RP-1_使用说明书.pdf - 第129页
第 4 章 操作篇 4-9. 记录 69 4 条形码数据选项卡 以时间 序列 顺序,列表显示使 用条形码读码 器读 入的各数 据 记录。除日期时间 、机型名称外 ,还显示 [锡膏]、[钢 网]、[操作 员]、[刮刀 ( 后方 ) ]、[刮刀 ( 前方 ) ]、[ 夹具]的数据 。 4-9-6. 印刷后检查错误记录(选购项) 从画面左侧 的子菜 单中选择[印刷后 检查错误记录 ],显示印刷 后检查相 关记录 。 触摸画面上方的 选项卡…
第 4 章 操作篇
4-9.
记录
68
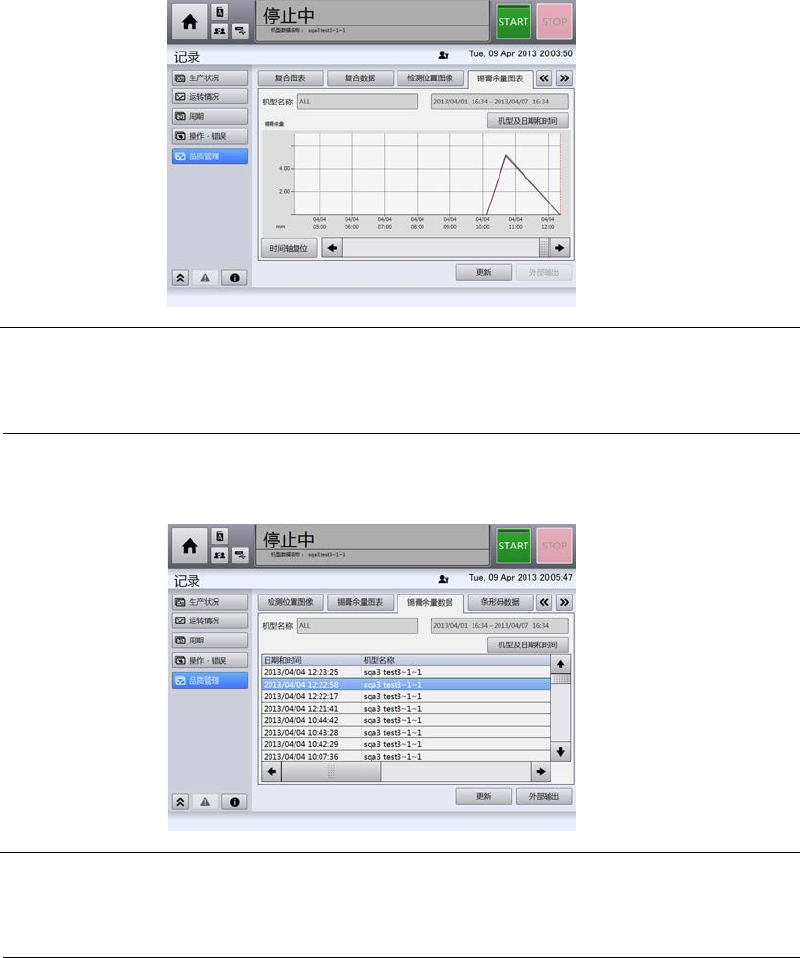
锡膏余量图表选项卡
以 X 轴表示时间、以 Y 轴表示锡膏余量(单位:mm),以图表显示锡膏余量的变动量。
注意
•
[系统设定] - [选项] -
[锡膏余量传感器]的设定为[无效]时,数据为
“0”。
锡膏余量数据选项卡
以数值显示锡膏余量的变动。
注意
•
[系统设定] - [选项] -
[锡膏余量传感器]的设定为[无效]时,数据为
“0”。
第 4 章 操作篇
4-9.
记录
69
4
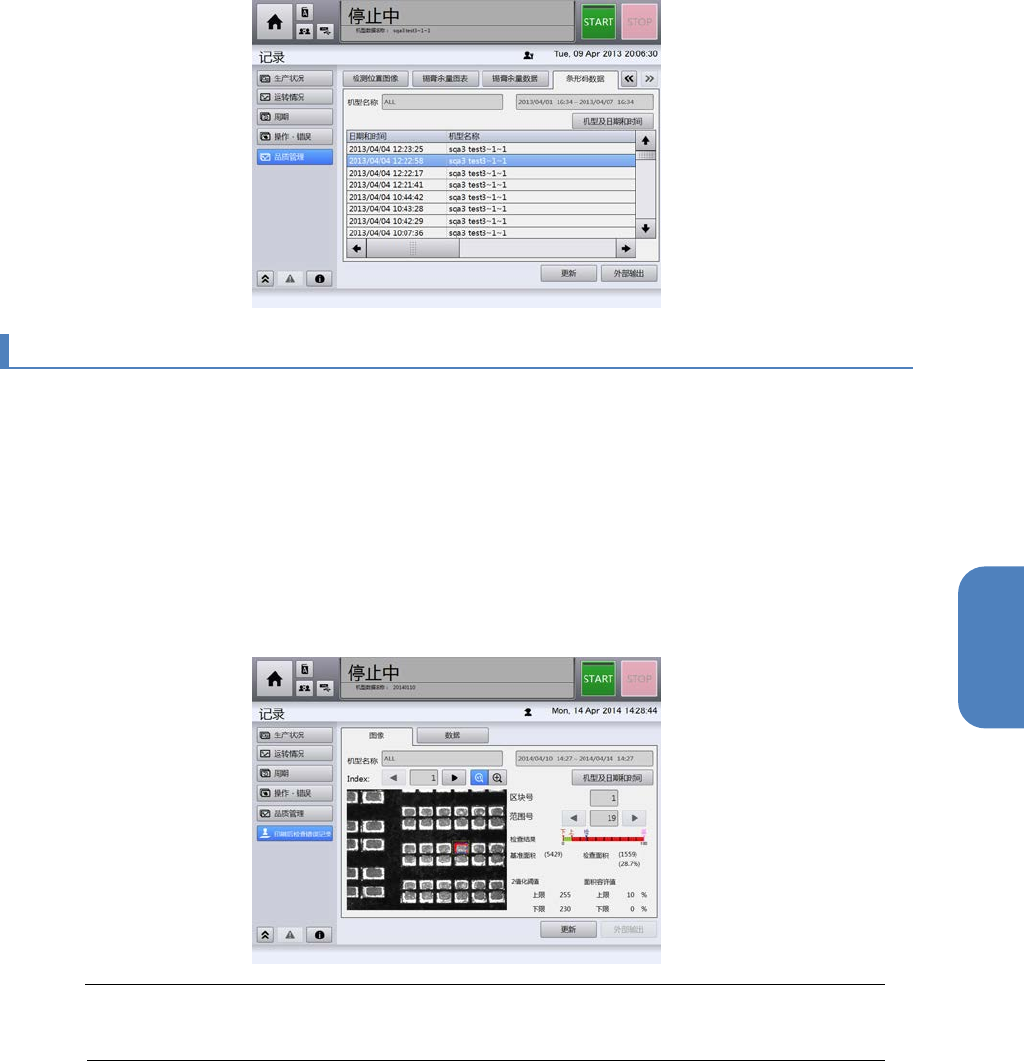
条形码数据选项卡
以时间序列顺序,列表显示使用条形码读码器读入的各数据记录。除日期时间、机型名称外,还显示
[锡膏]、[钢网]、[操作员]、[刮刀 (后方)]、[刮刀 (前方)]、[夹具]的数据。
4-9-6.
印刷后检查错误记录(选购项)
从画面左侧的子菜单中选择[印刷后检查错误记录],显示印刷后检查相关记录。
触摸画面上方的选项卡可切换画面,触摸显示在画面中的按钮,可进行下一步操作。
•
机型及日期和时间:变更显示机型。有关详情,请参阅“设定机型和日期时间”。
•
更新:显示的信息将更新至最新版本。
•
外部输出:将记录信息输出为 CSV 文件。有关详情,请参阅“4-9-1. 生产状况记录”。
图像选项卡
显示印刷后检查为 NG 的基板图像、区块编号等详细数据。
Tips
•
有关本画面的检查结果,请参阅“7-5-6.检测 NG 基板时的应对方法”。
第 4 章 操作篇
4-9.
记录
70
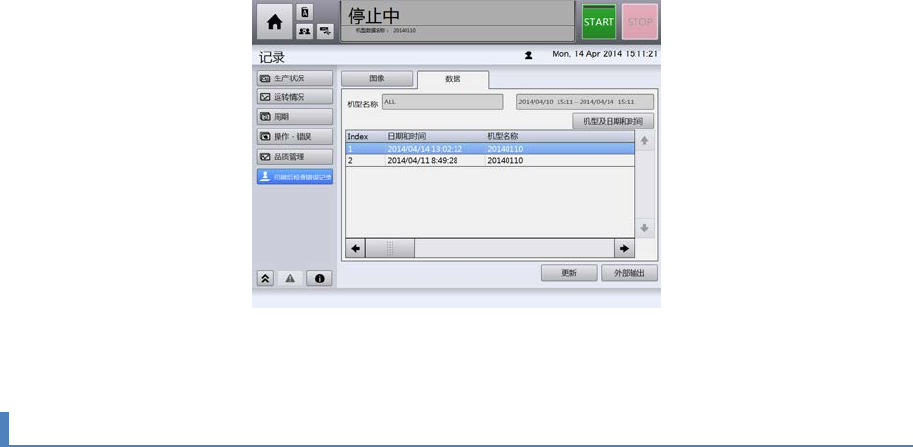
数据选项卡
显示印刷后检查为 NG 的基板生产日期、机种名称。
4-9-7.
SPI 反馈(选购项)
从画面左侧的子菜单选择[SPI 反馈记录],即显示 SPI 反馈相关的记录。触摸画面中显示的按钮即可操
作。
机型及日期和时间:变更显示的机型。详情请参见「设定机型及时间」。
更新: 显示的信息将被更新为最新内容。
外部输出:可将记录信息以 CSV 文件进行输出。
详情请参见「4-9-1. 生产状况记录」。