RP-1_使用说明书.pdf - 第149页
第 4 章 操作篇 4-11. 系统设定 89 4 4-11-3. 选项 从画面左侧 的子菜 单中选择[选项] ,显示如下画 面。 ■设定 1 选项卡 (a) 演示运行时基板 选择进 行演示 运行时是 否使用基板。 选择[有] 时,一边使用传 感器 确认 基板,一 边运 行。 (b) 输送带流 向 设定基板的流动 方向。 (c) 输送回切 设定为 [有] ,基板的 搬出方向变为 搬入口侧。 (d) 运转开始 时间( 24h ) 用数字 …
第 4 章 操作篇
4-11.
系统设定
88
(i) 印刷偏移量
将进行印刷时的 X、Y 偏移量值输入到[系统数据]的输入栏中进行设定。
[机型数据]的 X、Y 值仅为参考,不能输入。
勾选[注册时附加机型数据]并注册后,当前正在载入的机型数据中,X、Y 的偏移量值将清除
为 0,并加到其他机型数据的 X、Y 偏移量值中。
第 4 章 操作篇
4-11.
系统设定
89
4
4-11-3.
选项
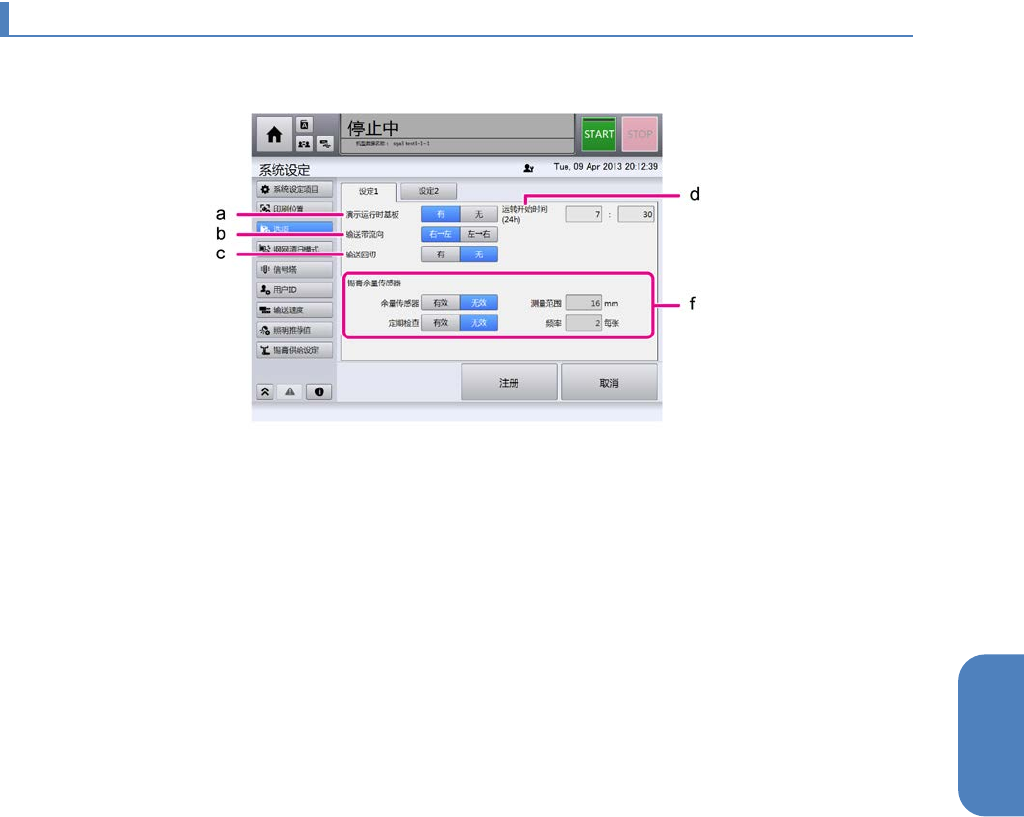
从画面左侧的子菜单中选择[选项],显示如下画面。
■设定 1 选项卡
(a) 演示运行时基板
选择进行演示运行时是否使用基板。 选择[有]时,一边使用传感器确认基板,一边运行。
(b) 输送带流向
设定基板的流动方向。
(c) 输送回切
设定为[有],基板的搬出方向变为搬入口侧。
(d) 运转开始时间(24h)
用数字键盘输入作为 1 天生产周期为基准的时间。
(e) 锡膏余量传感器
测量钢网上方的锡膏余量。 [余量传感器]设定为[有效]时,检查每次的锡膏余量。 设定
为[无效]时,如果将[定期检查]设定为[有效],将定期停止运行,因此应目视检查锡膏
余量,并在需要时手动供给锡膏。
第 4 章 操作篇
4-11.
系统设定
90
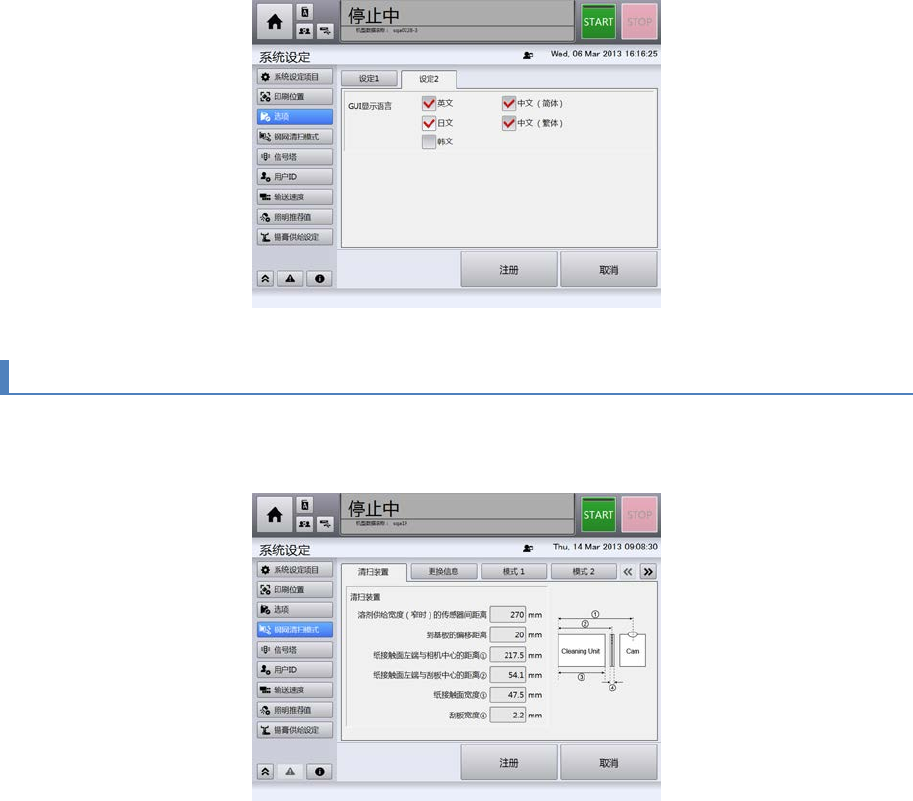
设定 2 选项卡
在语言切换画面中选择可显示的语言。
4-11-4.
钢网清扫模式
设定清洁装置(选购项)的连接位置、清洁用纸的更换信息以及每个清扫模式的清扫条件。
从画面左侧的子菜单中选择[钢网清扫模式],显示如下画面。