RP-1_使用说明书.pdf - 第95页
第 4 章 操作篇 4-5. 编辑机型 数据 35 4 4-5-8. 钢网清扫 从画面左侧 的子菜 单中选择[钢网清 扫],显示如 下画面。 在 [自动清扫 1 ]、[自动清扫 2 ]、[手 动清扫]、[超 时]各选项卡 中设定。 (a) 自动清 扫设 定 选择是否进行清 扫动 作。 (b) 清扫后的 刮刀次数( +1 次) 选择执 行清 扫后印刷第 1 张 基板时,刮刀 是否多进行 1 次动 作。 (c) 清扫间隔 设定每印刷多少 张…
第 4 章 操作篇
4-5.
编辑机型数据
34
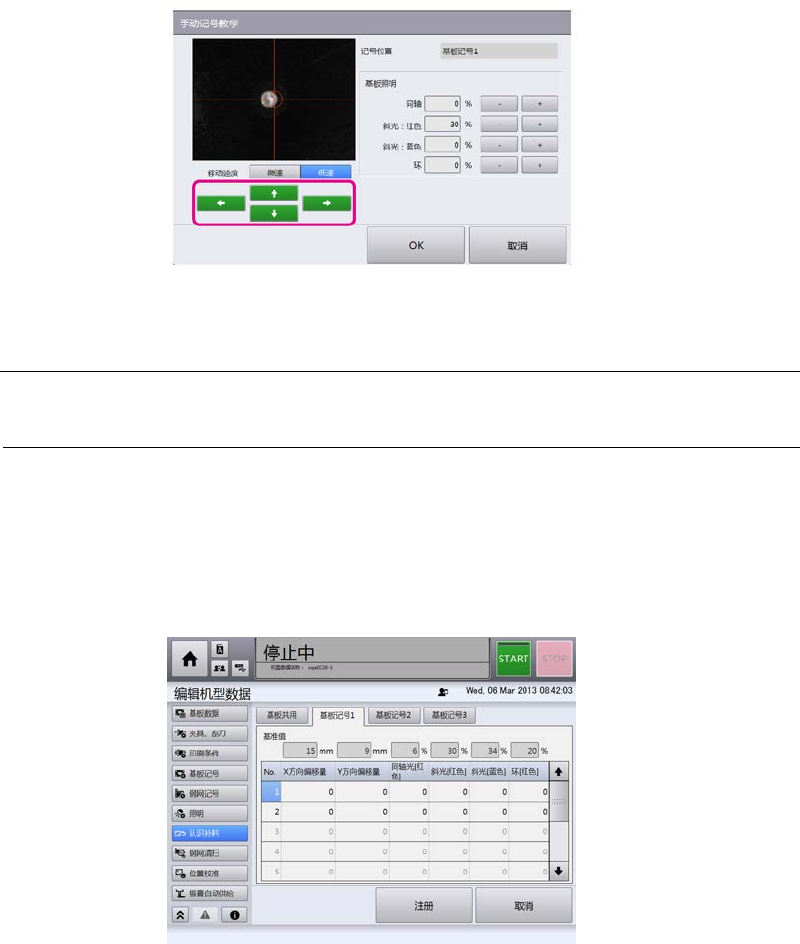
(c) 手动教学
设定是否进行手动教学。 选择[有]时,如果在自动运行中记号识别失败,显示如下弹出画
面。
使用左下的按钮使记号移动到中心位置,然后触摸[OK]。
根据需要使用右侧按钮变更照明设定。
注意
•
通过本操作更改照明设定后,不会反映到机型数据中。
■基板记号 1~基板记号 3 选项卡
以下画面为自动重试的设定画面。
按照重新识别的次数 (No.),分别指定记号坐标 (X、Y) 及各照明亮度的偏移量值。
第 4 章 操作篇
4-5.
编辑机型数据
35
4
4-5-8.
钢网清扫
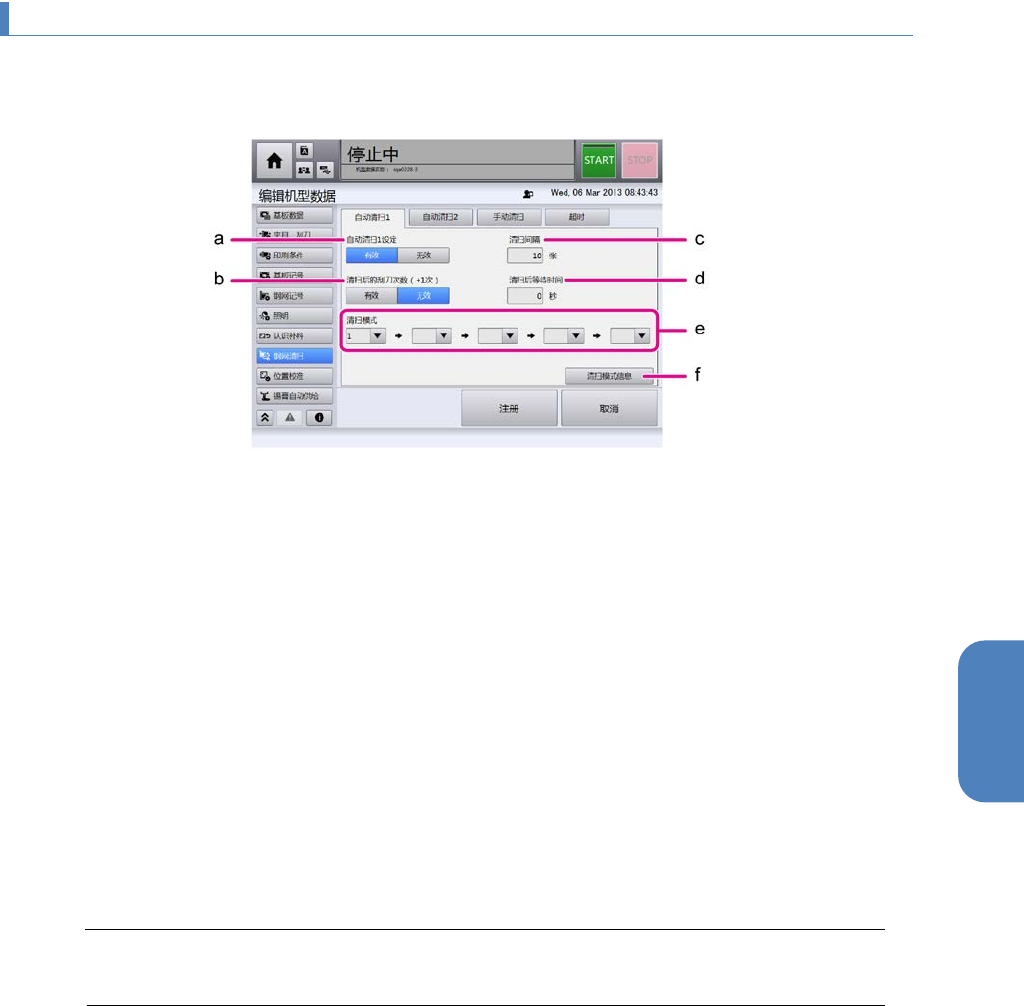
从画面左侧的子菜单中选择[钢网清扫],显示如下画面。 在[自动清扫 1]、[自动清扫 2]、[手
动清扫]、[超时]各选项卡中设定。
(a) 自动清扫设定
选择是否进行清扫动作。
(b) 清扫后的刮刀次数(+1 次)
选择执行清扫后印刷第 1 张基板时,刮刀是否多进行 1 次动作。
(c) 清扫间隔
设定每印刷多少张基板后进行清扫。设定值设定如下。
[自动清扫 1]<[自动清扫 2]<[手动清扫]
(d) 清扫后等待时间
执行清扫后,用于等待溶剂干燥的等待时间。
(e) 清扫模式
触摸按钮,选择空白或从清扫模式 1~5 中选择一种。模式最大可设定为 5 次。选择空白时,
视为无模式,不进行动作。
注意
•
不可将 5 次全部选择为空白。
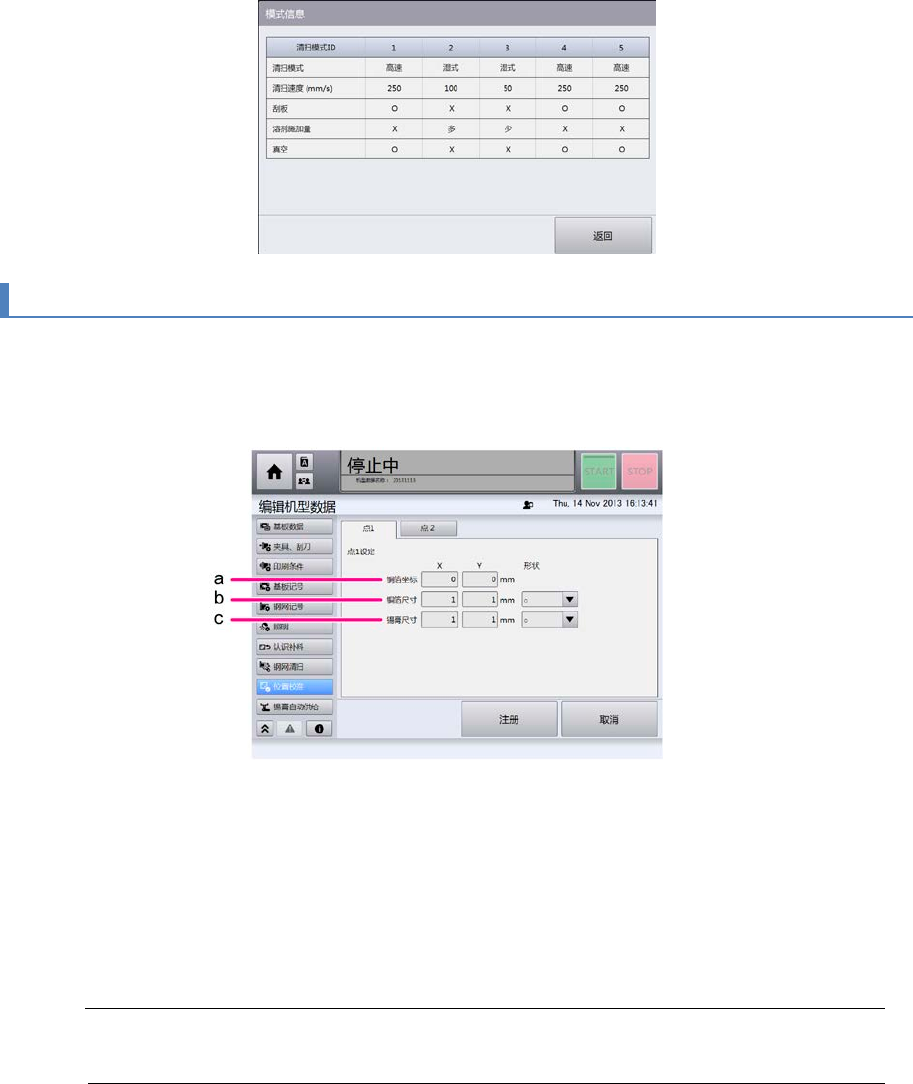
(f) 清扫模式信息
已注册的清扫模式信息显示在弹出画面中。模式信息是显示[系统设定]的[钢网清扫模式]
中注册的内容。
有关钢网清扫模式的详情,请参阅“4-11-4. 钢网清扫模式”。
第 4 章 操作篇
4-5.
编辑机型数据
36
4-5-9.
位置校准
设定在印刷准备中决定印刷偏移量值所需的值。指定钢网与基板在同轴上的铜箔。
从画面左侧的子菜单中选择[位置校准],显示如下画面。 可在[位置校准]中[点 1]、[点2]的
选项卡中设定。
(a) 铜箔坐标
输入作为位置校准点的铜箔坐标 (X、Y)。坐标是以基板左下为原点。
(b) 铜箔尺寸
输入作为位置校准点的铜箔大小和形状 (X、Y) 以及形状(○、□)。
(c) 锡膏尺寸
输入作为位置校准点的铜箔部的锡膏大小和形状 (X、Y) 以及形状(○、□)。
注意
•
点 1 和点 2 的铜箔坐标 (X、Y) 均为 0 时,钢网的定位标即为对位点。