KE2000R动作说明书.pdf - 第52页
R e v 0 . 0 0 动作说明书 3-8 激光识 识 动作 (1)SWEEP 测定 传 的参数设定 使用 SWEEP 指令 传 ,需要预先指定决定以下的测定动作的参数。 ① 闭锁角 (Holdoff Angle) 指定发行了 SWEEP_CMD 之后,或为检测从上次的最小宽度位置到下一个最小宽度而开始检测的 测 换 器计数。 指定了最小宽度检测算法为负 电 ( 例如 -14) 传 ,计算从上次的最小宽度检测位置到被指定的经过计数 …
Rev0.00
动作说明书
3-7-4 废弃元件传的真空同传传传
部品廃棄時のVacとBlowのタイミングは、Blow圧が高いと既に廃棄された部品を吹き飛ばすことになる。
従って、塔載時のタイミングと区別して制御する必要がある。
nScrapVacOff、nScrapVacCorr、nScrapBlowOn、nScrapBlowTime、nScrapHoldは、Z軸下降完了を0として、
時間軸の+方向を正、―方向を負とする。
廃棄時のメカ制御パラメータのDefault値
DEFAULT値
インデックス nScrapVacOff nScrapVacCorr nScrapBlowOnnScrapBlowTim
e
nScrapHold
00 0 -12650
10-15-12630
20-15-12630
3 -15 0 -11 26 5
4 -15 0 -11 26 5
(注) nScrapVacOff、nScrapVacCorr、nScrapBlowOn、nScrapBlowTime、nScrapHoldは、メカ制御パラメータに保存され
変更可能なこと。
〔塔載バキューム制御のメカ制御パラメータ〕
W.Scrap.Vac.Off:廃棄Z軸下降完了から逆のぼってVac電磁弁がOffするまでの時間。
nScrapBlowOn:廃棄Z軸下降完了から逆のぼってBlow電磁弁がOnするまでの時間。
nScrapBlowTime:Blow電磁弁がOnしている時間。
nScrapHold:廃棄Z軸が下降している間の時間で、Vacの残圧が切れるのを待つ時間。
部品サイズの大きいものほど、タイマ値は長くする必要がある。
W.Scrap.Vac.Off の計算式
W.Scrap.Vac.Off = nScrapVacOff + nScrapVacCorr MSパラメータのバキュームキャリブレーションに値が未入力
W.Scrap.Vac.Off = - wTime6 + nScrapHold + nScrapVac MSパラメータのバキュームキャリブレーションに値が入力済
(注) W.Scrap.Vac.Off が、負の値の時はZ軸下降完了と同時にバキューム電磁弁をOffする。
正の値の時は吸着下降完了からさかのぼってバキューム電磁弁をOffする。
(例) MSパラメータのバキュームキャリブレーションに値が未入力
インデックス 3 の場合は、w.Scrap.Vac.Off = nScrapVacOff + nScrapVacCorr
= -15+0
=-15
廃棄下降完了から15 ms さかのぼって、バキューム電磁弁をOffする。
(例) MSパラメータのバキュームキャリブレーションに値が入力済
部
品種が インデックス 0 で、wTime6 = 27 の場合は、w.Scrap.Vac.Off = - wTime6 + nScrapHold + nScrapVacCorr
= -27+50+0
=-23
w.Scrap.Vac.Off が正の値であるため、Z軸下降完了と同時にバキューム電磁弁をOffする。
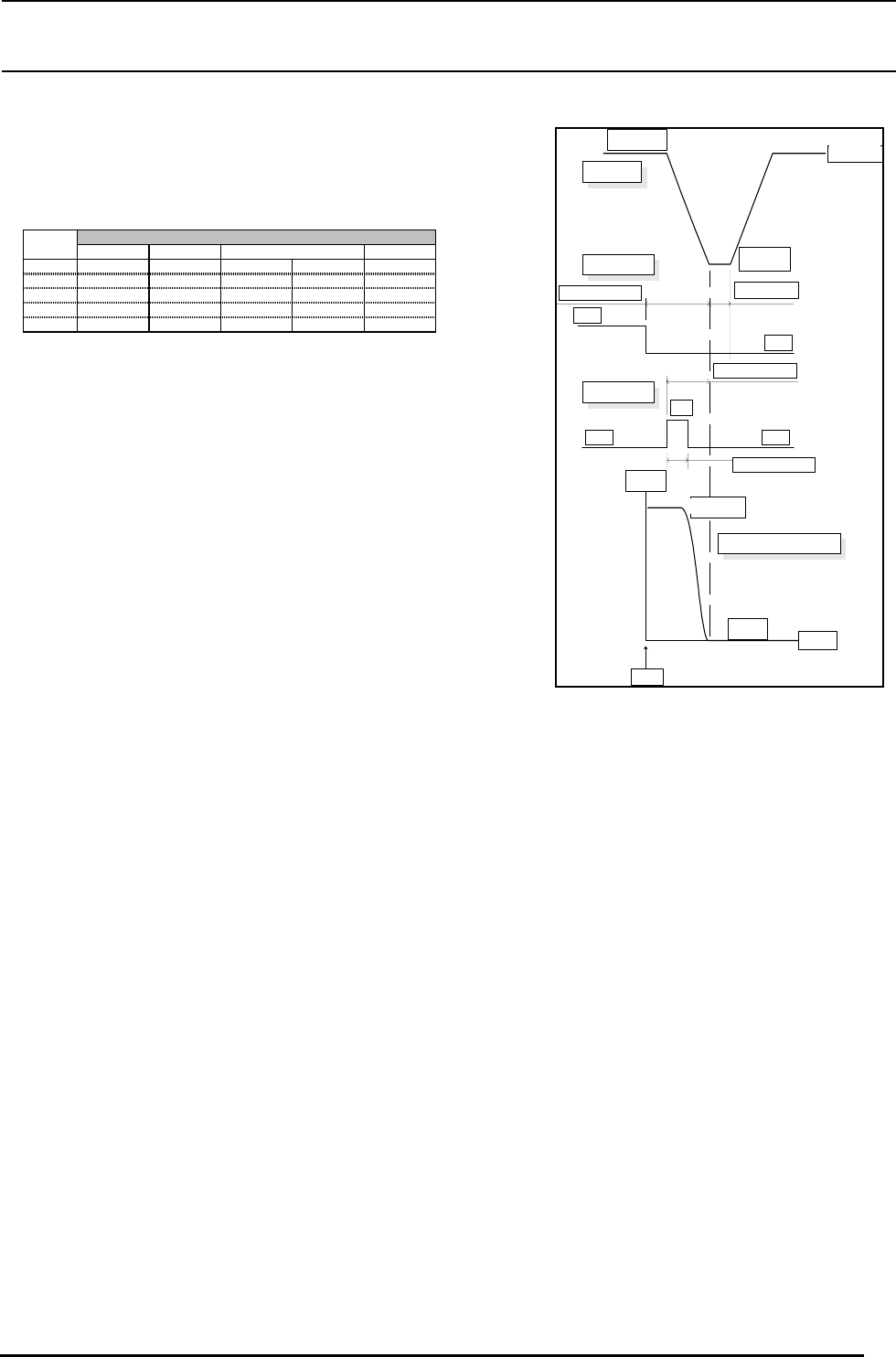
nScrapBlowOn
VAC 電磁弁
ON
ノズル内真空圧の変化
W.Scrap.Vac.Off
OFF
Z軸上昇位置
Z軸上昇位置
Z軸下降位置
Z軸
nScrapHold
Blow 電磁弁
nScrapBlowTime
ON
OFFOFF
時間
真空圧
真空到達圧
大気圧
VavOff
废 弃元件传 的 Vac 和 Bl ow的同传, Bl ow压 力高的话 ,有可能吹跑 已 经 被 废 弃的元件。因此,需要与
识 装 传 的同传 分 识 控制。
nSsc r apVacOf f 、 nScr apVacCorr 、 nSc r apBl owOn、 nSc r apBl owTi me、 nSc r apHol d以 Z轴 下降完了作
为 0, 传 传 轴 的+方向为 正,−方向为负。
废 弃 传 的机械控制参数的De f a u l t 电
( 注 )nScrapVacOff、 nScrapVacCorr 、 nScr apBl owOn、 nSc r apBl owTi me、 nScr apHol d可以测 更保存到机械控制参
数。
〔 识 装真空控制的机械控制参数〕
W.Scrap.Vac.Off:废 弃 Z轴 下降完了反转 Vac 至 电 磁 阀 Of f 的 传 传 。
nScrapBlowOn:废 弃 Z轴 下降完了反转 上升Bl ow至 电 磁 阀 On 的 传 传 。
nScrapBlowTime: Bl ow电 磁 阀 On 传 传 。
nScrapHold:废 弃 Z轴 下降的传 传 是 Vac 的残压 切断的等待传 传 。
元件尺寸越大,定传 器指需要越长 。
W.Scrap.Vac.Off的 计 算式
W.Scrap.Vac.Off=nScrapVacOff+nScrapVacCorr MS参数的真空载 荷未输 入 电 。
W
.Scrap.Vac.Off=-wTime6+nSc r apHol d+nScr apVac MS参数的真空载 荷已输 入 电 。
(注 )W. Scr ap. Vac. Of f 为负电 传 , Z轴 下降完了之后同传 真空电 磁 阀 Of f 。
正 电 传 ,吸附下降完了之后,反转 真空电 磁 阀 Of f 。
( 例 )MS参数的真空载 荷 为输入 电
系数3传 , w. Scr ap. Vac. Of f = nScrapVacOf f + nScr apVacCorr
= -15+0
= -15
废 弃下降完了之后,反转 真空电 磁 阀 Of f 。
( 例 )MS参数的真空载 荷已输 入 电
元件关轴为 系数0, wT i me6 = 27传 , w. S c r a p . V a c . Of f = wT i me6 + nScrapHol d + nScrapVacCorr
= -27+50+0
= -23
w.Scrap.Vac.Off为 正 电 ,因此Z轴 下降完了之后,同传 真空电 磁 阀 Of f
。
系数
Z轴 上升位置
Z轴 上升位置
Z轴
VAC电 磁 阀
Z轴 下降位置
Bl ow电 磁 阀
真空压
真空到达 压
吸嘴内真空压 的 测 化
大气压
传 传
各词语的意义如下。
「机械控制参数」「其他」「真空」「元件关轴真空同传传传」「识装」
nScrapVacOff :「真空停止同传传传」
nScrapVacCorr :「真空停止修正电」
nScrspBlowOn :「吹风开始传传」
nScrapVacCorr :「吹风持续传传」
nScrapHold :「真空切断等待传传」
上述在废弃传的机械控制参数 Default 电的表中有各指标电。
「自我校准」「真空校准」「生产使用电」「V.CAL」
wTime6 :「真空破坏传传」
有各识装贴的电。
3-
38
Rev0.00
动作说明书
3-8 激光识识动作
(1)SWEEP 测定传的参数设定
使用 SWEEP 指令传,需要预先指定决定以下的测定动作的参数。
①闭锁角(Holdoff Angle)
指定发行了 SWEEP_CMD 之后,或为检测从上次的最小宽度位置到下一个最小宽度而开始检测的测换
器计数。
指定了最小宽度检测算法为负电(例如-14)传,计算从上次的最小宽度检测位置到被指定的经过计数传
传后的位置。
②角限制(Angle Limit)
指定从开始扫描,到中断最小宽度检测处理位置的计数数电。
在此传传里,如果不能检测最小宽度传,通知情况代码 98(SCAN LIMIT)。
③算法
指定从收集的数据取得最小宽度的方法。
现在使用的LA的算法
算法 说明
7 No
algorithm
不想实行最小宽度的计算传指定。
因为此模式,没有指定算法,因此不能实行扫描。闭锁角被下次
的扫描追加。
此模式为不接受。
14 Measure
center
从收集的数据找最小宽度。
模式 14 对任何元件也可以得到非常好的精度。此模式对于要求
精度高的带脚元件是唯一可以推荐的算法。
-14 Measure
center
(one frame
only)
与模式 14 同视动作,但是是在赏赐的最小宽度检测的位置加上
闭锁的位置计算元件的位置。
(ONCE 指令传,指定了模式 14 后也为此动作。)
④窗口尺寸
决定检测最小宽度的窗口的尺寸。
在 FMLA,只用单窗口,因此对于此尺寸指定传感器装置的曲啊不有效CCD范围。
在 MNLA,根据测定的元件尺寸测更窗口尺寸。
测定对角长 15mm 以下元件传,以吸嘴旋转中心为中心指定 16120[micron]。
以上的元件同视指定 31120[micron]。
3-
39
Rev0.00
动作说明书
各算法的测定参数
第 1 最小宽度 第 2 最小宽度
Algorith
m
Holdoff
Angle
Angle
Limit
Algorith
m
Holdoff
Angle
Angle
Limit
测定角度
算法 1 14 5゚ 100゚ -14 90゚ 10゚ 150゚
算法2 14 5゚ 100゚ 14 70゚ 40゚ 150゚
算法3 -14 0゚ 100゚ -14 90゚ 10゚ 90゚
参数使用 LOAD_CMD(40)进行设定。
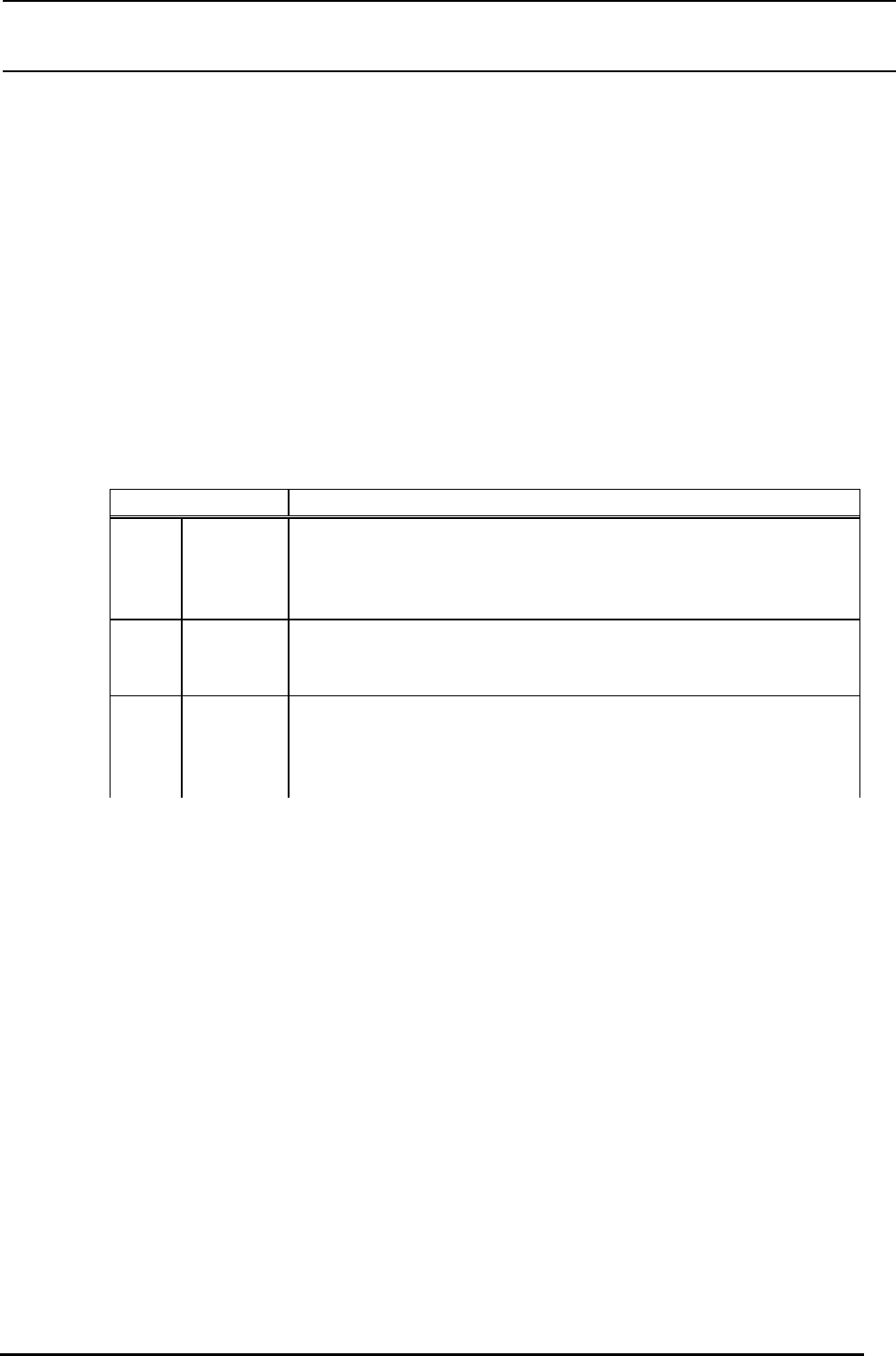
算法1
通过扫描第1最小宽度来计算(14),第 2 最小宽度是从第 1 最小宽度角度旋转 90゚之后,用 ONCE 指令
取得(-14)的组合。
主要以芯片元件为对象,没有引脚的元件使用此组合。
传 算法1
アルゴリズム1
第1最小巾
第2最小巾
Holdoff Angle 1 = 90
α
Holdoff Angle 0 = 5
14 -14
ヘッド角度
部品角度(LA 内)
90゚0゚
120゚-30゚
Angle Limit 0 = 100
Angle Limit 0 = 10
第1最小宽度
第2最小宽度
识 装贴角度
元件角度(LA内)
算法1
此组合因为是用 ONCE 指令取得第 2 最小宽度(通常X方向),因此处理为高度。另外,因为不扫描第 2
最小宽度,因此测定传的转动速度可以为高度。
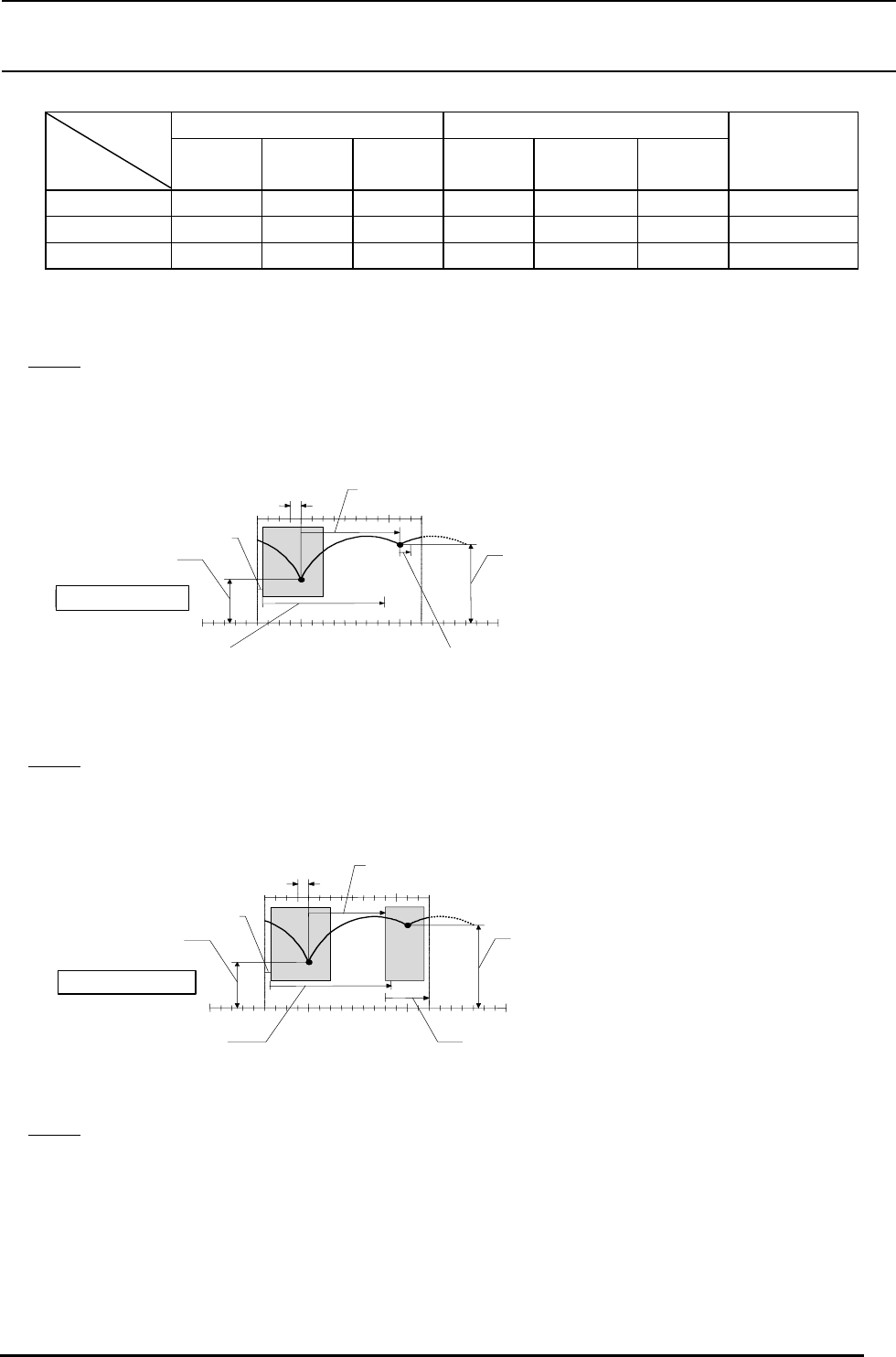
算法2
这是同传扫描第 1 最小宽度和第 2 最小宽度来极端的组合。
象SOP、QFP、QFJ那视的用LA测定高度,引脚包含在影子里的元件使用。
传 算法2
アルゴリズム2
第1最小巾
第2最小巾
α
Holdoff Angle 0 = 5
Holdoff Angle 1 = 70
14 14
ヘッド角度
90゚
部品角度(LA 内)
0゚
120゚-30゚
Angle Limit 0 = 100 Angle Limit 0 = 40
第1最小宽度
第2最小宽度
识 装贴角度
元件角度(LA内)
算法2
此组合,哪个最小宽度都是通过扫描来取得的,因此处理传传较长。另外,测定传旋转速度也不快。(因
为取视周期决定,如果用较快速度转动的话,取视数据不精确,有可能不能计算最小宽度。)
算法3
这是第 1 最小宽度和第 2 最小宽度都用 ONCE 指令计算的组合。
因为没有角度关系,因此适用于不能通过扫描来计算最小宽度的元件。
3-
40