RP-1_使用说明书.pdf - 第225页
第 7 章 选件 7-6. SPI 反馈 27 7 7-6-5. 使用方法 (1) SPI 反馈功能的设定 通过编辑机型数 据 - 印刷条件 菜单的 SPI 反馈选项 卡,可选择 SPI 反馈 功能的 有效 / 无效 。 1.在顶部菜单中 触摸 [ 编辑 机型数据 ] ,从画面左 侧的子菜单 选择 [ 印刷 条件 ] , 触摸 [S PI 反 馈选项卡 ] 。 显示以下画面。 2.要使用 SPI 反馈功能时 ,触摸 [SPI 反馈 ] …
第 7 章 选件
7-6.
SPI 反馈
26
7-6-3.
构成与连接
基本结构为:对应 SPI 反馈功能的锡膏印刷机 RP-1(以下记述为锡膏印刷机)与锡膏检查机 RV-1/2
(以下记述为锡膏检查机)要按直列连接,途中没有缓冲区。
锡膏印刷机与锡膏检查机之间,需要用反馈通信用 LAN 电缆、及 READY 信号等接口・电缆连接。
7-6-4.
指示信息的动作时间点
根据接收到来自锡膏检查机的反馈指示信息时的运转状况,锡膏印刷机将在以下 2 种时间点实施反馈动
作。
基板搬入前
(等待基板搬入
状态)
在此时间点接收到反馈信息时,锡膏印刷机将停止等待基板搬入,而根据反
馈信息实施动作。实施后再重新等待基板搬入。
(接收到运转停止的指示时即停止运转,在再次按下 START 按钮之前,不会
重新开始等待基板搬入。)
基板搬入后 在此时间点接收到反馈信息时,锡膏印刷机将对搬入的基板进行印刷后,将
基板移动到搬出口后,再根据反馈信息实施动作。
接收到钢网清扫的指示时,将在基板从搬出口排出到下游后,实施钢网清
扫。(※1)
接收到运转停止、或显示警告画面的指示时,基板的取出位置可任意选择
「装置中央(初始值)」、或「搬出口」。选择「搬出口」时,即使从下游
装置接收到搬入信号,也不会将基板排出到搬出口外。
※1:锡膏印刷机 RP-1 软件 V1.40.00 以后的版本,各机型增加了「生产中的清扫开始时
间」可选择「基板搬出后(初始值)」或「基板搬出前」的功能。根据反馈信息,用户
设定钢网清扫时为「基板搬出前」时,可在基板处于搬出口的状态下实施钢网清扫。

第 7 章 选件
7-6.
SPI 反馈
27
7
7-6-5.
使用方法
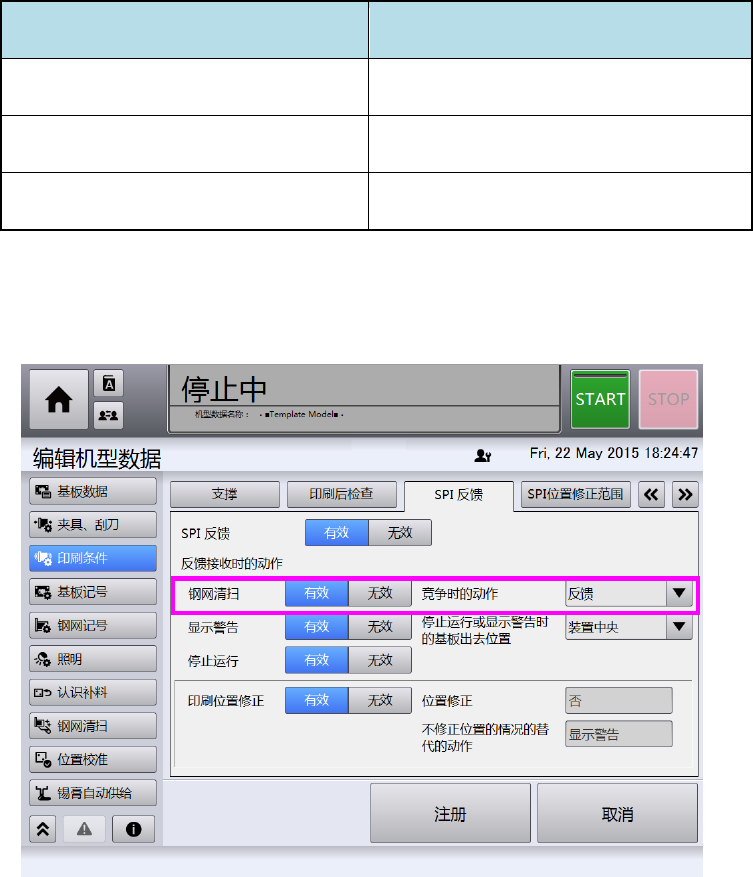
(1) SPI 反馈功能的设定
通过编辑机型数据-印刷条件菜单的 SPI 反馈选项卡,可选择 SPI 反馈功能的有效/无效。
1.在顶部菜单中触摸[编辑机型数据],从画面左侧的子菜单选择[印刷条件],触摸[SPI 反
馈选项卡]。
显示以下画面。
2.要使用 SPI 反馈功能时,触摸[SPI 反馈]的有效。
不使用 SPI 反馈功能时,触摸[无效]。
3.触摸[注册],使之反映设定内容。
第 7 章 选件
7-6.
SPI 反馈
28
(1) 实施钢网清扫
此功能仅在具备清洁单元的选购项时才能使用。
接收到来自锡膏检查机的钢网清扫的反馈指示信息时,锡膏印刷机可选择是进行反馈清扫(有效)或是
不进行清扫(无效)。
选择有效时,如果处于等待基板搬入状态,则在基板搬入前进行反馈清扫,如果处于基板搬入后,则在
移动到搬出口后进行反馈清扫。
反馈清扫可在自动清扫 1、自动清扫 2、手动清扫中选择 1 种,可在锡膏检查机侧菜单中设定。
如果定期清扫与反馈清扫竞争(冲突)时,可在菜单中选择优先的清扫。
反馈指示信息与钢网清扫模式
检查机: 钢网清扫模式设定 印刷机: 执行的钢网清扫模式
清洁 1 自动清扫 1
清洁 2 自动清扫 2
清洁 3 手动清扫
1.在顶部菜单中触摸[编辑机型数据],从画面左侧的子菜单中选择[印刷条件],触摸[SPI
反馈]选项卡。
显示以下画面。