RP-1_使用说明书.pdf - 第31页
第 2 章 系统概要 2-2. 设备规格 3 2 2-2. 设备规格 2-2-1. 自动化范围 本机可自动进行 如下工序。 • 调整印刷基板搬 送输送带宽度 • 搬入印刷基板 • 将印刷基板定位 到输送带中央 • 基板与钢网的位 置修正 • 印刷与离网 • 基板搬出 需手动进行如下 操作。 • 更换刮刀 • 更换钢网 • 安装印刷基板支 架部 • 供给锡膏 • 清扫钢 网反面 • 机型数据的创 建和 设定 2-2-2. 功能和动作 …

第 2 章 系统概要
2-1. 本机的概要及特点
2
2-1. 本机的概要及特点
本机是使用钢网在印刷基板上印刷锡膏的带图像识别锡膏印刷机。
2-1-1.
本机的特点
Motion Screen
本机采用新型 Motion Screen,可在短时间内实现高精度印刷。通过在钢网侧进行位置修正,大幅
缩短基板搬送的动作时间。用于进行钢网位置修正的校准工作台结构简单,可实现高精度修正。
记号识别
利用钢网位置识别与印刷基板位置识别切换式相机,高速且高精度的进行钢网与印刷基板的位置校
准。采用模式识别,可广泛应用于各种基板。
锡膏印刷
印刷基板的定位部分采用双重结构,确保在离网时,印刷基板以可控速度下降。借助该离网速度控
制方式,实现稳定、无扭曲的印刷。
自动调整轨道宽度机构
本机标准配备自动调整轨道宽度机构。
钢网清扫装置(清洁装置(选件))
可根据用途选择自动清扫钢网反面的装置。借助该方式,实现更高品质的印刷。通过高速(刮板方
式)、干式、湿式组合,实现长时间稳定连续印刷。
操作简单
以彩色触屏对话方式显示操作菜单,使操作更简单。还可使用[印刷设定向导]功能,以向导方
式进行从“创建机型”到“自动运行”的各种设定。
设计紧凑
本机设计紧凑,只需很小的操作空间即可安装,最大可支持 510mm × 610mm 的安装基板。
第 2 章 系统概要
2-2. 设备规格
3
2
2-2. 设备规格
2-2-1.
自动化范围
本机可自动进行如下工序。
•
调整印刷基板搬送输送带宽度
•
搬入印刷基板
•
将印刷基板定位到输送带中央
•
基板与钢网的位置修正
•
印刷与离网
•
基板搬出
需手动进行如下操作。
•
更换刮刀
•
更换钢网
•
安装印刷基板支架部
•
供给锡膏
•
清扫钢网反面
•
机型数据的创建和设定
2-2-2.
功能和动作
搬送印刷基板
直接将基板从前工序机器搬入印刷工作台。
在印刷工作台上固定基板
基板在输送带上停止后,基板支架部上升,然后基板翘曲矫正部动作。
按入基板后,用吸附装置或 Y 形夹具固定。
定位修正
通过基板识别相机读取基板上的识别记号,进行位置修正处理运算。根据得出结果,进行钢网 XY
轴、θ 轴修正,完成基板与钢网的位置校准。
印刷
印刷工作台上升,使基板与钢网紧密接触。下降后的刮刀在钢网上方移动,进行印刷。
基板与钢网的分离
控制基板和用于固定基板的基板支架部速度,使其下降。然后,印刷工作台整体下降。
基板搬出
解除固定,基板被送回输送带,搬送至待机位置,从后工序装置输入就绪信号后,将基板搬出。
第 2 章 系统概要
2-2. 设备规格
4
钢网清扫
根据设定的条件,清洁装置会从钢网反面进行清扫。
使用清洁用纸和清洗刮板,去除附着在钢网反面的锡膏、助焊剂。
2-2-3.
机器规格
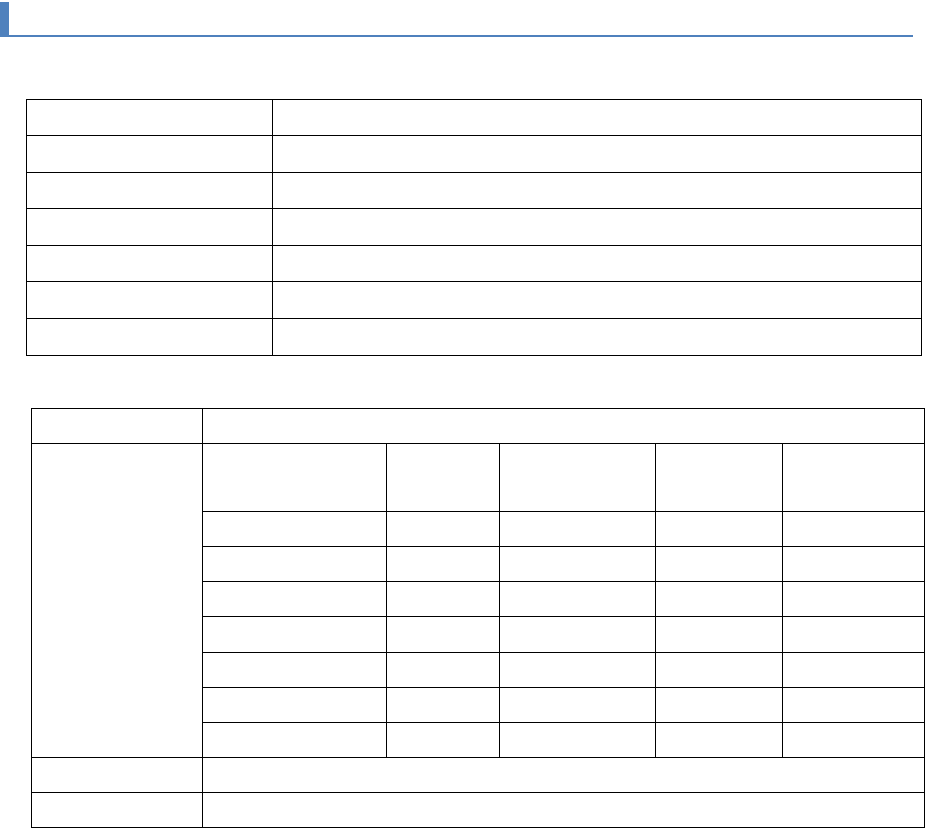
基板规格
项目
规格
基板尺寸 50mm × 50mm × t0.4mm ~ 610mm × 510mm × t5.0mm
基板背面零件高度 最大 25mm
搬送方向 右→左、左→右
基板固定 真空、Y 轴外形夹具
印刷速度 10mm/s ~ 200mm/s
印刷压力 20N ~ 200N
钢网
项目
规格
大小
屏幕尺寸
X,Y
框架幅
基板寸法
X,Y
超行程
(OS)
框架〜刮刀端
(G)
550 x 650 mm
40 mm 250 x 330 mm 20 mm 20 mm
600 x 550 mm 40 mm 330 x 250 mm 20 mm 10 mm
650 x 550 mm
40 mm 330 x 250 mm 20 mm 10 mm
736 x 736 mm
40 mm 610 x 410 mm 20 mm 23 mm
736 x 736 mm
30 mm 610 x 450 mm 20 mm 13 mm
750 x 750 mm
40 mm 610 x 410 mm 20 mm 30 mm
750 x 750 mm
30 mm 610 x 510 mm 5 mm 5 mm
厚度 t30 mm ~ t40 mm
倒角 中央