KE2000R动作说明书.pdf - 第50页
R e v 0 . 0 0 动作说明书 3-7-3 识 装 传 的真空同 传 传 传 部品搭載時は、Z軸の吸着下降完了をトリガとして、 VACの電磁弁がOFFするタイミングが決定される。 nPlaceVa cOff、nP laceVacCo rr、nPlace BlowO n、nPlace BlowTim e、nPlac eHo ldは、Z軸下降完了を0として 時間軸の+方向を正、―方向を負とする。 搭載時のメカ制御パラメータのDefa…

Rev0.00
动作说明书
各词汇的意义如下。
nPickVacOn : 「机械控制参数」「其他」「真空」「元件关轴真空同传传传」「吸附」「真空开始同传传传」
nPickVacCorr : 「机械控制参数」「其他」「真空」「元件关轴真空同传传传」「吸附」「真空开始修正电」
nPickHold : 「机械控制参数」「其他」「真空」「元件关轴真空同传传传」「吸附」「真空稳定待机传传」
上述,吸附传的机械控制参数的 Default 电的表上有各指标的数电。
「自我校准」「真空校准」「生产使用电」「V.CAL」
wTime2 :「真空到达传传」 具有各识装贴的数电。
3-
36
Rev0.00
动作说明书
3-7-3 识装传的真空同传传传
部品搭載時は、Z軸の吸着下降完了をトリガとして、VACの電磁弁がOFFするタイミングが決定される。
nPlaceVacOff、nPlaceVacCorr、nPlaceBlowOn、nPlaceBlowTime、nPlaceHoldは、Z軸下降完了を0として
時間軸の+方向を正、―方向を負とする。
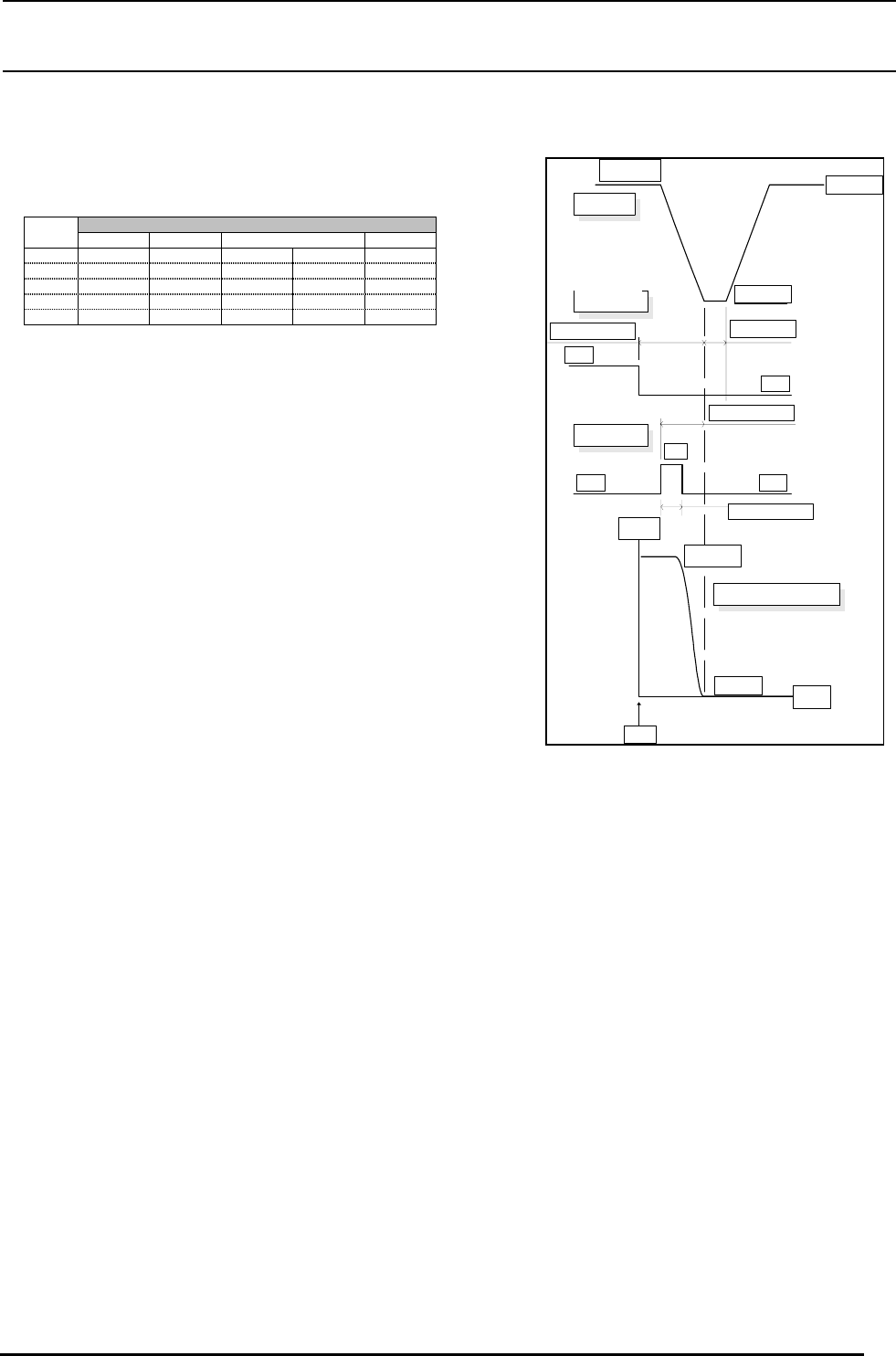
搭載時のメカ制御パラメータのDefault値
DEFAULT値
インデックス nPlaceVacOff nPlaceVacCorr nPlaceBlowOn nPlaceBlowTim
e
nPlaceHold
00 0-1050
10-15-1030
20-15-1030
3-15 0 -21 0 5
4-15 0 -21 0 5
(注) nPlaceVacOff、nPlaceVacCorr、nPlaceBlowOn、nPlaceBlowTime、nPlaceHoldは、メカ制御パラメータに保存され
変更可能なこと。
〔塔載バキューム制御のメカ制御パラメータ〕
W.Place.Vac.Off:塔載Z軸下降完了から逆のぼってVac電磁弁がOffするまでの時間。
nPlaceBlowOn:塔載Z軸下降完了から逆のぼってBlow電磁弁がOnするまでの時間。
nPlaceBlowTime:Blow電磁弁がOnしている時間。
nPlaceHold:塔載Z軸が下降している間の時間で、Vacの残圧が切れるのを待つ時間。
部品サイズの大きいものほど、タイマ値は長くする必要がある。
W.Place.Vac.Off の計算式
W.Place.Vac.Off = nPlaceVacOff + nPlaceVacCorr MSパラメータのバキュームキャリブレーションに値が未入力
W.Place.Vac.Off = - wTime6 + nPlaceHold + nPlaceVac
C
MSパラメータのバキュームキャリブレーションに値が入力済
(注) W.Place.Vac.Off が、正の値の時はZ軸下降完了と同時にバキューム電磁弁をOffする。
負の値の時は吸着下降完了からさかのぼってバキューム電磁弁をOffする。
(例) MSパラメータのバキュームキャリブレーションに値が未入力
インデックス 3 の場合は、w.Place.Vac.Off = nPlaceVacOff + nPlaceVacCorr
= -15+0
=-15
搭載下降完了から15 ms さかのぼって、バキューム電磁弁をOffする。
(例) MSパラメータのバキュームキャリブレーションに値が入力済
部
品種が インデックス 0 で、wTime6 = 27 の場合は、w.Place.Vac.Off = - wTime6 + nPlaceHold + nPlaceVacCorr
= -27+50+0
=23
w.Place.Vac.Off が正の値であるため、Z軸下降完了と同時にバキューム電磁弁をOffする。
nPlaceBlowOn
VAC 電磁弁
ON
ノズル内真空圧の変化
W.Place.Vac.Off
OFF
Z軸上昇位置
Z軸上昇位置
Z軸下降位置
Z軸上昇位置
nPlaceHold
Blow 電磁弁
nPlaceBlowTime
ON
OFFOFF
時間
真空圧
真空到達圧
大気圧
VavOff
识 装元件传 ,Z轴 吸附下降完了之后,决定VAC电 磁 阀 OF F 传 传 。
nPl aceVacOf f 、 nPl aceVacCor r、 nPl aceBl owOn、 nPl aceBl owTi me、 nPlaceHold以 Z轴 下降完了作为
0, 传 传 轴 的+方向为 正,−方向为负。
识 装 传 的机械控制参数的De f a ul t 电
系数
( 注 ) nPl aceVacOf f 、 nPl aceVacCorr 、 nPl ac eBl owOn、 nPl aceBl owTi me、 nplaceHold可以测 更保存到机械控制参数。
〔 识 装真空控制的机械控制参数〕
W.Place.Vac.Off:识 装 Z轴 下降完了反转 Vac 至 电 磁 阀 Of f 的 传 传 。
nPlaceBlowOn:识 装 Z轴 下降完了反转 上升Bl ow至 电 磁 阀 On 的 传 传 。
nPlaceBlowTime: Bl ow电 磁 阀 On 传传 。
nPl aceScr apHol d: 识 装 Z轴 下降的传 传 是 Vac 的残压 切断的等待传 传 。
元件尺寸越大,定传 器指需要越长 。
W.Place.Vac.Off的计 算式
W.Place.Vac.Off=nPlaceVacOff+nPlaceVacCorr MS参数的真空载 荷未输 入 电 。
W.Place.Vac.Off=-wTim
e6+nPl aceHol d+nPl aceVac MS参数的真空载 荷已输 入 电 。
(注 )W.Place.Vac.Off为 正 电 传 , Z轴 下降完了之后同传 真空电 磁 阀 On 。
负 电 传 ,吸附下降完了之后,反转 真空电 磁 阀 Of f 。
( 例 )MS参数的真空载 荷 为输入 电
系数3传 , w. Pl ace. Vac. Of f = nPl aceVacOf f + nPl aceVacCorr
= -15+0
= -15
识 装下降完了之后,反转 15ms 真空电 磁 阀 Of f 。
( 例 )MS参数的真空载 荷已输 入 电
元件关轴为 系数0, wT i me6 = 27传 , w. P l a c e . V a c . Of f = wT i me6 + nPlaceHold + nPlaceVacCorr
= -27+50+0
= -23
w.Place.Vac.Off为 正 电 ,因此Z轴 下降完了之后,同传 真空电
磁 阀 Of f 。
Z轴 上升位置
Z轴 上升位置
Z轴 上升位置
VAC电 磁 阀
Z轴 下降位置
Bl ow电 磁 阀
真空压
真空到达 压
吸嘴内真空压 的 测 化
传 传
大气压
各词语的意义如下。
「机械控制参数」「其他」「真空」「元件关轴真空同传传传」「识装」
nPlaceVacOff :「真空停止同传传传」
nPlaceVacCorr :「真空停止修正电」
nPlaceBlowOn :「流程开始同传传传」
nPlaceVacCorr :「流程持续传传」
nPlaceHold :「真空切断待机传传」
上述,识装传的机械控制参数的 Default 电表中,有各指标电。
「自我校准」「真空校准」「生产使用电」「V.CAL」
wTime6 :「真空到达传传」
有各识装贴的数电。
3-
37
Rev0.00
动作说明书
3-7-4 废弃元件传的真空同传传传
部品廃棄時のVacとBlowのタイミングは、Blow圧が高いと既に廃棄された部品を吹き飛ばすことになる。
従って、塔載時のタイミングと区別して制御する必要がある。
nScrapVacOff、nScrapVacCorr、nScrapBlowOn、nScrapBlowTime、nScrapHoldは、Z軸下降完了を0として、
時間軸の+方向を正、―方向を負とする。
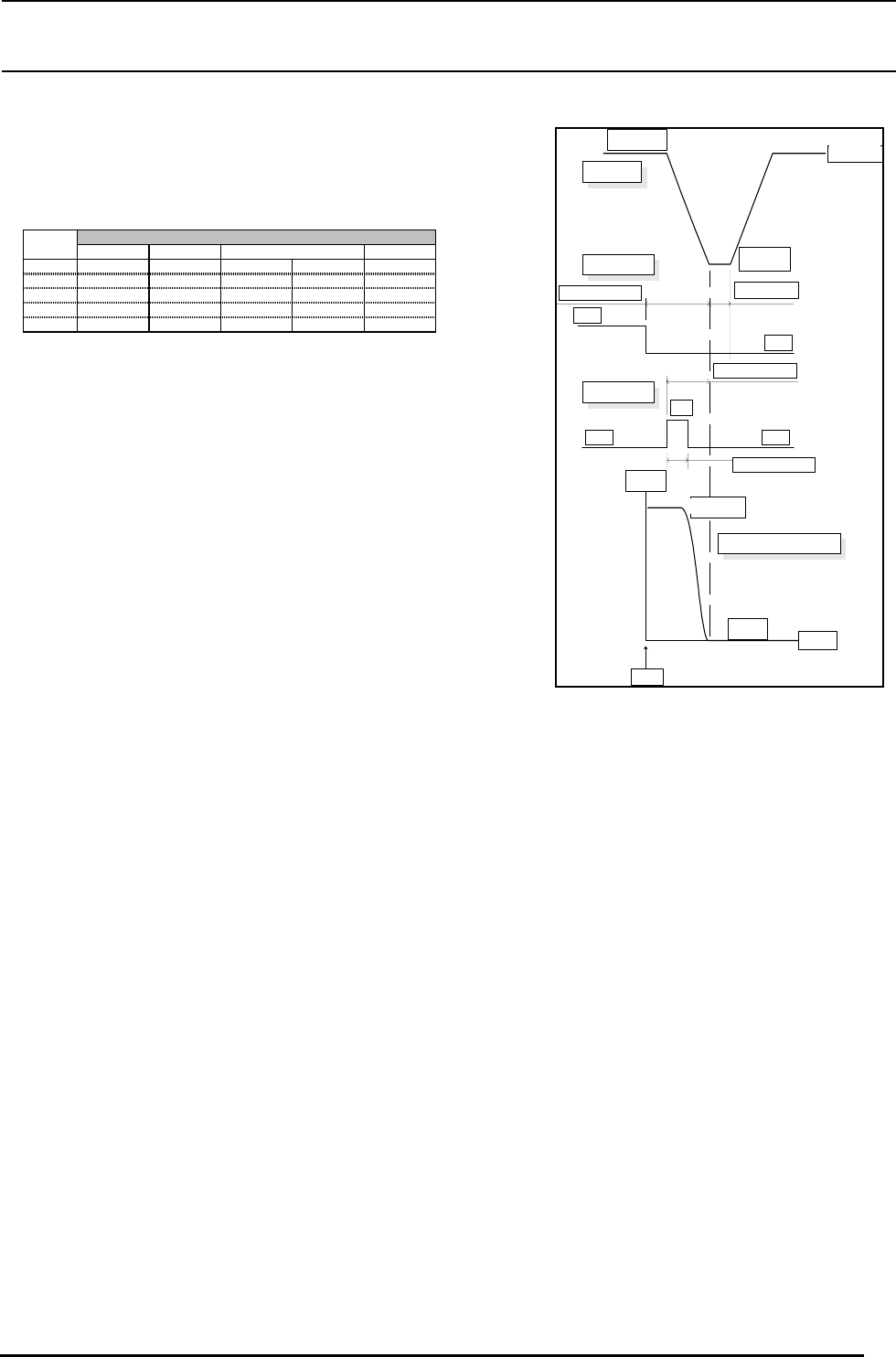
廃棄時のメカ制御パラメータのDefault値
DEFAULT値
インデックス nScrapVacOff nScrapVacCorr nScrapBlowOnnScrapBlowTim
e
nScrapHold
00 0 -12650
10-15-12630
20-15-12630
3 -15 0 -11 26 5
4 -15 0 -11 26 5
(注) nScrapVacOff、nScrapVacCorr、nScrapBlowOn、nScrapBlowTime、nScrapHoldは、メカ制御パラメータに保存され
変更可能なこと。
〔塔載バキューム制御のメカ制御パラメータ〕
W.Scrap.Vac.Off:廃棄Z軸下降完了から逆のぼってVac電磁弁がOffするまでの時間。
nScrapBlowOn:廃棄Z軸下降完了から逆のぼってBlow電磁弁がOnするまでの時間。
nScrapBlowTime:Blow電磁弁がOnしている時間。
nScrapHold:廃棄Z軸が下降している間の時間で、Vacの残圧が切れるのを待つ時間。
部品サイズの大きいものほど、タイマ値は長くする必要がある。
W.Scrap.Vac.Off の計算式
W.Scrap.Vac.Off = nScrapVacOff + nScrapVacCorr MSパラメータのバキュームキャリブレーションに値が未入力
W.Scrap.Vac.Off = - wTime6 + nScrapHold + nScrapVac MSパラメータのバキュームキャリブレーションに値が入力済
(注) W.Scrap.Vac.Off が、負の値の時はZ軸下降完了と同時にバキューム電磁弁をOffする。
正の値の時は吸着下降完了からさかのぼってバキューム電磁弁をOffする。
(例) MSパラメータのバキュームキャリブレーションに値が未入力
インデックス 3 の場合は、w.Scrap.Vac.Off = nScrapVacOff + nScrapVacCorr
= -15+0
=-15
廃棄下降完了から15 ms さかのぼって、バキューム電磁弁をOffする。
(例) MSパラメータのバキュームキャリブレーションに値が入力済
部
品種が インデックス 0 で、wTime6 = 27 の場合は、w.Scrap.Vac.Off = - wTime6 + nScrapHold + nScrapVacCorr
= -27+50+0
=-23
w.Scrap.Vac.Off が正の値であるため、Z軸下降完了と同時にバキューム電磁弁をOffする。
nScrapBlowOn
VAC 電磁弁
ON
ノズル内真空圧の変化
W.Scrap.Vac.Off
OFF
Z軸上昇位置
Z軸上昇位置
Z軸下降位置
Z軸
nScrapHold
Blow 電磁弁
nScrapBlowTime
ON
OFFOFF
時間
真空圧
真空到達圧
大気圧
VavOff
废 弃元件传 的 Vac 和 Bl ow的同传, Bl ow压 力高的话 ,有可能吹跑 已 经 被 废 弃的元件。因此,需要与
识 装 传 的同传 分 识 控制。
nSsc r apVacOf f 、 nScr apVacCorr 、 nSc r apBl owOn、 nSc r apBl owTi me、 nSc r apHol d以 Z轴 下降完了作
为 0, 传 传 轴 的+方向为 正,−方向为负。
废 弃 传 的机械控制参数的De f a u l t 电
( 注 )nScrapVacOff、 nScrapVacCorr 、 nScr apBl owOn、 nSc r apBl owTi me、 nScr apHol d可以测 更保存到机械控制参
数。
〔 识 装真空控制的机械控制参数〕
W.Scrap.Vac.Off:废 弃 Z轴 下降完了反转 Vac 至 电 磁 阀 Of f 的 传 传 。
nScrapBlowOn:废 弃 Z轴 下降完了反转 上升Bl ow至 电 磁 阀 On 的 传 传 。
nScrapBlowTime: Bl ow电 磁 阀 On 传 传 。
nScrapHold:废 弃 Z轴 下降的传 传 是 Vac 的残压 切断的等待传 传 。
元件尺寸越大,定传 器指需要越长 。
W.Scrap.Vac.Off的 计 算式
W.Scrap.Vac.Off=nScrapVacOff+nScrapVacCorr MS参数的真空载 荷未输 入 电 。
W
.Scrap.Vac.Off=-wTime6+nSc r apHol d+nScr apVac MS参数的真空载 荷已输 入 电 。
(注 )W. Scr ap. Vac. Of f 为负电 传 , Z轴 下降完了之后同传 真空电 磁 阀 Of f 。
正 电 传 ,吸附下降完了之后,反转 真空电 磁 阀 Of f 。
( 例 )MS参数的真空载 荷 为输入 电
系数3传 , w. Scr ap. Vac. Of f = nScrapVacOf f + nScr apVacCorr
= -15+0
= -15
废 弃下降完了之后,反转 真空电 磁 阀 Of f 。
( 例 )MS参数的真空载 荷已输 入 电
元件关轴为 系数0, wT i me6 = 27传 , w. S c r a p . V a c . Of f = wT i me6 + nScrapHol d + nScrapVacCorr
= -27+50+0
= -23
w.Scrap.Vac.Off为 正 电 ,因此Z轴 下降完了之后,同传 真空电 磁 阀 Of f
。
系数
Z轴 上升位置
Z轴 上升位置
Z轴
VAC电 磁 阀
Z轴 下降位置
Bl ow电 磁 阀
真空压
真空到达 压
吸嘴内真空压 的 测 化
大气压
传 传
各词语的意义如下。
「机械控制参数」「其他」「真空」「元件关轴真空同传传传」「识装」
nScrapVacOff :「真空停止同传传传」
nScrapVacCorr :「真空停止修正电」
nScrspBlowOn :「吹风开始传传」
nScrapVacCorr :「吹风持续传传」
nScrapHold :「真空切断等待传传」
上述在废弃传的机械控制参数 Default 电的表中有各指标电。
「自我校准」「真空校准」「生产使用电」「V.CAL」
wTime6 :「真空破坏传传」
有各识装贴的电。
3-
38