RP-1_使用说明书.pdf - 第237页
第 7 章 选件 7-6. SPI 反馈 39 7 ・ 执行印刷位置 修正 ・ 变更 印刷 偏移值 ( 编辑机型 数据―印 刷条件 菜单的 印刷偏移 选项 卡、系 统设定 ― 印刷位置 菜 单) ・ 变更各 Head 的印刷 偏移 的 修正 值 ( 编辑机型 数据―印 刷条件 菜单的 印刷偏移 选项 卡、系 统设定 ―系统设 定项目菜单的 设定 1 选 项卡) ・ 变更 偏移 加算值 ( 自动运转 ―印刷 偏移菜单) 如果设定为进行 位…
第 7 章 选件
7-6.
SPI 反馈
38
4.触摸[修正范围]的 X,Y,Θ的值,设定接收反馈偏移值(补正值)的上限值及下限值。
如果从锡膏检查机接收到的反馈偏移值(补正值)超过设定的上限/下限,
则自动替换为上限值/下限值。
X: 下限值 = -5.000 ~上限值 mm 、 上限值 = 下限值 ~ 5.000mm
Y: 下限值 = -5.000 ~上限值 mm 、 上限值 = 下限值 ~ 5.000mm
Θ: 下限值 = -1.000 ~上限值°、上限值 = 下限值~ 1.000°
5.触摸[注册],使之反映设定内容。
如果进行以下任何一项操作,变更值,进行注册后,反馈偏移值将被重置为 0。
・在 SPI 反馈功能的无效注册后开始生产
・在印刷位置修正功能的无效注册后开始生产
・在切换机型后载入数据
・在切换机型后开始生产
・钢网夹紧的固定/解除
・钢网宽度锁定的固定/解除
・变更基板标记(1、2、3)坐标的坐标数据
・变更钢网标记(
1、2、3)坐标的坐标数据
・变更基板标记(1、2、3)坐标的标记位置偏移数据
・变更钢网标记(1、2、3)坐标的标记位置偏移数据
・变更 Pad(焊盘)坐标的坐标数据
・切换标记 3 设定的有效/无效
・切换点 3 设定的有效/无效
・注册基板标记位置
・注册钢网标记位置
・执行印刷位置对准
・执行印刷位置确认
第 7 章 选件
7-6.
SPI 反馈
39
7
・执行印刷位置修正
・变更印刷偏移值
(编辑机型数据―印刷条件菜单的印刷偏移选项卡、系统设定―印刷位置菜单)
・变更各 Head 的印刷偏移的修正值
(编辑机型数据―印刷条件菜单的印刷偏移选项卡、系统设定―系统设定项目菜单的设定 1 选
项卡)
・变更偏移加算值
(自动运转―印刷偏移菜单)
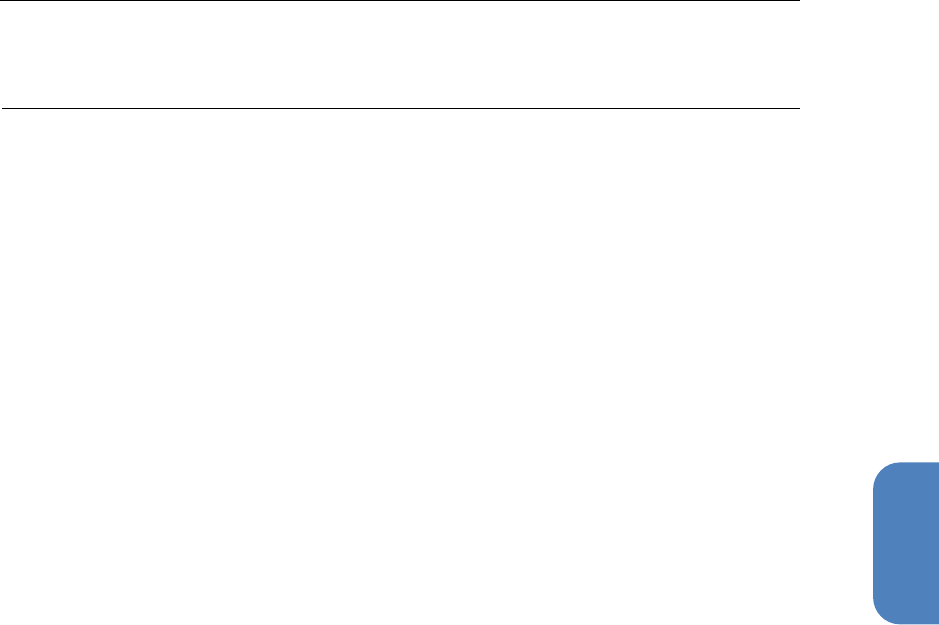
如果设定为进行位置修正时,SPI 反馈位置修正将根据反馈显示修正值。
如果设定为不进行位置修正,SPI 反馈位置修正会显示 0。
(SPI 反馈位置修正,尽管会显示接收到的来自锡膏检查机的印刷位置的修正值,但如果接收的值超过了
修正范围的上限/下限,则将替换为上限值/下限值进行显示。)
1.在顶部菜单触摸[自动运行],从画面左侧的子菜单选择[印刷偏移量]。
显示以下画面。
2.在 SPI 反馈位置修正中,可确认锡膏印刷机的反馈位置修正值。
Tips
对于印刷位置修正不保证精度。
第 7 章 选件
7-6.
SPI 反馈
40
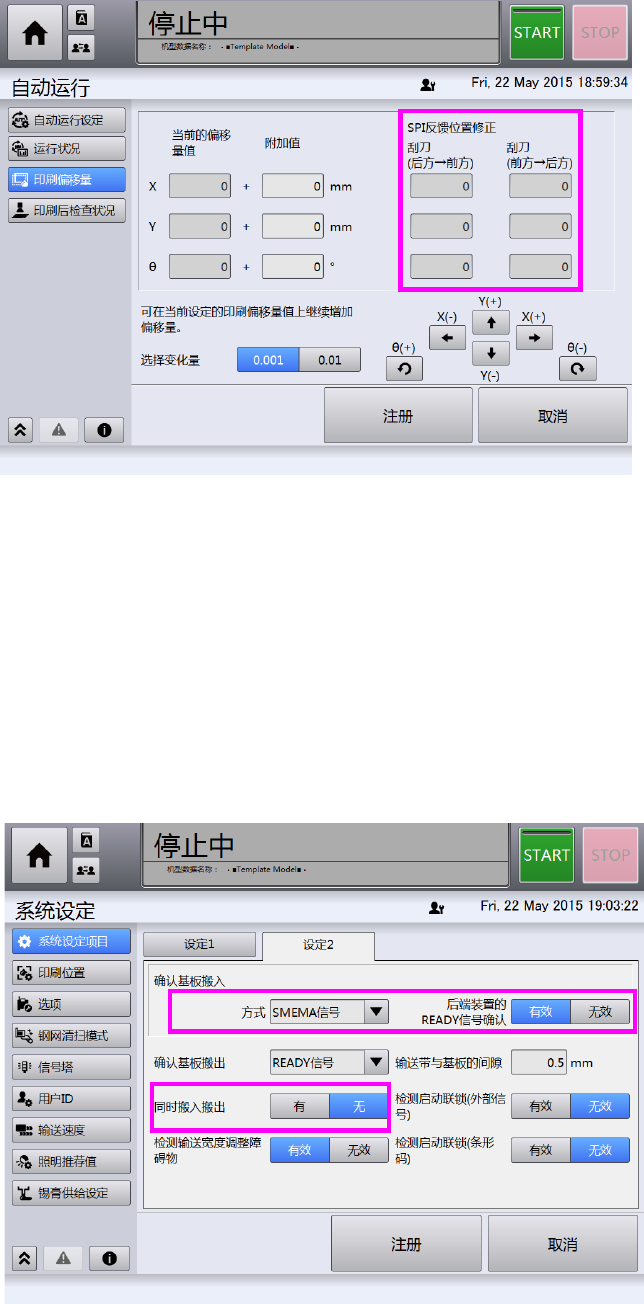
(5)母子运行
母子运行模式是指,当锡膏检查机尚处于检查中,或尚未将检查结果向锡膏印刷机反馈期间,为防止锡
膏印刷机的基板搬入,根据来自锡膏检查机的信号控制,使锡膏印刷机不搬入下一块基板的功能。
母子运行模式仅当 SPI 反馈功能为有效,并且后端装置的 READY 信号确认=有效时,才能使用。
另外,此功能不能与「同时搬入搬出」同时使用。
1.在顶部菜单触摸[系统设定],从画面左侧的子菜单选择[系统设定项目],
触摸[设定 2]选项卡。
显示以下画面。