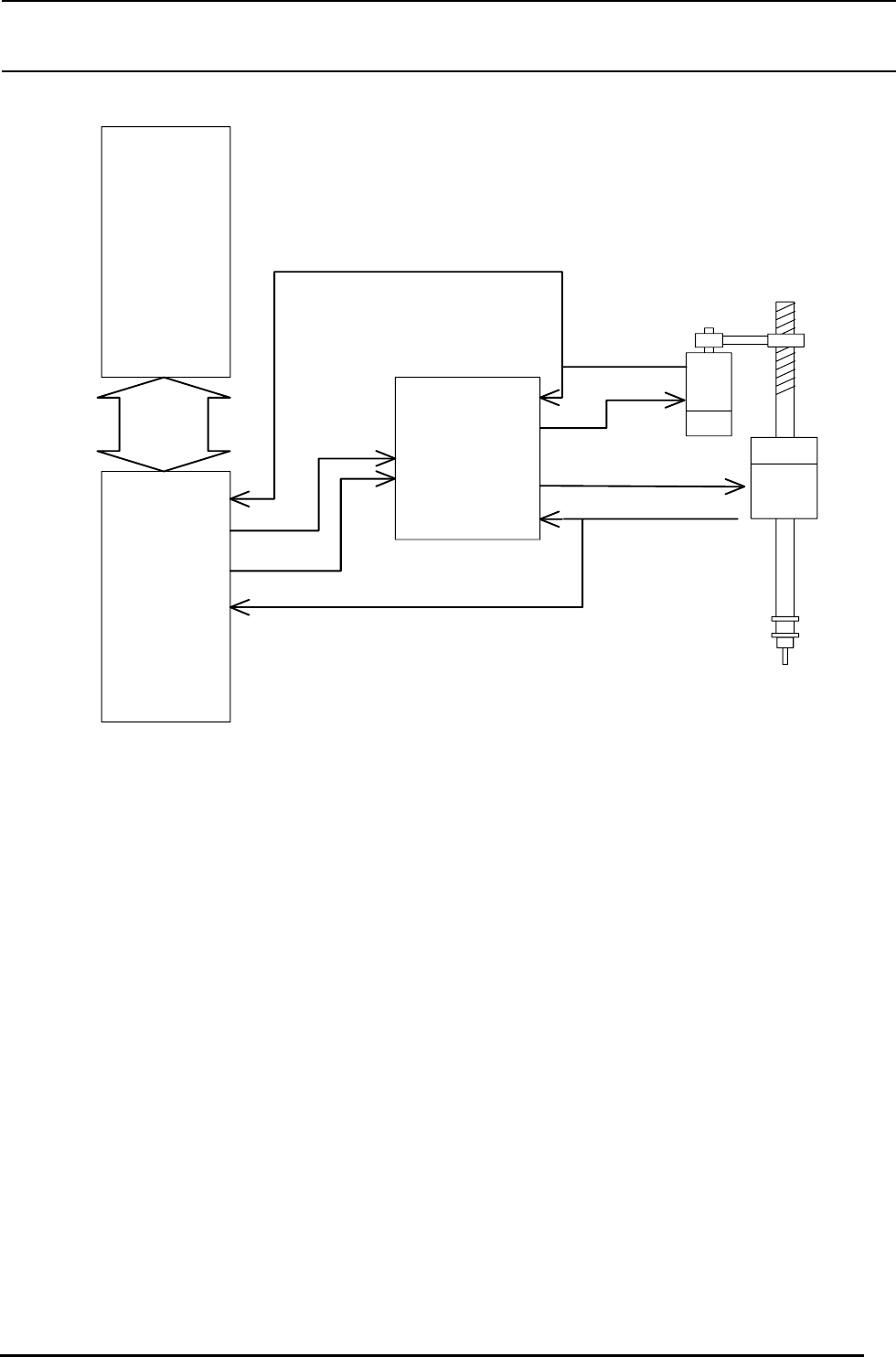
但是IC识装贴用的θ轴,与马达轴和吸嘴直接连接,可以说也是全十字环方式。
传5−2−2−1表示MNLA识装贴用Zθ轴的控制方块传,传5−2−2−2表示
FMLA识装贴用Zθ轴控制方块传。
Zθドライバ
(電流アンプ)
モーション
コントロール基板
(XMP基板
JGRMB基板)
上位ホスト
コントローラ
(CPU基板)
CPCIバス
Zエンコーダ
θエンコーダ
Zシリアル指令
θシリアル指令
Z速度、位置フィードバック
θ電流フィードバック
Z電流フィードバック
θ速度、位置フィードバック
タイミングベルト
タイミングベルト
Zモータ
θモータ
ノズル
Z駆動U,V,W
θ駆動U,V,W
移動データ
θ分解能:0.025°
Z分解能:1.25μm
上位主控
(CPU基板)
移 动 数据
CPCI 母图
Z速度, 位置供料器
Z分辨率
同 传 皮 带
Z马 达
Z测 换 器
驱动器
( 电 流放大器)
Z串行指令
Z电 流反馈
Z驱动
同 传 皮 带
电 流反馈
测 换 器
马 达
吸嘴
分辨率
速度, 位置反馈
串行指令
动 作控制基板
(XMP基板
JGRMB基板)
传5−2−2−1 MNLA识装贴用Zθ轴的控制方块传
5-
27
Rev0.00
动作说明书
Zθドライバ
(電流アンプ)
モーション
コントロール基板
(XMP基板
JHRMB基板)
上位ホスト
コントローラ
(CPU基板)
上位主控
(CPU基板 )
CPCIバス
Zエンコーダ
θエンコーダ
Zシリアル指令
θシリアル指令
Z速度、位置フィードバック
θ電流フィードバック
Z電流フィードバック
θ速度、位置フィードバック
θモータ(IC)
Zモータ
ノズル
Z駆動U,V,W
θ駆動U,V,W
移動データ
θ分解能:0.005°
00μmZ分解能:1.
Z速度, 位置供料器
Z分辨率
Z测 换 器
Z驱动
Z马 达
移 动 数据 CPCI 母 图
Z串行指令
Z电 流反馈
( 电 流放大器)
驱动器
动 作控制基板
(XMP基板
JGRMB基板)
串行指令
速度, 位置反馈
电 流反馈
测 换 器
马 达
分辨率
吸嘴
传5−2−2−2 FMLA识装贴用Zθ轴控制方块传
5-
28