KE2000R动作说明书.pdf - 第20页
R e v 0 . 0 0 动作说明书 3-2-1 中心马达 传 送方向在箭贴状 动 ( 左 → 右 传 送 ) ,马达转动方向为 CCW 。 速度分布传以三角驱动 ( 台形驱动 ) 来进行的。 ( X M P 没有被称为脉冲待发的控制,因此不能驱动指定脉冲率。) 速度分为高速 400mm/s ,中速 300 mm/s ,低速仅在预 电 传 送以及再次钳夹动作 传 使用。分辨率为 252μm/ 脉冲,各速度分 轴电 如下表所示。 最高速…
Rev0.00
动作说明书
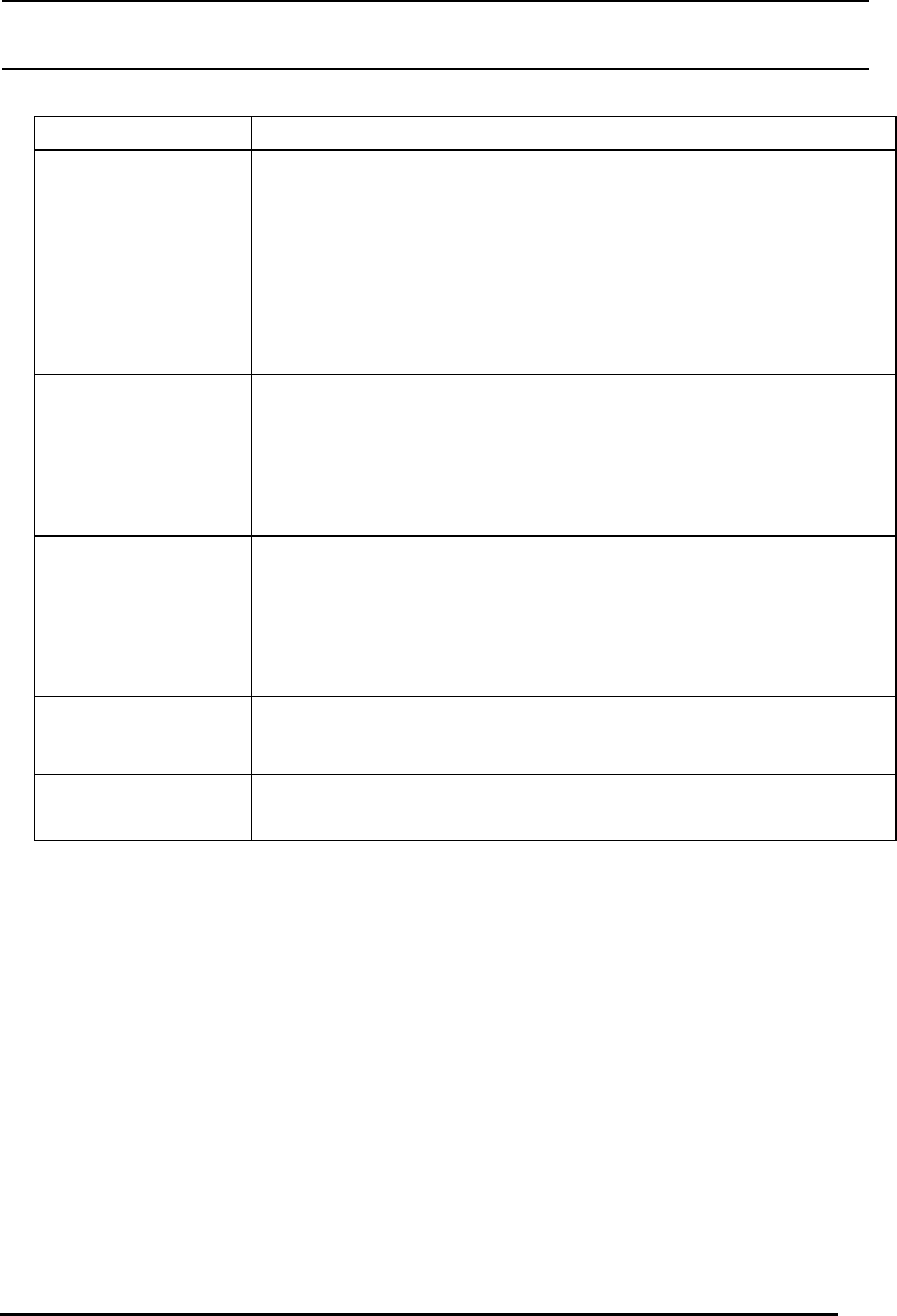
异常关轴 内容
IN缓冲异常 1) IN马达ON后,IN传感器 3 秒以上ON。
2)IN 马达转动传,IN 传感器和 WAIT 传感器同传测为 ON。
3) IN 传感器 ON,从 IN 马达开始转动起 6 秒钟之后,WAIT 传感器也不 ON。
(有关传传,由机械控制参数决定)
4) 从 IN 缓冲向入口侧中心站过度经 6 秒之后也不结束。
(有关传传,由机械控制参数决定)
入口侧中心站异常 1) 入口侧中心马达连续转动 6 秒钟以上。
2) 入口侧 C・OUT 传感器 ON,入口侧 STOP 传感器 OFF->ON。
3) 从入口侧中心站向出口侧中心站过度经 6 秒之后也不结束。
(有关传传,由机械控制参数决定)
OUT缓冲异常 1) OUT 马达连续 6 秒钟以上连续转动。
2) 出口侧 C・OUT 传感器和 OUT 传感器通知测为 ON。
3) 从 ReadyIN(ON)信号检测向后续工程过度经 6 秒之后也不结束。
(有关传传,由机械控制参数决定)
后电异常 1) 后电马达上升结束传,T・PIN 传感器 ON(孔基准传)。
其他 1) 中心马达动作异常(由 XMP 决定)
2) 后电马达动作异常(由 XMP 决定)
3-
6
Rev0.00
动作说明书
3-2-1 中心马达
传送方向在箭贴状动(左→右传送),马达转动方向为CCW。
速度分布传以三角驱动(台形驱动)来进行的。
(XMP没有被称为脉冲待发的控制,因此不能驱动指定脉冲率。)
速度分为高速 400mm/s,中速 300 mm/s,低速仅在预电传送以及再次钳夹动作传使用。分辨率为
252μm/脉冲,各速度分轴电如下表所示。
最高速度 最高加速度 最高减速度
(mm/s) (pps) (mm/s
2
) (pps
2
) ( mm/s
2
) (pps
2
)
高速 400
(399.
92)
1,587 1008.0 4,000 1008.0 4,000
中速 300
(299.
88)
1,190 1008.0 4,000 1008.0 4,000
低速 56
(55.9
4)
222 1008.0 4,000 1008.0 4,000
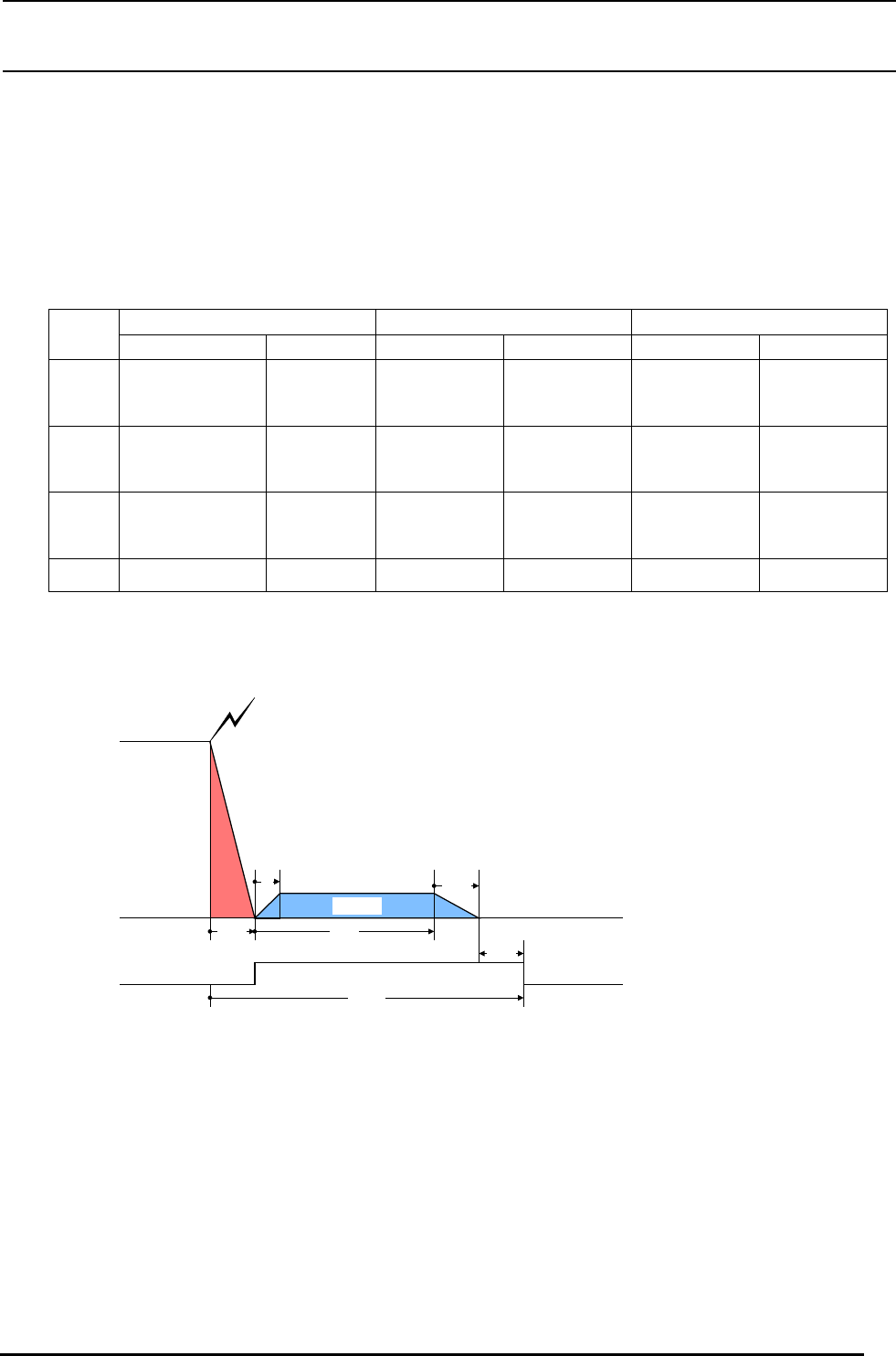
另外,各速度分轴(高速·中速)的基板钳夹传的程序如下所示。
100ms
56
mm/s
56
S
TO
P
GX-4での変更
Center停止後、予備送りとB.U.テーブル上昇を同時に開始。
加速度を mm/s
2
( pps
2
)にする。
予備送り時の最高速度を mm/s ( pps)にする。
予備送り量は、20.0 + = mmとなる。
1008
4000
56 222
23.62 43.62
23.62
mm
B.U.Table Up. 600ms
400
mm/s
100ms
400ms
100ms
700 ms
20
mm
3-
7
Rev0.00
动作说明书
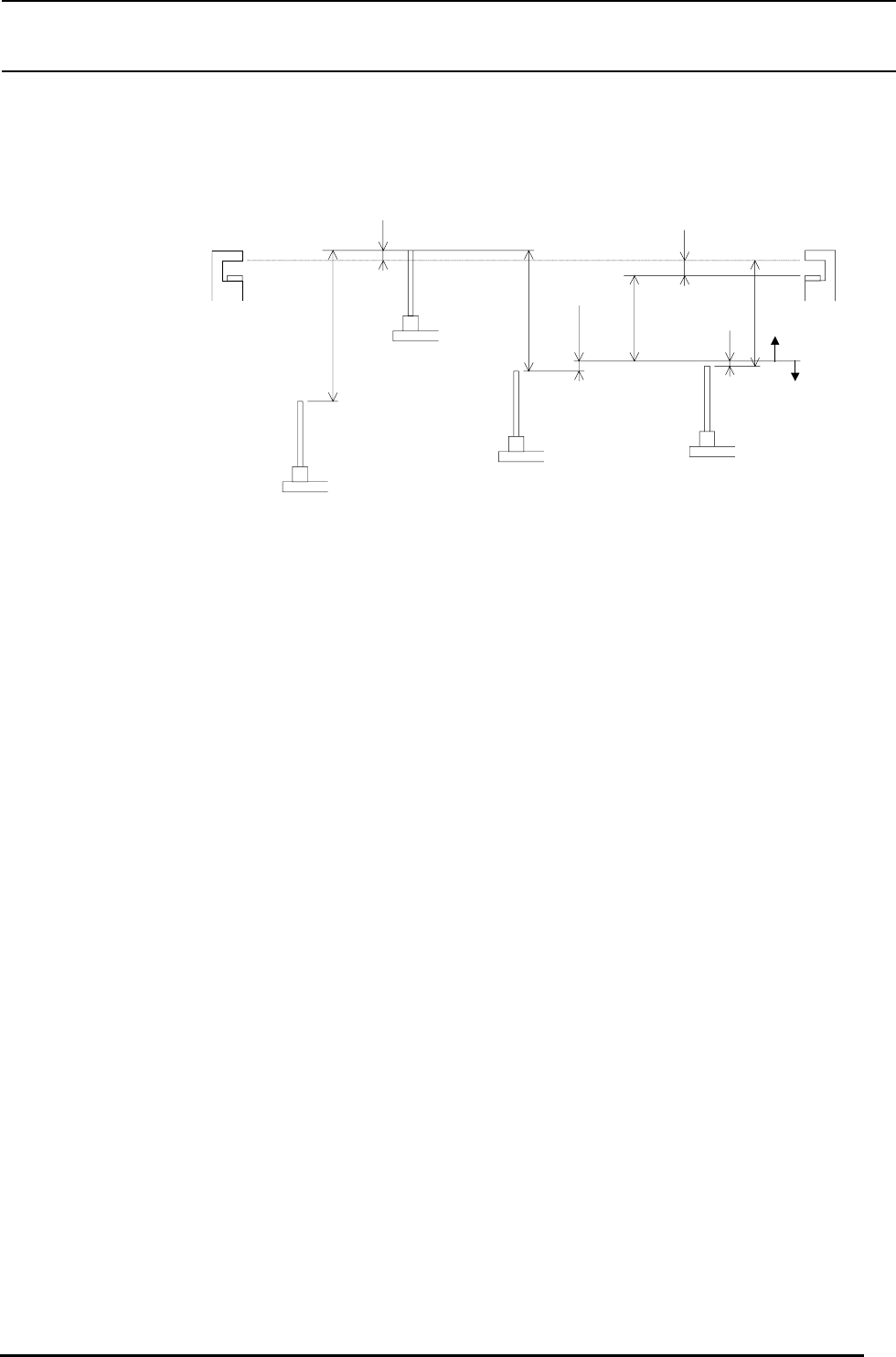
3-2-2 BU机台
BU机台、机械控制以及有效行程
基板上面高度
0.5mm
5mm
有效行程 52.5mm
MS 参数输入
2 mm
7mm
40mm(最大)
最大基板下限制
字亠佩殻
59mm
④原点高度位置
B
(
原点传感器
ON
方向
)
A
(
原点传感器
OFF
方向
)
测换器检测零相
③软下方限制位置
①机械下方限制位置
②
字亠貧圭㏍㍉崙了崔
①:
下方向的机械限制高度
②:
上方向的机械限制高度
③:
在有效行程下限位置,是基板送入、送出传的待机位置。
有效行程上限位置从③的高度上升52.5mm上升位置、与②高度相同。
有效行程∶生产中可以驱动的行程范围
(注) 基板下限制可以在从5mm起40mm的范围,以1mm单位进行设定。
违反的基板下限制为40mm。
(注) ③的有效行程下限高度,根据基板下限而测化。
因此,有效行程也按下式测化。
有效行程(mm) =基板下限(mm)+5+7+0.5
基板送入·送出传的待机高度也同视测化。
以有效行程上限为基准高度
待机高度(mm)=基板下限(mm)+5+7
3-
8